Изобретение относится к порошковой металлургии, в частности к изготовлению зубчатых колес методом порошковой металлургии, и может применяться для изготовления конических шестерней с круговым зубом.
Изготовление конических зубчатых колес с круговым зубом с углом конуса более 45° методом порошковой металлургии широко используется в мировой практике и не вызывает затруднений в связи с тем, что боковые поверхности зубьев, поверхности впадин и поверхности вершин полностью проецируются на плоскость прессования без наложения друг на друга, и это позволяет прессовать торцевые поверхности зубчатых колес с использованием стандартно спроектированного прессового инструмента. Прессование конических зубчатых колес с круговым зубом с углом конуса менее 45°, в виду наличия «теневых» полостей в матрице, требует введения в конструкцию пресс-формы дополнительных устройств для заполнения теневых полостей матрицы порошком и для его уплотнения.
Известны способ и устройство для прессования конических шестерней (патент us4050283, B21D 22/02, B21D 45/00, В21K 1/30), где устройство выполнено в виде пресс-формы, состоящей из нижней неподвижной части и верхней, съемной, внутри которых создана полость, соответствующая прессуемой шестерне. Через нижнюю часть пресс-формы по соосно созданной полости проходит пуансон, который вращается и перемещается благодаря соответствующему направляющему механизму с шагом, соответствующим шагу зубьев на шестерне. Согласно описанному в патенте способу прессования вращающийся пуансон за счет вертикального приложения давления уплотняет порошок, засыпанный в полость. Передний край выталкивающей штанги снабжен крестообразным выступом, являющимся средством формирования захвата на шестерне, для проворачивания спрессованной шестерни выталкивающей штангой при изъятии шестерни из пресс-формы.
Недостатком такого способа является низкая плотность спрессованного зубчатого венца шестерни, так как в устройстве, обеспечивающем этот способ, не предусмотрен механизм прессования порошка в области зубчатого венца.
Известен способ формирования спиральной конической шестерни (конической шестерни с круговым зубом) (патент us6113848, B22F 5/8, B22F 3/036, B22F 3/02, В21K 1/30, В30 В 11/02), которой обеспечивается устройством, представляющим собой пресс-блок, включающий в себя матрицу в обойме с подшипниками для осевого вращения, верхний и нижний пуансоны (верхний пуансон вставлен в подшипники для возможности осевого вращения). Матрица имеет две цилиндрические полости разного диаметра соединенные конической полостью имеющей геометрические размеры, соответствующие прессуемой конической шестерне. Поверхность верхней цилиндрической полости и верхнего пуансона - гладкая, поверхности нижней цилиндрической полости и нижнего пуансона выполнены в виде поверхности зубчатого венца цилиндрического косозубого зубчатого колеса соответствующего диаметра.
Согласно описанному в патенте способу прессование производится двумя пуансонами, сначала нижним пуансоном до уровня торца меньшего диаметра конической шестерни, а потом верхним по давлению. Извлечение детали из матрицы осуществляется нижним пуансоном с принудительным поворотом матрицы путем приложения давления на торец меньшего диаметра прессовки конической шестерни.
Хотя при таком способе прессования в патенте заявляется возможность прессования конических шестерней с круговым зубом с углами конуса менее 45°, плотность зубчатого венца у шестерни низкая.
В патенте us5996229, B22F 5/8, D21K 1/30 описаны способ и устройство для формирования спиральной конической шестерни (конической шестерни с круговым зубом) из металлического порошка, принятые за прототип. Устройство для формирования спиральной конической шестерни выполнено в виде пресс-формы, состоящей из матрицы, а также верхнего и нижнего пуансонов. Матрица имеет две цилиндрические полости разного диаметра, соединенные конической полостью, имеющей геометрические размеры соответствующие прессуемой конической шестерне. Поверхности торцов цилиндрических полостей, примыкающих к конической полости, выполнены в виде поверхностей зубчатого венца цилиндрических косозубых зубчатых колес соответствующих диаметров. Поверхность конической полости выполнена в виде поверхности зубчатого венца конической шестерни с требуемой формой зуба. Углы наклона и форма зубчатых венцов цилиндрических полостей согласованы с углами наклона и формой зубчатого венца конической шестерни.
