(54) УСТРОЙСТВО ДЛЯ ОХЛАЖДЕНИЯ ИЗДЕЛИЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для охлаждения проката | 1981 |
|
SU954133A1 |
| Устройство для охлаждения изделий | 1982 |
|
SU1046304A1 |
| Холодильник для слябов и листового проката | 1982 |
|
SU1058656A1 |
| Устройство для сборки роликов | 1981 |
|
SU1054007A1 |
| Вертикально-замкнутый пластинчатый конвейер | 1975 |
|
SU601210A1 |
| УСТАНОВКА ДЛЯ УПРОЧНЕНИЯ ИЗДЕЛИЙ ИЗ СТЕКЛОКРИСТАЛЛИЧЕСКИХ МАТЕРИАЛОВ ПУТЕМ ИОННОГО ОБМЕНА | 2006 |
|
RU2305078C1 |
| Агрегат для закалки изделий | 1983 |
|
SU1148882A1 |
| Линия для химической и термической обработки изделий | 1982 |
|
SU1039841A1 |
| Линия для изготовления клееных деревянных балок | 1984 |
|
SU1172712A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ВОЛОКНИСТЬ!Х ТРУБ | 1971 |
|
SU294742A1 |
1
Изобретение относится к термообработке, а точнее к устройствам для быстрого охлаждения.,
Известно устройство для охлаждения изделий, в частности слябов и т. п., 1соторое содержит ванну, бесконечный транспортер, движущийся по направляющим роликам, с помощью которого заготовки перемещаются через охлаждающую ванну 1.
Наиболее близким к предлагаемому по технической сущности и достигаемому результату является установка для охлаждения слябов, содержащая ванну, механизм загрузки-выгрузки и механизм перемещения изделий, выполненный в виде вертикально замкнутого конвейера с каретками 2.
Недостаток известных установок -. неравномерность охлаждения в начальный момент, коробление слябов и увеличение габарита установки из-за наличия обратного холостого хода кареток.
Цель изобретения - обеспечение равномерности охлаждения, повыщение производительности и исключение пересечения, приводной цепи с подвижными участками при их пересечении за счет выполнения цепи
с возможностью расположения ее с любой стороны направляющих.
Указанная цель достигается тем, что устройство для охлаждения изделий, преимущественно слябов, содержащее ванну, ме ханизм загрузки-выгрузки и механизм перемещения изделий, выполненный в виде вертикально замкнутого конвейера с каретками, снабжено установленными вдоль конвейера секционными направляющими для10 перемещения в них кареток, при этом часть секций выполнена с возможностью перемещения в направлении, перпендикулярном к продольной оси устройства в горизонтальной плоскости, и расположена в зоне действия механизма загрузки-выгрузки и в местах перехода кареток с одной направляющей на другую.
При этом конвейер снабжен промежуточными звездочками, расположенными в местах перехода кареток.
