1
Изобретение относиачзя к питеШому производству, -в частности к пескодагвнопрессовым машинам, и может быть использовано при изготовлении безопочных лиTefttibix форм.
Известна машина для изготовления безопочных литейных форм, с о держаш.ая камеру прессования с плитами, на которых расположены модели, причем одна из плит выполнена подвижной в горизонтальном на правлении от силового цилиндра, а.другая в процессе прессования неподвижна. В верхней стенке (|)Ормовочной камеры выполнены два надувных канала, один из которых перекрывается фланцем. В формо&очной камере предусмотрены два положения для надувного канала в зависимости от высоты модели (для высоких моделей используется один надувной канал, а для
невысоких другой). Так как сдав из првз- 20 совых плит неподвижна, то при; замене ..
ГО13КИХ моделей на высокие надувной к&« нал оказывается размещенным не межда 1моаелями, и его в данном сдучае надо
перенести внутрь формовочной камеры в , направлении, противополож11ом прессованию. Таким образом, формовочная камера с №умя надувными каналами служит одновременно для изготовления форм раэной тогшвшы. При переналадке с целью перехода на надув из другого канала воронку поворачивают на 18О° i.
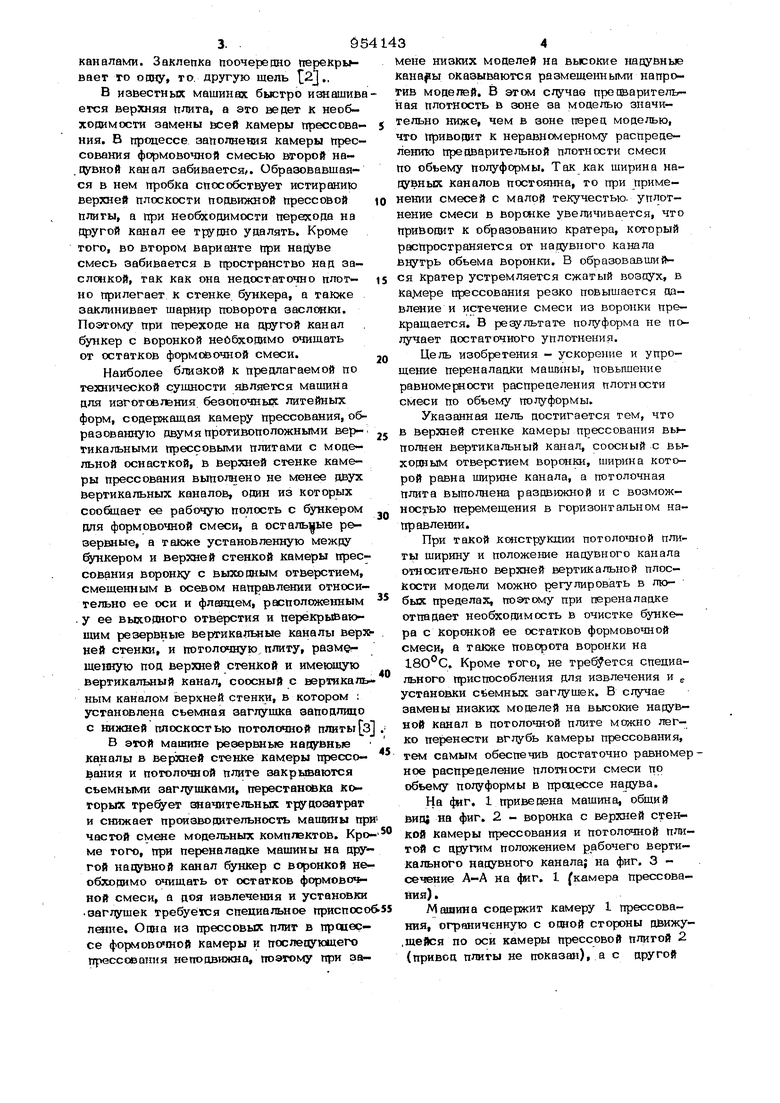
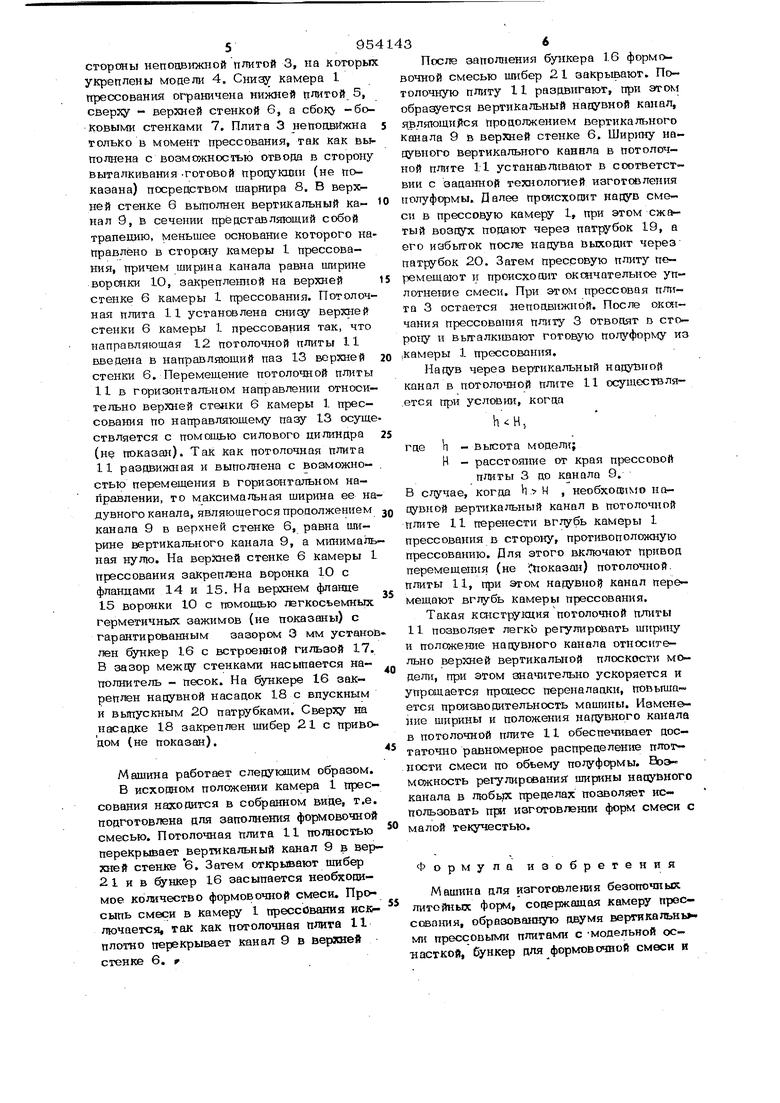
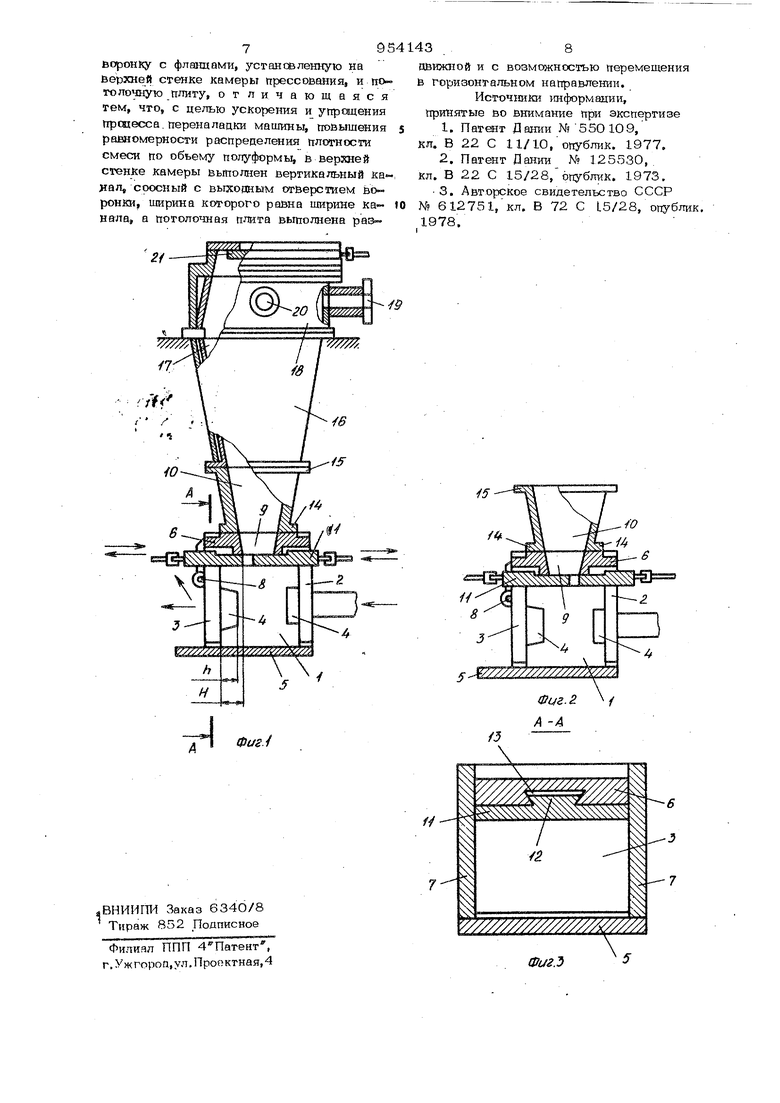
Известна также машина для изготовления безопочных литейных форм, содержащая камеру прессования, две прессовые плиты с модельной оснасткой, в верхней стенке камеры выполнены два вертикальных канала, один из которых сообщает ее рабочую полость с бункером, и воронку с ьыхбрным отверстием, смещенным в осевом направлении относительно ее оси, и фланцем, расположенным у ее выходного отверстия и пере}фывающим резервные Вертикальные каналы верхней стенки. В другом варианте машины поворотная заслонка шарнирно закреплена в воронке на верхней плите между двумя надувными каналами. Заклепка поочередно перекрь вает то опну, го. другую щель tSj.. В извесгных машинах быстро изнашива ется верхняя плита, а это ведет К необходимости замены всей камеры прессования. В процессе заполнения камеры прессования формовочной смесью второй на. (Цувной канал забивается/. Образовавшаяся в нем пробка способствует истиранию верхней плоскости подвижной прессовой плиты, а при необходимости перехода на другой канал ее трудно удалять. Кроме того, во втором варианте при надуве смесь забивается в пространство над заслонкой, так как она недостаточно плотно прилегает к стенке бункера, а также заклинивает шарнир поворота заслонки. Поэтому при переходе на другой канал бункер с воронкой необходимо очищать от остатков формовочной смеси. Наиболее близкой к предлагаемой по технической сущности является машина для изготовления безопочных