Изобретение относится к литейному производству, в частности к устройствам для изготовления разовых литейных безопочных форм путем заполнения формовочной камеры смесью и ее предварительного уплотнения пескодувным способом с последующим окончательным уплотнением прессованием.
Известно устройство для изготовления разовых литейных форм, содержащее боковые, донную и потолочные плиты, образующие совместно с прессовой плитой и плитой противодавления формовочную камеру. На потолочной плите имеется щель и закреплена горловина пескодувной головки. Прессовая плита и плита противодавления снабжены воздушными камерами, при этом в них выполнены венты, связывающие воздушные камеры с полостью формовочной камеры. Одна из воздушных камер, размещенная на прессовой плите, связана с источником для подачи сжатого воздуха, на плите противодавления закреплены модели.
Недостатком устройства является то, что оно не обеспечивает равномерного уплотнения смеси по всему объему камеры.
Известно устройство для изготовления разовых литейных форм, содержащее боковые, донную и потолочную плиты с надувным отверстием, а также прессовые плиты и плиту противодавления с модельными плитами, установленными с возможностью горизонтального перемещения, при этом боковые плиты, прессовая плита и плита противодавления имеют венты и камеры, сообщенные с источником сжатого воздуха.
Недостатком известного устройства является то, что оно не обеспечивает равномерного уплотнения смеси по всему объему камеры.
Цель изобретения обеспечить равномерное уплотнение смеси по всему объему камеры.
Поставленная цель достигается тем, что устройство снабжено дополнительными вентами, установленными в потолочной плите, при этом венты потолочной плиты и часть вент боковых плит, примыкающих к потолочной плите, соединены между собой посредством камеры, сообщенной с атмосферой, а камеры прессовой плиты и плиты противодавления сообщены и со средством отсоса сжатого воздуха.
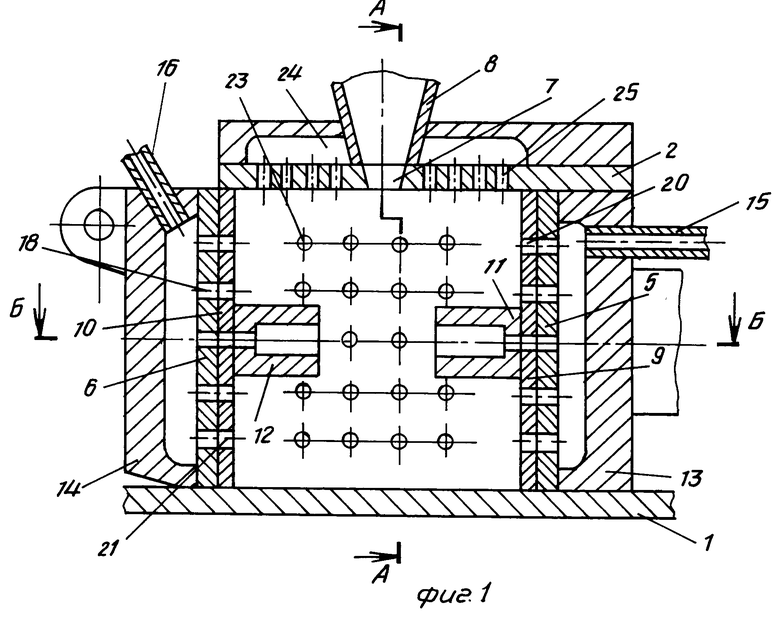
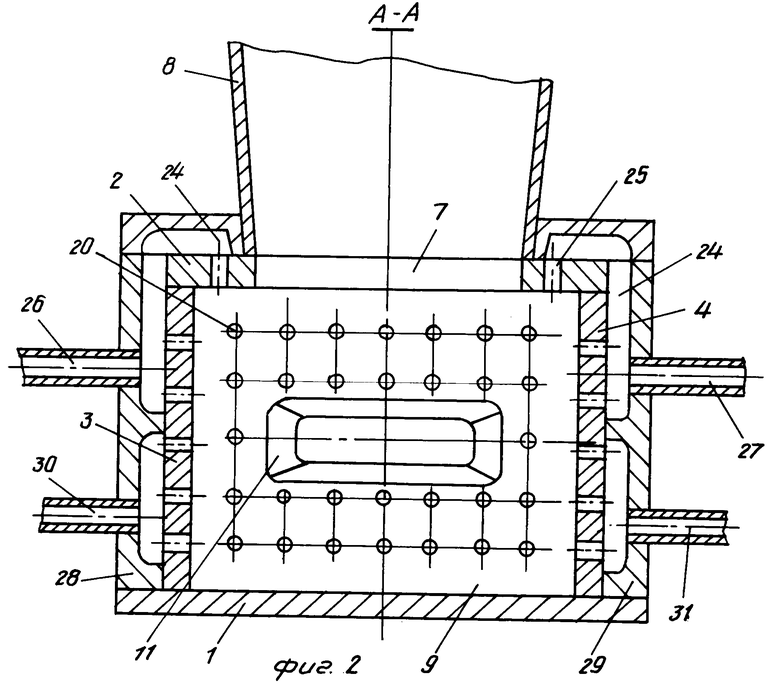
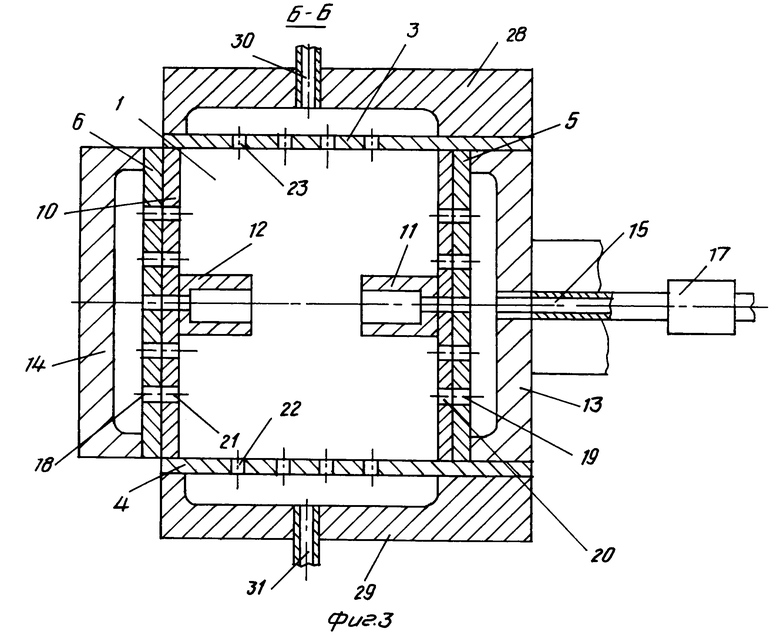
На фиг.1 представлен общий вид устройства в разрезе; на фиг.2 разрез А-А на фиг.1; на фиг.3 разрез Б-Б на фиг.1.
