(54) МАШИНА ДЛЯ ИЗГОТОВЛЕНИЯ БЕЗОПОЧНЫХ ЛИТЕЙНЫХ ФОРМ
и имеющую вертикальный капал, соосныи с вертикальным каналом верхней стенки .
Недостаток такой конструкции заключается в невозмолшости обеспечить переход на надув по указанному варианту в условиях эксплуатации машины из-за необходимости существенного демонтажа. Смена плит может быть обеспечена только при сборке мащины, при изготовлении.
Целью изобретения является уменьшение времени на переналадку машины.
Указанная цель достигается за счет того, ч го Б потолочной плите выполнены резервные вертикальные каналы, соосные с резервнымн каналами верхней стенки камеры прессования, в которых,установлены съемные заглушки заподлицо с нижней плоскостью потолочной плиты.
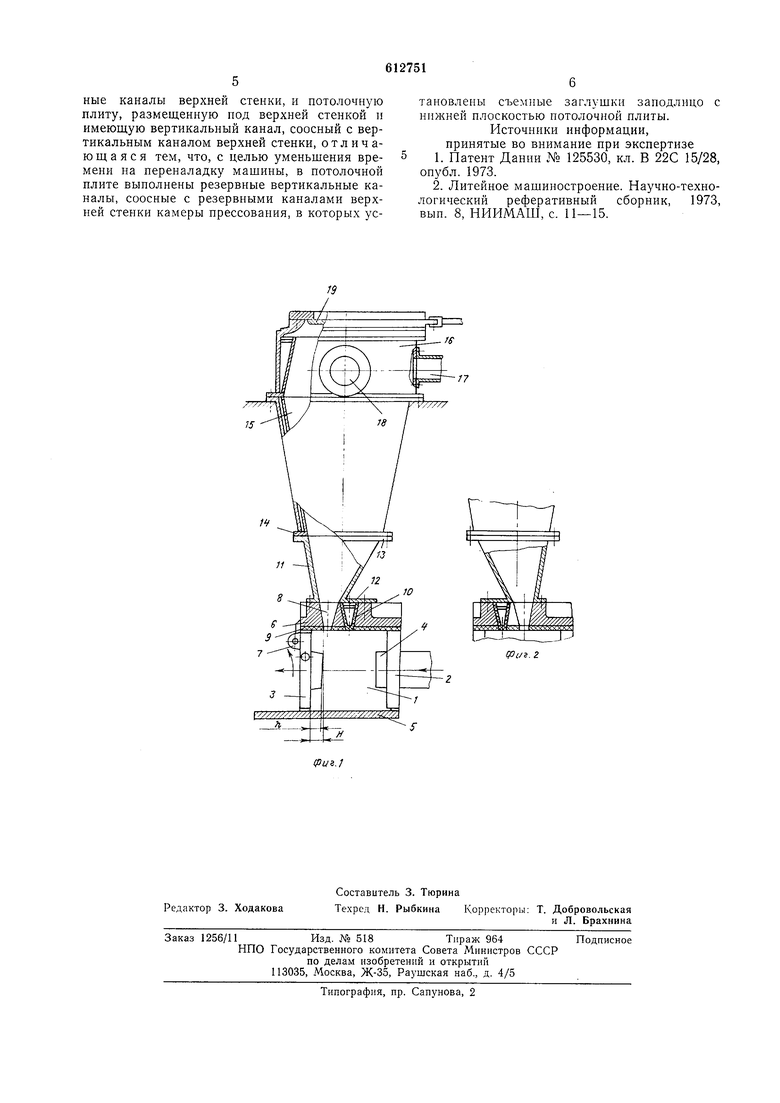
На фиг. 1 изображена предлагаемая машина, в разрезе; на фиг. 2 - воронка с верхней стенкой камеры прессования и потолочной плитой с другим рабочим вертикальным каналом.
Машина включает в себя камеру прессования 1, ограниченную с одной стороны двил ущейся по оси камеры прессовой плитой 2 (привод плиты на чертеже не ноказан), а с другой стороны неподвижной плитой 3, на которых .укреплены модели 4. Снизу камера прессования 1 ограничена нижней плитой 5, а сверху - верхней стенкой 6. Плита 3 неподвижна только в момент прессования, так как выполнена с возможностью отвода в сторону выталкивания готовой формы (на чертеже не показано) через посредство шарнира 7. В верхней стенке 6 выполнены вертикальные каналы 8 (левый и правый), в сечении представляющие собой трапеции, меньшее основание каждого из которых нанравлено в сторону камеры прессования 1. На верхней стенке 6 снизу закреплена потолочная плита 9, в которой также выполнены каналы, являющиеся продолженнем каналов 8 в верхней плите 6. Каналов минимально выполнено два и расположены они в направлении неремещения прессовой плиты 2. В одном из каналов находится съемная заглущка 10, а другой канал открыт. На верхней стенке с помощью разъемного соединения закреплена воронка 11 с фланцами 12 и 13. Фланец 12 выполнен таким образом, что может перекрывать сверху то один, то другой канал 8. На верхнем фланце 13 воронки 11 с номощью легкосъемных герметичных зажимов (на чертеже не показано) с гарантированным зазором порядка 3 мм установлен бункер 14с встроенной гильзой 15, в зазор между стенками которых засыпан наполнитель - песок. На бункере закреплен надувной насадок 16 с впускным и выпускным патрубками 17 и 18. Сверху на насадке закреплен шибер 19 с приводом (на чертеже не показан).
