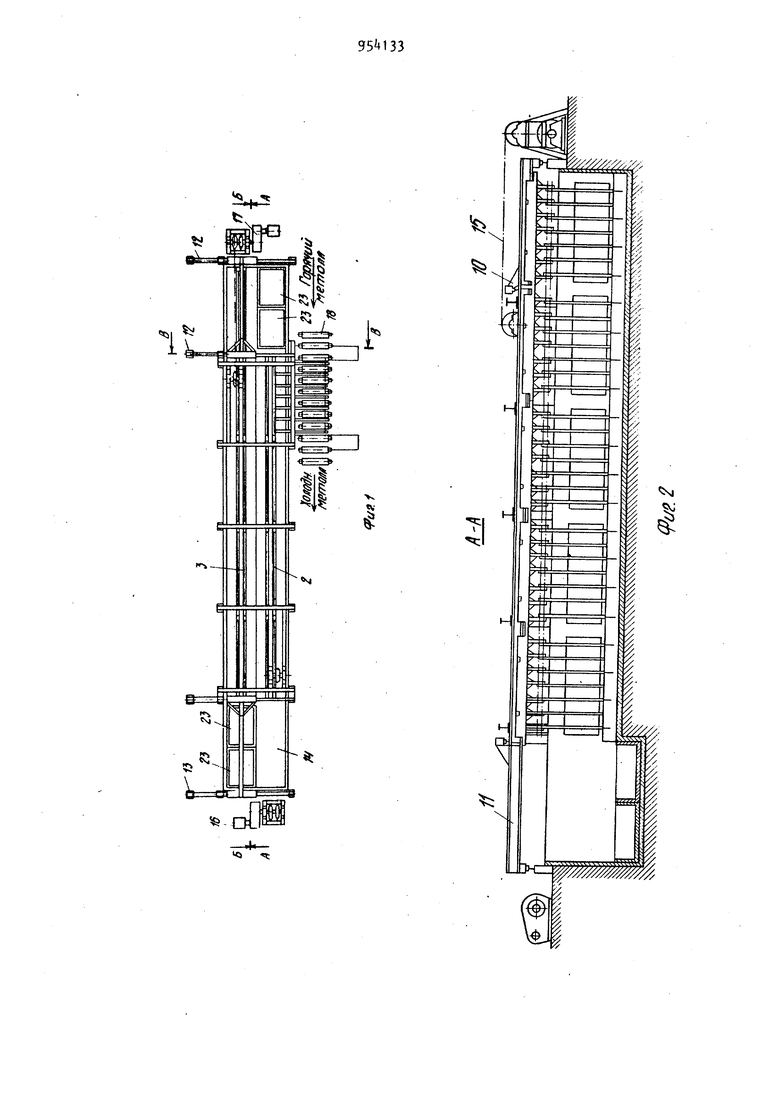
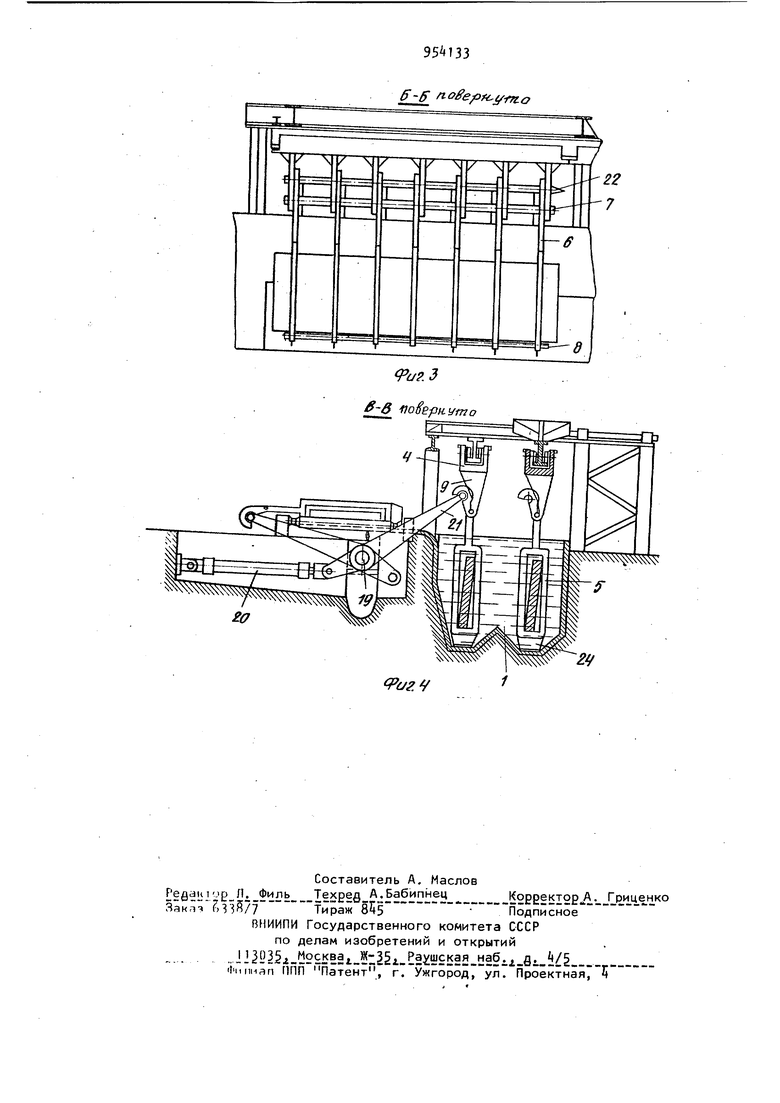
Изобретение относится к прокатному производству и может быть исполь зовано в обжимных цехах металлургичес кого завода, например, для охлаждения слябов. Известно устройство для охлаждения проката, в частности, слябов, включающее ванну, установленные над ней.стационарные балки для продольного перемещения кареток с люльками для слябов и подвижные балки для их поперечного премещения, рычажный механизм и рольганги для загрузки-выгрузки f . Недостатком известного устройства является.его сложность и ненадежность в эксплуатации, наличие обратного холостого хода кареток с люльками, что снижает производительность и ведет к увеличению занимаемой устройством про и зводственной площади. Цель изобретения - повышение производительности, надежности и компакт мости установки для охлаждения проката. Поставленная цеЛь достигается тем, что в установке для охлаждения пррката, содержащей ванну, установленные над ванной стационарные балки для продоль}юго перемещения кареток с люльками для слябов и подвижные балки для их поперечного перемещения, рычажный механизм и рольганги для загрузки-выгрузки слябов, упомянутые люльки для слябов выполнены съемными, в виде соединенных стяжками подвесок-рамок с проушинами взаимодействующими со стержнем, соединяющим свободные концы рычагов упомянутого механизма загрузки-выгрузки. Рычажный механизм загрузки-выгрузки размещен вне ванны под рольгангом. Причем стенки ванны выполнены с уклоном к ее дну со стороны рычажного механизма. 395 ванне по ее концам размещены короба, а подвески-рамки снабжены укреп ленными в их нижней части скребками, выполненными по профилю нижней части ванны. На фиг. 1 изображена установка для охлаждения проката, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1; фиг. сечение В-В на фиг. 1. Устройство состоит из ванны 1,служащей для охлаждения слябов.Над ванной 1 установлены две стационарные ли нии,т.е. направляющие балки 2 и 3,по ко торым в продольном направлении могут перемещаться каретки k со съемными держателями-люльками 5, в которых раз мещаются слябы. Держатели-люльки 5 вы полнены в виде набора подвесок-рамок 6, скрепленных стяжками 7 и 8, в верхней части подвески-рамки предусмотрена проушина, предназначенная для съема держателя-люльки 5 с крюков 9 каретки . Передача кареток k с держателями-люльками 5 с одной линии на другую происходит посредством подвижных балок 10 и 11 с гидроприводами 12 и 13 Продольное перемещение кареток с люльками осуществляется при помощи цепных передач 1t и 15 с электроприводами 16 и 17 причем усилие, создаваемое цепной передачей прикладывается через зацепление к каретКе, находящейся на подвижной балке, заГем эта каретка