литейных форм, содержащая камеру прессования, образованную двумя противоположными вертикальными прессовыми плитами с модельной оснасткой, в верхней стенке камеры прессования выполнено не менее двух вертикальных каналов, один из которых соойцает ее рабочую полость с бункером для формовочной смеси, а осталы ые резервные, а также установ юнную между бункером и верхней стенкой камеры tipecсования воронку с выходным отверстием, смещенным в осевом направлении относительно ее оси и фланцем, расположенным . у ее выходного отверстия и перекрывающим резервные вертикальные каналы верт ней стенки, и потолочную, плиту, размещенную под верхней стенкой и имеющую вертикальный канал, соосный с вертикаль ным каналом веркней стенки, в котором ; установлена сьемная заглушка заподлицо с нижней плоскостью потолочной плиты з В ЭТОЙ машине резервные напувные каналы в верхней стенке камеры прессования и потолочной плите закрываются съемными заг/ушками, перестансйка которых трепет значительных трудозатрат и снижает производительность машины пр частой смене модельных комплектов. Кро ме того, при переналадке машины на другой нас увной канал бункер с воронкой необходимо №шщать от остатков формовочной смеси, а доя извлечения и установки заглушек требуется специальное приспосо лаше. Одна из прессовых плит в пршессе формовошой камеры и последующего прессования неподвижна, поэтому при заМене низких моделей на высокие надувные Каналы оказываются размещенными напротив моделей. В этом случае предварительная плотность в зоне за моделью значительно ниже, чем в зоне перед моделью, что приводит к неравномерному распределению предварительной плотности смеси по объему полуформы. Так как ширина надувных каналов постоянна, то при применении смесей с малой текучестью, уплотнение смеси в воршке увеличивается, что Приводит к образованию кратера, который распространяется от надувного канала внутрь объема воронки. В образовавшийся кратер устремляется сжатый возцух, в камере прессования резко повышается давление и истечение смеси из воронки прекращается. В регультате полуформа не получает достаточного уплотнения. Цель изобретения - ускорение и упрощение переналадки машины, повьппение равномерности распределения плотности смеси по объему полуформы. Указанная цель достигается тем, что в верхней стенке Камеры прессования выполнен вертикальный канал, соосный с выходным отверстием воронки, ширина которой равна ширине канала, а потолочная плита выполнена разрвижной и с возможностью перемещения в горизонтальном направлении. При такой кснструкции потолочной плиты Ширину и положение надувного канала относительно верхней вертикальной плоскости модели можно регулировать в любьк пределах, поэтому при переналадке отпадает необходимость в