Известны установки для nojiyiOрячей высядкн нзде.пнй с .чектро11();1огревол дег.рормируемой части заготовки, в которых применены торцевой и радиальные контакты для нагрева деформируемой части, однако они НС обеспечивают окоичателыюго формообразования высаживаемой части заготовки.
В с)Г1::сь 1;; с к;и yci-anoiiKC 4iT(ri недостаток устранен ирименснисм разъемной матрицы, расио.тагаемой между торцевым и радиальными К01 т;;гст;пн.
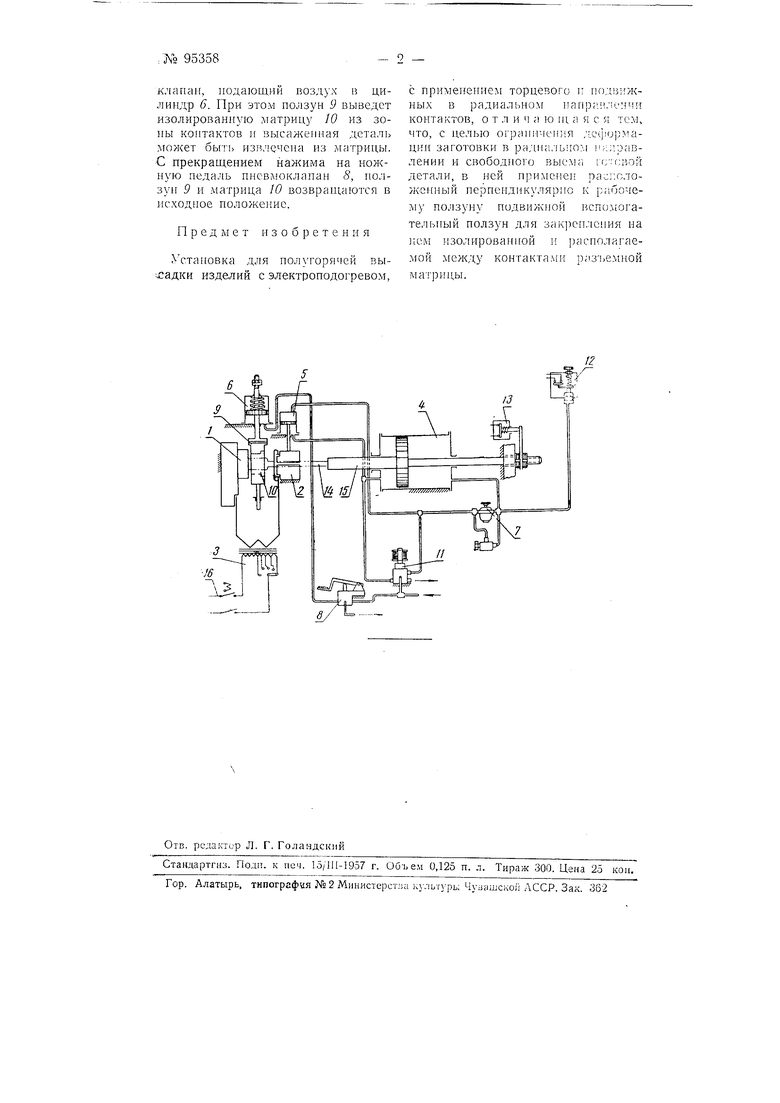
Па чир1чже i3(;:ipa wia схема установки, в которой нриАКПсны: тч))цсвой контакт / и радиа.тьиыс ра:гьемные ксиггакты 2 с иодк.иочоиju iM р, электросеть трансформатором /j; ииевматичсскне инлиндры 4, 5 и 6 с рсд,уктором 7 и иневмоклаиаHt.-M iS; иг. 9 с закрен.ченной на нем изолированной разъемной матрицей 10.
71ли ашодатичсского управления нр(;цсссо. р.римсиены ииевмоэлектрн:-ч-хи, ;;.:х,-:ючП-гли //, 12 и 13.
Процесс высадки на оннсываемой установке ироизводится следуюи1,им образом.
Установив заготовку 14. включением пускателя заставляют сработать Электропневматический клапан J1, подающий сжатый воздух через редуктор 7 в ин;;нндры 4 и о. Заготовка зажимается в радиальных xniiT ixrax 2 и штоком /5 под воздс атв:Фсм норишя, исрел1еи1аюи1.егося в Ц -;л1;ндре 4. ирижимается к торцевому контакту /. Затем срабаi ы.васт пнсвмс5Э,:сктрический вык,1Ючатель 12, вк.пючающий контактор 16. и ток через трансформатор 3 подается к торцевому и радиальным контактам, нагревая участок заготовки между контактами. Под воздействием давления штока 15 на нагретую заготовку нослсд11яя деформируется и заполняет изолированную матрицу 10, после чего срабатывает концевой выключатель 13 и все детали устаиовки возвранииотся в исхо.дное иоложение.
Для ;звлсче1и;я высаженной заготовки нажимом на 1;ожную иедаль ; :он1ий письмо/№ 95358 клапан, подающий воздух в цилиндр 6. При этом ползун 9 выведет изолированную матрицу W из зоны контактов и высаженная деталь может быть извлечена из матрицы. С прекращением нажима на ножную педаль пневмокланан 8, ползун 9 и матрица 10 возвращаютея в исходное положение. Предмет изобретения cтaнoвкa для нолугорячей выгадки изделий е электроподогревом, с нримеи-еинем торцевого и по/язижных в радиальном ианргп ленми контактов, о т л и ч а ю HI ;, я с я тем, что, с целью ограничения дефор ации заготовки в радиальном i a;p;iBленин и свободного выема (/;г;вой детали, в ней применен расг.олож-енный нерненднкулярно к рабочему ползуну подвижной вcпo.oгaтельный ползун для зак)ен,:1ения на нем изолир01занной и раснолагаемой лгежду контактами разьемной матрицы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Приспособление к эксцентриковому или кривошипному прессу для высадки металлических деталей | 1951 |
|
SU95469A2 |
| Полуавтомат карусельного типа для закалки изделий | 1948 |
|
SU74448A1 |
| Способ нагрева изделий по методу сопротивления | 1949 |
|
SU80645A1 |
| Автоматическая линия для изготовления полуосей | 1978 |
|
SU743768A1 |
| Стан с гидравлическим управлением для винтовой прокатки круглых профилей и труб переменного по длине сечения | 1949 |
|
SU84905A1 |
| Устройство (силовая головка) | 1960 |
|
SU133455A1 |
| Автоматическая линия для изготовления полуосей | 1974 |
|
SU547276A1 |
| Автоматическая линия для изготовленияКОльцЕВыХ издЕлий из пРуТКА | 1979 |
|
SU804136A1 |
| Штамп для высадки | 1980 |
|
SU846035A1 |
| Устройство для наплавки металлических изделий металлом | 1950 |
|
SU101182A1 |