передает усилие всем остальным кареткам,находящимся на стационарной балке, которые, тол кая друг друга в упор, передвигаются вдоль ванны. Для подачи в зону загрузки-выгрузки горячего проката и выдачи из нее холодного служит рольганг 18. Загрузка и выгрузка слябов из ванны осущест вляется при помощи механизма 19 загрузки-выгрузки с гидроприводом 20 ,и кантующими рычагами 21. К концам рычагов 21 приварен стержень 22, который в период передвижения кареток А по стационарной балке 2 в зоне загруз ки-выгрузки входит в проушины держателей-люлек. Для точного попадания стержня 22 в проушины подвесок его входная сторона имеет коническую форму, а стенка ванны 1 со стороны механизма загрузки-выгрузки имеет уклон способствующий правильной ориентации каждой подвески-рамки 6 в период загрузки-выгрузки слябов. Удаление окалины из ванны 1 происходит непрерывно в процессе работы установки в сменные короба 23 при помощи скребков 2, приваренных к нижней части всех подвесок-рамок 6. Устройство работает следующим образом. Горячий сляб по рольгангу 18 поступает в зону загрузки-выгрузки, где в это время находится съемный держатель-люлька 5. Механизм 19 загрузкивыгрузки с помощью гидропривода 20 и кантующих рыЧагов 21 опускает держатель-люльку 5 со слябом в ванну 1 на крюки 9 каретки k. Сляб начинает интенсивно охламдаться в ванне, заполненной водой. Посредством цепной передачи Il с электроприводом 16 каретки с установленными на их крючьях держателямилюльками, загруженными слябами, перемещаются в продольном направлении на один шаг, равный длине каретки, со стационарной балки 2 на свободную подвижную балку 10, ас подвижной балки 11 - на стационарную балку 2. После этого подвижные балки 10 и 11 с помощью гидроприводов 12 и 13 перемещаются в поперечном направлении до совмещения со стационарной балкой 2. При этом держатель-люлька на балке 10 загружена слябом, а балка 11 свободна, т.е. на ней нет каретки. Затем посредством цепной передачи 15 с электроприводом 17 каретка с загруженной слябом люлькой перемещается в продольном направлении на один шаг с подвижной балки 10 на стационарную балку 3, а со стационарной балки 3 на свободную подвижную балку 11. После этого подвижные балки 10 и 11 с помощью гидроприводов 12 и ТЗ перемещаются в поперечном направлении до совмещения со стационарной балкой 2. При этом держатель-люлька на балке 11 загружена слябом, а держатель-люлька на балке 1 О свободна. После продольного передвижения по стационарной балке 2 очередной каретки с загруженным держателем-люлькой последняя попадает в зону загрузкивыгрузки и при помощи рычажного .