очистке бункера с Коронкой ее остатков формовочной смеси, а также поворота воронки на 18О°С, Кроме того, не требуется специального приспособления для извлечения и установки схемных заглушек. В случае замены низких моделей на высокие надувной Канал в потолочной плите можно легко перенести втубь камеры прессования, тем самым обеспечив достаточно равномерное распределение плотности смеси по объему по;уформы в продессе надува. На фиг, 1 приведена машина, общий вид{ на фиг, 2 - воронка с верхней стенкой Камеры прессования и потолочной плитой с другим положением рабочего вертикального надувного канала; на фиг. 3 сечение А-А на фиг. I (камера прессования) , Машина содержит камеру I прессования, огршиченную с одной стороны движу,щейся по оси камеры прессовой плитой 2 (привод плиты не показан), а с другой стороны неподвижной плитой 3, на которы укреплены модели 4. Снизу камера 1 прессования ограничена нижней плитой, 5, сверху - верхней стенкой 6, а сбок -бо ковыми стенками 7, Плита 3 неподвижна только в момент прессования, так как вы полнена с возможностью отвода в сторону выталкивания .готовой продукции (не показана) посредством шарнира 8. В верхней стенке 6 выполнен вертикальный канал 9, в сечении представЛ5по1ций собой трапецию, меньшее основание которого на правлено в сторону камеры 1 прессования, причем ширина канала равна ширине воронки 10, закрепленной на верхней стенке 6 Камеры 1 прессования. Потолочная плита 11 установлена сни: верзаюй стенки 6 камеры 1 прессования так, что направляющая 12 потолочной плиты 11 введена в направляющий паз 13 верхней стенки 6. Перемещение потолочной плиты 11 в горизонтальном направлении относительно верхней стенки 6 камеры 1 прессования по направляющему пазу 13 осуще ствляется с помощью силового цилиндра (HQ показан). Так как потолочная плита 11 раздвижная и выполнена с возможностью перемещения в горизонтальном найравлении, то максимальная ширина ее на дувного канала, являющегося продолжением канала 9 в веркней стенке 6, равна ширине вертикального канала 9, а минималь ная нулю. На верхней стенке 6 камеры 1 прессования закреплена воронка 10 с фланцами 14 и 15. На верхнем фланце 15 воронки 1О с помощью легкосьемных герметичных зажимов (не показаны) с гарантированным зазором 3 мм установ лен бункер 16 с встроенной гильзой 17. В зазор стенками насыпается наполнитель - песок. На бункере 16 закреплен надувной насадок 18 с внускным и выпускным 20 патрубками. Сверху на насадке 18 закреплен шибер 21с приводом (не показан). Машина работает следукядим образом. В исходном положении камера 1 прессования находится в собранном виде, т.