Недостатком такого устройства является сложность изготовления матрицы, в которой все три полости имеют поверхности зубчатых венцов, и в местах перехода одной полости в другую должны иметь одинаковое число зубьев и одинаковые нормальные сечения, а также одинаковый шаг спирали на большем и меньшем диаметре полостей, что не всегда возможно определить стандартным методом расчета.
В этом же патенте описан способ прессования конической шестерни из порошка, включающий стадии: предварительное перемещение путем поворота нижнего пуансона, заполнение рабочей полости устройства порошком, уплотнение порошка перемещением с поворотом верхнего пуансона, прессование шестерни перемещением с поворотом нижнего и верхнего пуансонов, и, при размыкании пресс-формы, изъятие сформированной шестерни из матрицы перемещением с поворотом нижнего пуансона.
Основной недостаток такого способа прессования конической шестерни - приложение, в основном, осевого усилия прессования, при этом незначительно радиальное прессование, способствующее укреплению кромки зуба. Также к недостаткам можно отнести то, что извлечение шестерни из матрицы осуществляется путем приложения давления на торец ступицы, а это, учитывая большую силу трения развитой поверхности полученной детали о стенки матрицы и невысокую прочность, может приводить к разрушению или к появлению в ней трещин.
Целью изобретения, которое заявляется, является обеспечение прессования конической шестерни с круговым зубом с углом конуса от 5°до 45°, увеличение прочности конической шестерни с круговым зубом, изготовленной методом порошковой металлургии.
Сущность изобретения, как технического решения, выражается в совокупности существенных признаков, достаточной для достижения технического результата, обеспечиваемого изобретением.
Технический результат, полученный при использовании данного изобретения, заключается в создании способа прессования конической шестерни с круговым зубом методом порошковой металлургии и устройства для прессования в соответствии с этим способом, обеспечивающих прессование конической шестерни с круговым зубом с углом конуса от 5° до 45°, повышенную прочность конической шестерни при прессовании..
Технический результат, полученный при использовании данного изобретения, достигается способом прессования конической шестерни с круговым зубом в устройстве в виде пресс-формы, содержащей полость, соответствующую форме конической шестерни с круговым зубом, три подвижных элемента: верхний пуансон, нижний пуансон и знак, расположенные на одной оси, который предусматривает предварительное уплотнение порошка, засыпанного в полость пресс-формы, затем прессование порошка в осевом направлении, затем прессование порошка в радиальном направлении, затем извлечение спрессованной детали.
В предпочтительном варианте осуществления способа прессования конической шестерни с круговым зубом уплотнение порошка проводится верхним пуансоном.
В предпочтительном варианте осуществления способа прессования конической шестерни с круговым зубом прессование в осевом направлении осуществляется верхним и нижним пуансонами.
В предпочтительном варианте осуществления способа прессования конической шестерни с круговым зубом прессование в радиальном направлении осуществляется верхним пуансоном и знаком.
В предпочтительном варианте осуществления способа прессования конической шестерни с круговым зубом извлечение спрессованной шестерни из пресс-формы обеспечивается верхним пуансоном.
Технический результат, также, достигается тем, что предлагаемое устройство для прессования конической шестерни с круговым зубом в виде пресс-формы, состоящей из двух полуматриц, сложенных вместе, в которых выполнена полость, соответствующая форме конической шестерни, обоймы для крепления полуматриц, верхнего и нижнего пуансонов, опоры для нижнего пуансона, отличается тем, что в верхней полуматрице устройства выполнены преимущественно цилиндрическая полость и коническая полость, при этом коническая полость имеет форму поверхности зубчатого венца конической шестерни с круговым зубом, а в нижней полуматрице выполнена преимущественно цилиндрическая полость, соответствующая форме ступицы конической шестерни.
В предпочтительном варианте осуществления устройства верхняя полуматрица запрессована в обойму.
В предпочтительном варианте осуществления устройства нижняя полуматрица вставлена в обойму.
В предпочтительном варианте осуществления устройства нижний пуансон имеет преимущественно цилиндрическую полость.