механизма 19 загрузки-выгрузки держательлюлька 5 с охлажденным слябом подается из ванны на рольганг 18 и транспортируется по нему на дальнейшую обоаботку, а в освободившийся держательлюльку 5 подается следующий горячий 59 сляб. Процесс выгрузки и загрузки слябов происходит одновременно с пере движением балок 10 и 11, но включает дополнительно время на передвижение кареток по стационарной балке 2 на один шаг, после чего цикл процесса за грузки-выгрузки заканчивается, и описанный цикл работы установок непрерыв но повторяется.. Предлагаемая установка для охлажде ния проката позволяет при меньших капитальных затратах и на меньшей производственной площади осуществить высокопроизводительный процесс охлаждения проката, при этом ее можно разместить в любом обжимном цехе металлургического завода. Устройство позво ляет также уменьшить потери металла в окалину. Формула изобретения 1. Установка для охлаждения проката, преимущественно слябов, содержащая ванну, установленные над ванной стационарные балки для продольного перемещения кареток с люльками для слябов и подвижные балки для их поперечного перемещения, рычажный механизм и рольганги для загрузки-выгруз336ки слябов, отличающаяся тем, что, с целью повышения производительности, надежности и компактности установки, упомянутые люльки для слябов выполнены съемными в виде соединенных стяжками подвесок-рамок с проушинами, взаимодействующими со стержнем, соединяющим свободные концы рычагов упомянутого механизма загрузки-выгрузки, 2,Установка по п. 1,отличающаяся тем, что рычажный механизм загрузки-выгрузки размещен вне ванны под рольгангом. 3.Установка по пп. 1 и 2, о т личающаяся тем, что стенки ванны со стороны механизма выполнены с уклоном к ее дну. . Установка по п. 1, о т л и ч аю щ а я с я тем, что она снабжена коробами, размещенными по концам ванны а подвески-рамки снабжены укрепленными в нижней их части скребками, выполненными по профилю нижней части ванны. Источники информации, принятые во внимание при экспертизе 1. Заявка ФРГ № 1938257, кл. В 21 В , 1972.
€
-ff ,t/-m.o .Э -в о врцу-т иг. о
| название | год | авторы | номер документа |
|---|---|---|---|
| Холодильник для слябов и листового проката | 1982 |
|
SU1058656A1 |
| Устройство для охлаждения изделий | 1982 |
|
SU1046304A1 |
| Устройство для охлаждения изделий | 1980 |
|
SU931761A1 |
| Устройство для ускоренного охлаждения слябов | 1989 |
|
SU1721102A1 |
| Устройство для гибки планшет | 1983 |
|
SU1147470A1 |
| Линия для химической и термической обработки изделий | 1982 |
|
SU1039841A1 |
| Автоматическая линия для нанесения гальванопокрытий | 1991 |
|
SU1781330A1 |
| Линия для химической и электрохимической обработки деталей | 1977 |
|
SU723014A1 |
| Устройство для поперечной передачи проката с рольганга | 1983 |
|
SU1103917A1 |
| Подвесной сортировочный конвейердля шТучНыХ гРузОВ | 1979 |
|
SU804008A1 |