Машина работает следующим образом.
В исходном положении камера прессования находится в собранном виде, т. е. подготовлена для заполнения формовочной смесью. Открывают шибер 19, и в бункер 14 засынается формовочная смесь. В начале работы небольшая часть смеси через канал 8 попадает в прессовую камеру. Поскольку засыпка смеси
идет с большой скоростью порядка 50-75 кг/с, то в канале 8 образуется пробка, которая выбивается последующим надувом. В следующие циклы в прессовую камеру в момент засыпки смесь не попадает, так как после предыдущего цикла прессования в канале 8 остается пробка из смеси.
После заполнения бункера 14 смесью щибер 19 закрывают и происходит надув смеси в прессовую камеру, при этом сжатый воздух
подают через патрубок 17, а его избыток после надува выходит через патрубок 18. Затем прессовую плиту 2 перемещают влево и происходит окончательное уплотнение смеси. При этом плита 3 остается неподвижной. После
окончания прессования плиту 3 отводят в сторону и выталкивают готовую полуформу из камеры прессования.
Надув через левый канал 8 осуществляют при условии, когда /КЯ, где h - высота модели 4; Я - расстояние от края плиты 3 до канала 8. В случае, когда , необходимо осуществлять надув через нравый канал, а левый закрыть заглушкой 10. Переход на надув из другого канала осуществляют следующим образом.
В начале освобождают болты в иижием фланце 12 воронки 11, затем снимают герметичные зажимы с верхнего фланца 13. Поскольку между фланцем воронки и фланцем
бункера имеется гарантированный зазор, воронку легко вынуть из-под бункера, который жестко закреплен на станине машины. Затем после удаления воронки вынимают заглушку 10 и вставляют ее в левый канал 8. После этого воронку вновь устанавливают на место, предварительно повернув ее на 180°. При этом фланец 12 перекрывает уже пе правый, а левый надувной канал 8. После этого можно производить описанным выше способом изготовление полуформ при надуве через правый канал.
Формула изобретения
Машина для изготовления безопочных литейных форм, содержащая камеру прессования, две противоположные вертикальные стенки которой образованы прессовыми плитами
с модельной оснасткой, в верхней стенке камеры прессования выполнены не менее двух вертикальных каналов, один из которых сообщает ее рабочую полость с бункером для формовочной смеси, а остальные - резервные,
установленную между упомянутым бункером и верхней стенкой камеры прессования воронку с выходным отверстием, смещенным в осевом направлении относительно ее оси, и фланцем, расположенным у ее выходного отверстия и перекрывающим резервные вертикальные каналы верхней стенки, и потолочную плиту, размещенную под верхней стенкой п имеющую вертикальный канал, соосный с вертикальным каналом верхней стенки, отличающаяся тем, что, с целью уменьшения времени на переналадку машины, в потолочной плите выполнены резервные вертикальные каналы, соосные с резервными каналами верхней стенки камеры прессования, в которых установлены съемные заглушки заподлицо с нижней плоскостью потолочной плиты.
Источники информации, принятые во внимание при экспертизе
1.Патент Дапии № 125530, кл. В 22С 15/28, опубл. 1973.
2.Литейное машиностроение. Научно-технологический реферативный сборник, 1973, вып. 8, НИИМАШ, с. 11-15.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для изготовления безопочных литейных форм | 1981 |
|
SU954143A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ | 1990 |
|
RU2035257C1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Способ изготовления разовых литейных форм и устройство для его осуществления | 1989 |
|
SU1780917A1 |
| Автоматическая линия для безопочной формовки | 1976 |
|
SU651887A1 |
| ОПОКА ДЛЯ ФОРМОВОЧНОЙ МАШИНЫ И СПОСОБ ФОРМОВКИ С ИСПОЛЬЗОВАНИЕМ ОПОКИ | 2005 |
|
RU2354491C2 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Формовочная машина | 1982 |
|
SU1065074A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