Устройство содержит донную плиту 1, потолочную плиту 2, боковые плиты 3 и 4, в совокупности образующие формовочную камеру, ограниченную с одной стороны прессовой плитой 5, а с другой плитой 6 противодавления, имеющими возможность горизонтального перемещения с помощью средства, на чертежах не показанных.
На потолочной плите 2 с надувной щелью 7 закреплена воронка 8, через которую осуществляется соединение с пескодувной головкой (не показана). На прессовой плите 5 и плите 6 противодавления закреплены соответственно модельные плиты 9 и 10 с моделями 11 и 12. Прессовая плита и плита противодавления снабжены воздушными камерами 13 и 14, соединенными одновременно патрубками 15 и 16 через клапан-переключатель 17, например электроуправляемый пневмоклапан, с системой для отсоса воздуха, например, с помощью вентилятора (не показан), и источником (не показан) для подачи сжатого воздуха.
В прессовой плите, плите противодавления выполнены отверстия 18 и 19, а в модельных плитах предусмотрены венты 20 и 21, соосные с отверстиями в упомянутых плитах.
В боковых плитах 3 и 4 также выполнены венты 22 и 23, причем часть из них, расположенных в зоне, примыкающей к потолочной плите 2 и составляющей по площади 15-20% площади соответствующей боковой плиты, соединены с воздушной камерой 24. В потолочной плите 2 также выполнены венты 25, соединенные с той же воздушной камерой, которая по периметру охватывает потолочную и верхние части в указанных пределах боковых плит и через патрубки 26 и 27 сообщена с атмосферой. Возможен также принудительный отсос с помощью, например, вентилятора. Остальные венты через воздушные камеры 28 и 29 посредством патрубков 30 и 31 соединены с источником для подачи сжатого воздуха.
В устройстве предусмотрена система управления.
Устройство работает следующим образом.
Перед началом заполнения формовочной смесью камеры прессовую плиту 5 и плиту 6 противодавления устанавливают в исходное рабочее положение, т.е. они входят в пространство между боковыми плитами 3 и 4. Производят надув смеси из пескодувной головки через воронку 8 и надувную щель 7. Одновременно с надувом включают отсос воздуха через венты 20 и 21 в модельных плитах 9 и 10 и далее из камер 13 и 14, например, с помощью вентилятора, подключенного через клапан-переключатель 17.
