1
Изобретение относится к порошковой металлургии, в частности к пресс-формам для прессования метаппических порошков.
Известна пресс- })орма для прессования порошков, включающая матрицу, пуансоны и привод их вращения, причем пуансоны выполнены с отверстиями вдопь образующей, а рабочее гнездо матрицы выполнено с загрузочным конусом l .
Недостатком данной пресс-формы явля-ю ется отсутствие возможности изготовления разновысоких изделий.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому является пресс-форма для пресн5 сования порошков, включающая матрицу с осевым гнездом, центральный стержень и пуансоны. Пуансоны выполнены составными и установлены с возможностью не- . зависимого перемещения 2 .
Недостатком данной пресс-формы является сложнос1Ъ конструкции,обусповпенная необходимостью независимого перемещения составных частей пуансонов, а
также отсутствие возможности обеспечения равномерной ппотности изделий, состоящих из разновысоких элементов.
Цель изобретения - упрощение .конструкции и обеспечение равномерной плотности изделий, состоящих из разновысоких элементов.
Для достижения указанной цели в пресс-форме, включающей матрицу с осевым гнездом, центральный стержень и пуансоны, гнездо матрицы выполнено с полостью для выдавливания излишков порошка, размещенной в верхней части мат рицы над участком, соответствующим элементу изделия с наименьшей высотой.
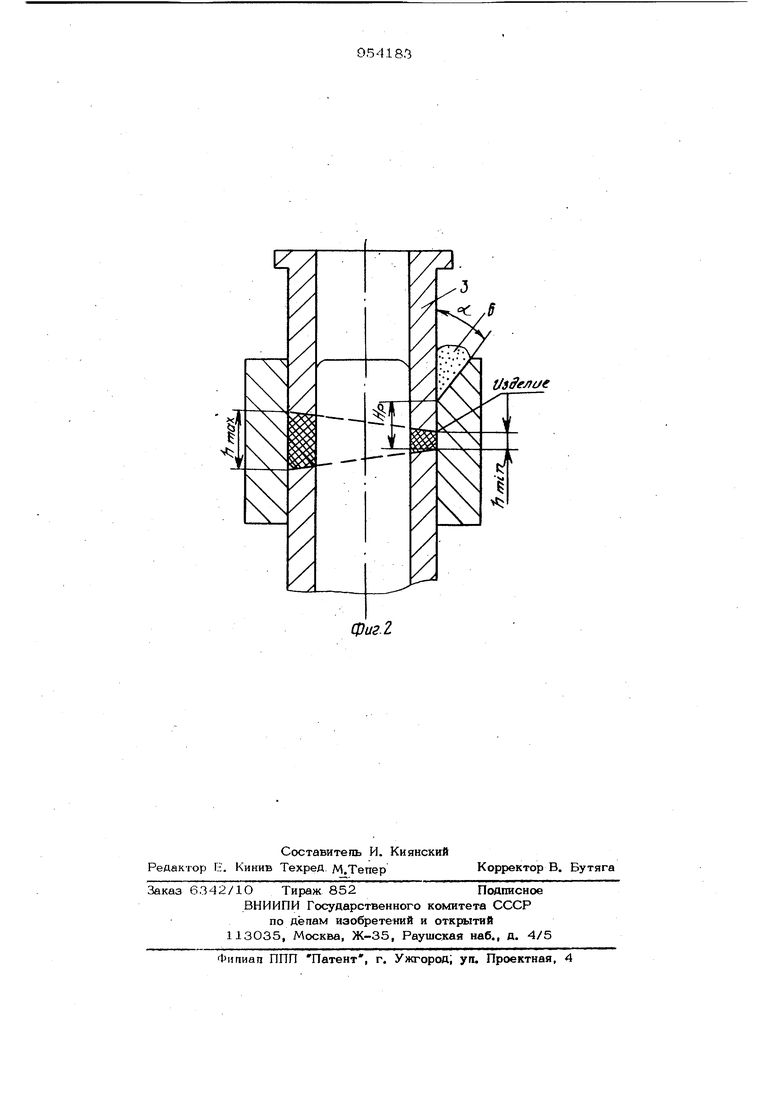
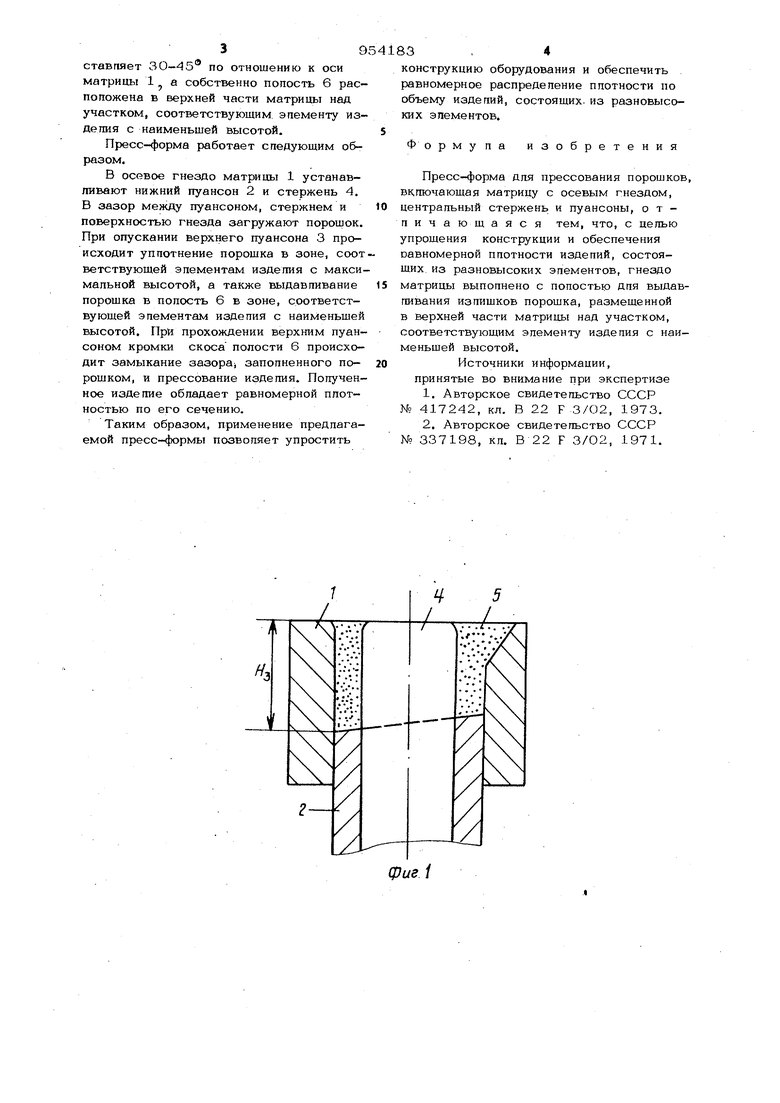
На фиг. 1 показана схема пресс-формы в момент загрузки порошка; на фиг. 2то же, в момент прессования порошка.
Пресс-форма состоит из матрицы 1, нижнего 2 и верхнего 3 пуансонов и центрального стержня 4. Матрица выполнена с осевым гнездом 5 и полостью 6 для выдавливания излишков порошка. При этом угоп скоса поверхности полости составпяет 30-45 по отношению к оси матрицы 1, а собственно полость б расположена в верхней части матрицы над участком, соответствующим элементу изделия с наименьшей высотой.
Пресс-форма работает следующим образом.