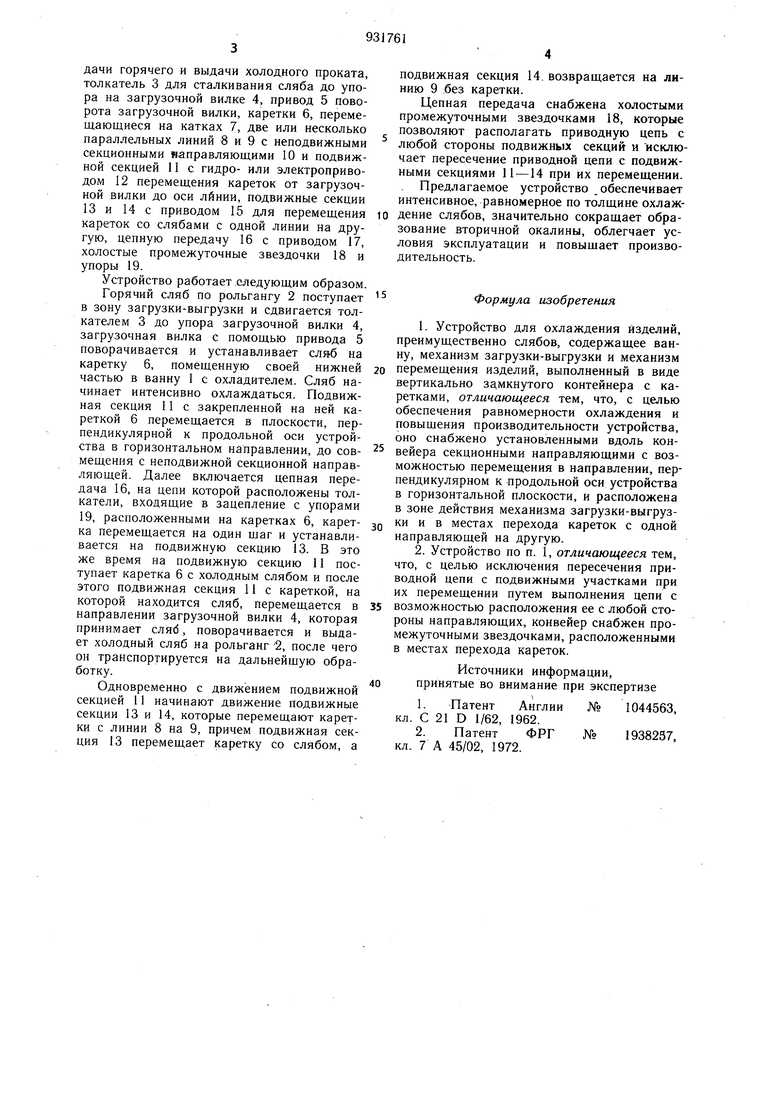
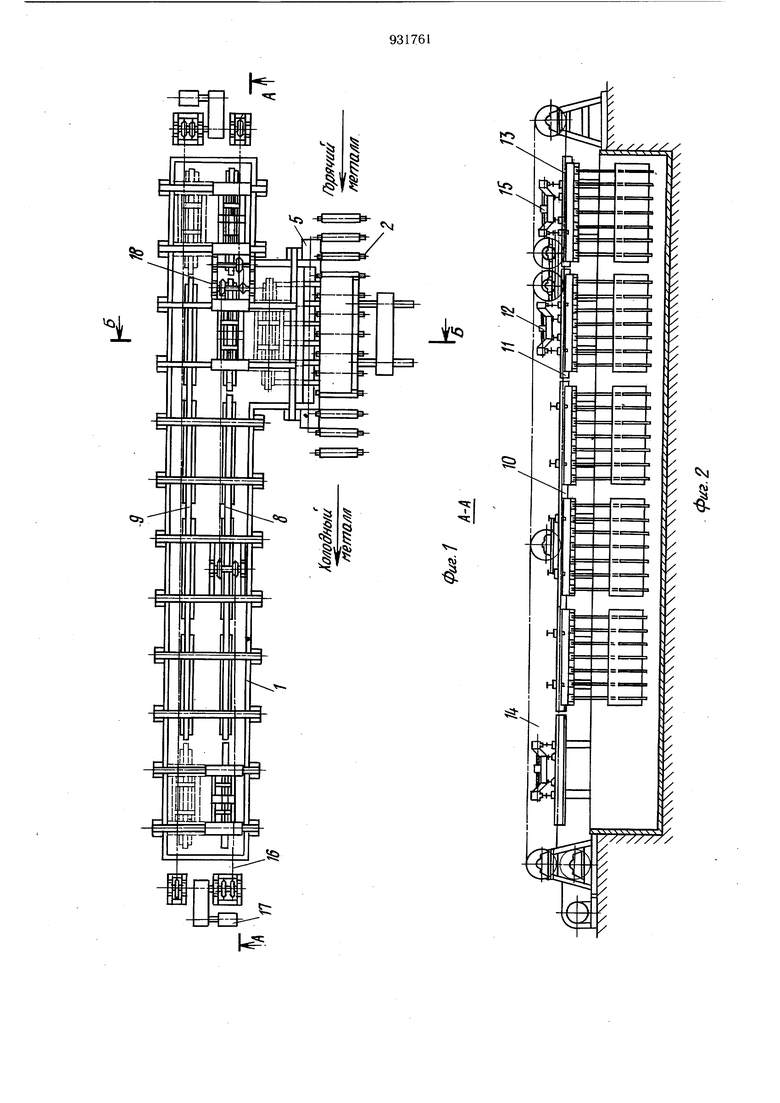
20 На фиг. 1 изображено устройство, общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Устройство содержит ванну 1, в которой охлаждаются слябы, рольганг 2 для передачи горячего и выдачи холодного проката, толкатель 3 для сталкивания сляба до упора на загрузочной вилке 4, привод 5 поворота загрузочной вилки, каретки 6, перемещающиеся на катках 7, две или несколько параллельных линий 8 и 9 с неподвижными секционными направляющими 10 и подвижной секцией 11 с гидро- или электроприводом 12 перемещения кареток от загрузочной вилки до оси линии, подвижные секции 13 и 14 с приводом 15 для перемещения кареток со слябами с одной линии на другую, цепную передачу 16 с приводом 17, холостые промежуточные звездочки 18 и упоры 19.
Устройство работает следующим образом.
Горячий сляб по рольгангу 2 поступает в зону загрузки-выгрузки и сдвигается толкателем 3 до упора загрузочной вилки 4, загрузочная вилка с помощью привода 5 поворачивается и устанавливает сляб на каретку 6, помещенную своей нижней частью в ванну 1 с охладителем. Сляб начинает интенсивно охлаждаться. Подвижная секция 11 с закрепленной на ней кареткой 6 перемещается в плоскости, перпендикулярной к продольной оси устройства в горизонтальном направлении, до совмещения с неподвижной секционной направляющей. Далее включается цепная передача 16, на цепи которой расположены толкатели, входящие в зацепление с упорами