В процессе надува ком формовочной смеси от удара с донную плиту 1 образует ее восходящие потоки, которые поднимаются вверх. Этому явлению способствует выход воздуха через венты 25 в потолочной плите 2 и через венты 22 и 23 в боковых плитах 3 и 4, ограниченные воздушной камерой 24, сообщенной с атмосферой. В процессе надува создаются горизонтальные потоки в сторону вент в обеих модельных плитах. Причем через 0,2-0,3 с после начала надува через венты 22 и 23, ограниченные воздушными камерами 28 и 29, в полость формовочной камеры подают сжатый воздух параллельно модельным плитам с моделями. Запаздывание подачи сжатого воздуха необходимо для того, чтобы формовочная камера частично заполнялась формовочной смесью до уровня, лежащего выше плохо уплотняемых карманов моделей. Под действием дополнительного потока воздуха, направленного параллельно модельным плитам, образуется движение воздушно-песчаной смеси по направлению к моделям в карманы и теневые зоны, что улучшает их заполнение смесью и предварительное уплотнение.
В результате введения дополнительного воздуха повышается давление в формовочной камере, что может замедлить пескодувный процесс и способствовать образованию пустот в местах входа в камеру дополнительного воздуха, т.е. у боковых плит. Для предотвращения этого явления дополнительную подачу воздуха следует прекратить до завершения пескодувного процесса, чтобы продолжилась подпитка этих пустот смесью, поступающей из пескодувной головки. На практике время подачи дополнительного воздуха составляет 5-30% времени надува.
Изобретение обеспечивает равномерность предварительного уплотнения во всем объеме формовочной камеры, в том числе в зоне, примыкающей к потолочной плите, за счет выхода воздуха в атмосферу через венты в этой зоне на боковых плитах и потолочной плите. Кроме того, в области карманов за счет подачи через венты в боковых плитах дополнительного воздуха и отсоса его через венты в прессовой плите и плите противодавления также обеспечивается высокая плотность. Предварительно уплотненную смесь затем подвергают окончательному прессованию с помощью прессовой плиты. После завершения формообразования осуществляют протяжку моделей, для облегчения которой через венты в плите противодавления и прессовой плите подают сжатый воздух, переключив клапан-переключатель в требуемое положение.
Затем цикл повторяют снова.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления разовых литейных форм и устройство для его осуществления | 1989 |
|
SU1780917A1 |
| Оснастка для изготовления литейных форм | 1982 |
|
SU1115843A1 |
| Способ изготовления разовых литейных форм | 1982 |
|
SU1060299A1 |
| Способ изготовления разовых литейных форм | 1981 |
|
SU975184A1 |
| Устройство для изготовления литейных форм | 1976 |
|
SU619280A1 |
| Способ получения литникового канала в форме | 1975 |
|
SU522895A1 |
| Машина для изготовления безоопочных литейных форм | 1976 |
|
SU612751A1 |
| Пескодувно-прессовая формовочная машинадля изгОТОВлЕНия лиТЕйНыХ фОРМ | 1979 |
|
SU831356A1 |
| Способ изготовления литейных форм из сырого формовочного песка и устройство для его осуществления | 1986 |
|
SU1422987A3 |
| Машина для изготовления безопочных литейных форм | 1981 |
|
SU954143A1 |
Использование: в литейном производстве для обеспечения равномерного уплотнения смеси по всему объему камеры. Сущность изобретения: устройство содержит боковые, донную и потолочную плиты, последняя из которых через щель и воронку соединена с пескодувной машиной, головкой. В устройство входят также прессовая плита и плита противодавления с модельными плитами, установленными с возможностью горизонтального перемещения. При этом боковые плиты, прессовая плита и плита противодавления снабжены вентами и воздушными камерами. В потолочной плите тоже выполнены венты. Причем эти венты, а также часть вент в боковых плитах в зонах, примыкающих к потолочной плите, соединены посредством общей воздушной камеры с атмосферой. Остальные венты на боковых плитах через собственные воздушные камеры соединены с источником для подачи сжатого воздуха. 3 ил.
УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ РАЗОВЫХ ЛИТЕЙНЫХ ФОРМ, содержащий камеру, состоящую из плит и боковых донной и потолочной с надувным отверстием, а также прессовой плиты и плиты противодавления с модельными плитами, установленных с возможностью горизонтального перемещения, при этом боковые плиты, прессовая плита и плита противодавления имеют венты и камеры, сообщенные с источником сжатого воздуха, отличающееся тем, что, с целью обеспечения равномерного уплотнения смеси по всему объему камеры, оно снабжено дополнительными вентами, установленными в потолочной плите, при этом венты потолочной плиты и часть вент боковых плит, примыкающих к потолочной плите соединены между собой посредством камеры, сообщенной с атмосферой, а камеры прессовой плиты и плиты противодавления сообщены и со средством отсоса сжатого воздуха.
| Способ изготовления разовых литейных форм и устройство для его осуществления | 1989 |
|
SU1780917A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