В осевое гнездо матрицы 1 устанавливают нижний пуансон 2 и стержень 4. В зазор между пуансоном, стержнем и поверхностью гнезда загружают порошок. При опускании верхнего пуансона 3 происходит уплотнение порошка в зоне, соответствующей элементам изделия с максимальной высотой, а также выдавливание порощка в полость 6 в зоне, соответствующей элементам изделия с наименьшей высотой. При прохождении верх1гам пуансоном кромки скоса полости 6 происходит замыкание 3a3opai заполненного порошком, и прессование изделия. Полученное изделие обладает равномерной плотностью по его сечению.
Таким образом, применение предлагаемой пресс-формы позволяет упростить
конструкцию оборудования и обеспечить равномерное распределение плотности по объему изделий, состоящих, из разновысоких элементов.
Форму л а
зобретения
Пресс-форма для прессования порошков включающая матрицу с осевым гнездом, центральный стержень и пуансоны, отличающаяся тем, что, с целью упрощения конструкции и обеспечершя равномерной плотности изделий, состоящих из разновысоких элементов, гнездо матрицы выполнено с полостью Для выдавливания излищков порошка, размешенной в верхней части матрицы над участком, соответствующим элементу изделия с наименьшей высотой.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР № 417242, кл. В 22 F 3/О2, 1973.
2.Авторское свидетельство СССР № 337198, кл. В 22 F 3/02, 1971.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ СЛОЖНОГО ПРОФИЛЯ ИЗ ПОРОШКОВ | 2014 |
|
RU2553143C1 |
| Устройство для прессования изделий из порошка | 1981 |
|
SU946801A1 |
| Устройство для дискретно-непрерывного формования труб из порошка | 1986 |
|
SU1404176A1 |
| Способ прессования конической шестерни с круговым зубом и устройство для его осуществления | 2019 |
|
RU2731697C1 |
| СПОСОБ ПРЕССОВАНИЯ ДВУХСЛОЙНЫХ ПОРОШКОВЫХ МНОГОФУНКЦИОНАЛЬНЫХ ИЗДЕЛИЙ С ВЕРТИКАЛЬНЫМ РАСПОЛОЖЕНИЕМ СЛОЕВ | 2011 |
|
RU2475335C1 |
| Устройство для прессования изделий из порошков в автоматическом режиме | 1990 |
|
SU1722687A1 |
| СПОСОБ ПРЕССОВАНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ | 1990 |
|
RU2024354C1 |
| ПРЕСС-ФОРМА ДЛЯ ДВУХСТОРОННЕГО ПРЕССОВАНИЯ ПОРОШКА | 2018 |
|
RU2686436C1 |
| Способ изготовления спеченных трубчатых изделий с буртом из порошка | 2022 |
|
RU2792957C1 |
| ПРЕСС-ФОРМА ДЛЯ ПРЕССОВАНИЯ БРИКЕТОВ ИЗ ПОРОШКООБРАЗНОГО МАТЕРИАЛА | 2012 |
|
RU2510308C1 |