19, расположенными на каретках 6, каретка перемещается на один щаг и устанавливается на подвижную секцию 13. В это же время на подвижную секцию 11 поступает каретка 6 с холодным слябом и после этого подвижная секция 11 с кареткой, на которой находится сляб, перемещается в направлении загрузочной вилки 4, которая принимает сляб, поворачивается и выдает холодный сляб на рольганг 2, после чего он транспортируется на дальнейщую обработку.
Одновременно с движением подвижной секцией 11 начинают движение подвижные секции 13 и 14, которые перемещают каретки с линии 8 на 9, причем подвижная секция 13 перемещает каретку со слябом, а
подвижная секция 14. возвращается на линию 9 без каретки.
Цепная передача снабжена холостыми промежуточными звездочками 18, которые позволяют располагать приводную цепь с
любой стороны подвижных секций и исключает пересечение приводной цепи с подвижными секциями 11 -14 при их перемещении. Предлагаемое устройство обеспечивает интенсивное, равномерное по толщине охлаждение слябов, значительно сокращает образование вторичной окалины, облегчает условия эксплуатации и повыщает производительность.
Формула изобретения
перемещения изделий, выполненный в виде вертикально замкнутого контейнера с каретками, отличающееся тем, что, с целью обеспечения равномерности охлаждения и повыщения производительности устройства, оно снабжено установленными вдоль конвейера секционными направляющими с возможностью перемещения в направлении, перпендикулярном к продольной оси устройства в горизонтальной плоскости, и расположена в зоне действия механизма загрузки-выгрузки и в местах перехода кареток с одной направляющей на другую.
возможностью расположения ее с любой стороны направляющих, конвейер снабжен промежуточными звездочками, расположенными в местах перехода кареток.
Источники информации, принятые во внимание при экспертизе
кл. 7 А 45/02, 1972.
Г
|«Q
ЧС
Фиг.Ъ