е. подготовлена для заполнения формовочной смесью. Потолочная плита 11 полностью перекрывает вертикальный канал 9 в верхней стенке 6. Затем открывают шибер 2 1 и в бункер 16 засыпается необходимое количество формовочной смеси. Пр« сыпь смеси в камеру I прессования иск лючается, так как потолочная плита 11 плотно перекрывает канал 9 в верхней стенке 6. После заполнения бункера 16 формовочной смесью щибер 21 закрывают. Потолочную плиту 11 раздвигают, при этом образуется вертикальный надувной канал, являющийся продолжением вертикального Канала 9 в верхней стенке 6. Шир1шу надувного вертикального канала в потолочной плите 11 устанавливают в соответст ВИИ с заданной технологией изготовления полуформы. Далее происходит надув смеси в прессовую камеру 1, при этом сжатый воздух подают через патрубок 19, а его избыток после нарува выходит через патрубок 2О. Затем прессовую плиту перемещают и происходит окончательное уплотнеште смеси. При этом прессовая пттта 3 остается неподвижной. После окончания прессования плиту 3 отводят в сторону и Выталкивают готовую полуфорк у из ;Камеры 1 прессования. Надув через вертикальный надувной канал в потолочной nmiTe 11 осуществля,ется при условии, когда где Ь - Высота модели; Н - расстояние от края прессовой плиты 3 до канала 9. В случае, когда h И , необхош мо нопувной вертикальный канал в потолочной плите 11 перенести вглубь камеры 1 прессования в сторону, противоположную прессованию. Для этого включают привод перемещения (не Споказан) потолочной, плиты 11, при этом канал перемещают вглубь камеры прессования. Такая конструкция потолочной плиты 11 позволяет легко регулировать ширину и положение надувного канала относительно верхней вертикальной плоскости модели, при этом знач)1тельно ускоряется и упрощается процесс переналадки, повышается производительность машины. Измен&ние ширины и положения надувного канала в потолочной плите 11 обеспечивает достаточно равномерное распределение плотности смеси по обьему полуформы. Воэ можность регутшрования ширины напуьного канала в любых пределах позволяет использовать при изготовлении форк смеси с малой текучестью. Формула изобретения Машина для изготовле}шя безоггочных литойных форм, содержащая камеру прессования, обрйзовшшую двумя вертикальнь ми прессовыми плитами с -модельной осТ1асгкой, бункер для формовочной смеси и
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления безоопочных литейных форм | 1976 |
|
SU612751A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2035257C1 |
| Способ изготовления разовых литейных форм и устройство для его осуществления | 1989 |
|
SU1780917A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Машина для изготовления безопочных форм прессованием | 1980 |
|
SU982247A1 |
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Формовочная машина | 1982 |
|
SU1065074A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