В предпочтительном варианте осуществления устройства в полости нижнего пуансона установлен знак.
В предпочтительном варианте осуществления устройства знак выполнен в виде стержня, имеющего преимущественно цилиндрическую форму.
В предпочтительном варианте осуществления устройства знак одним из концов закреплен на опоре нижнего пуансона.
В предпочтительном варианте осуществления устройства свободный конец знака имеет форму конуса.
В предпочтительном варианте осуществления устройства в торце нижней части верхнего пуансона выполнено коническое углубление, главным образом, на его оси.
В предпочтительном варианте осуществления устройства верхний пуансон имеет в верхней части опорную головку.
В предпочтительном варианте осуществления устройства между опорной головкой верхнего пуансона и торцом верхней полуматрицы установлено множество элементов, ограничивающих ход пуансона.
В предпочтительном варианте осуществления устройства между опорой нижнего пуансона и торцом нижней полуматрицы установлено множество элементов, ограничивающих ход пуансона.
Ниже приведен первый вариант реализации способа для прессования конической шестерни с круговым зубом из стального порошка и устройства для его осуществления.
На фиг. 1 - изображена спрессованная шестерня с круговым зубом.
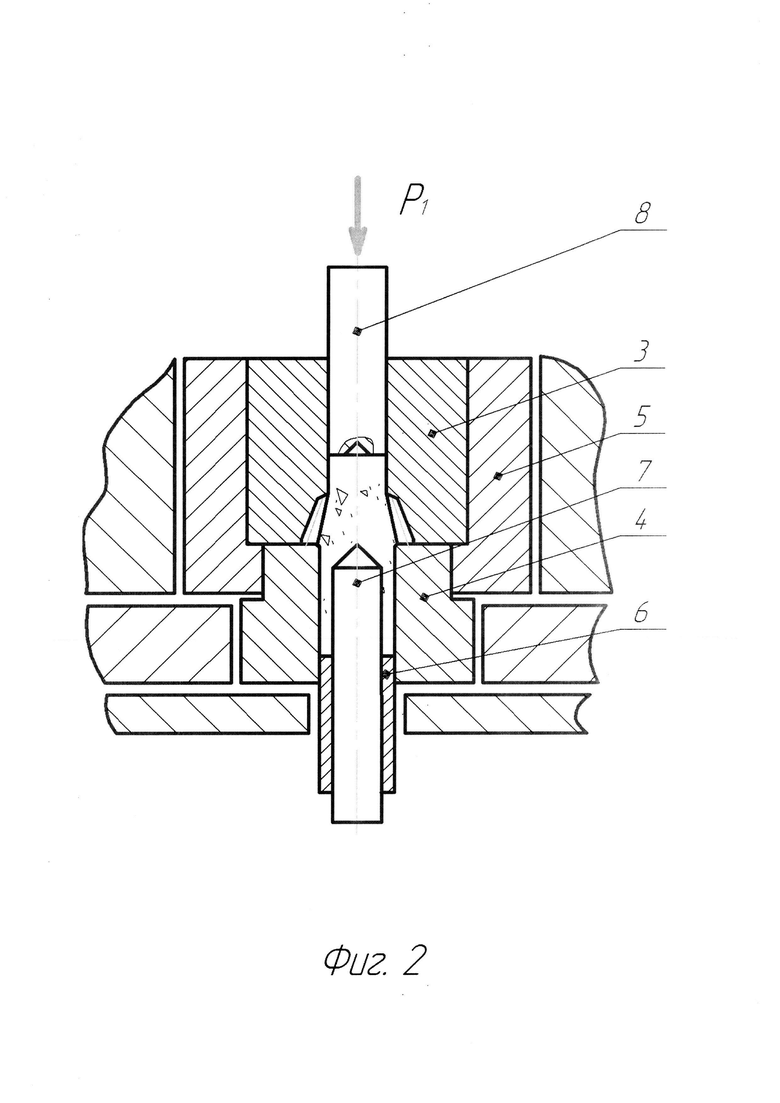
На фиг 2 - устройство для прессования конической шестерни с круговым зубом в положении уплотнения порошка по варианту 1.
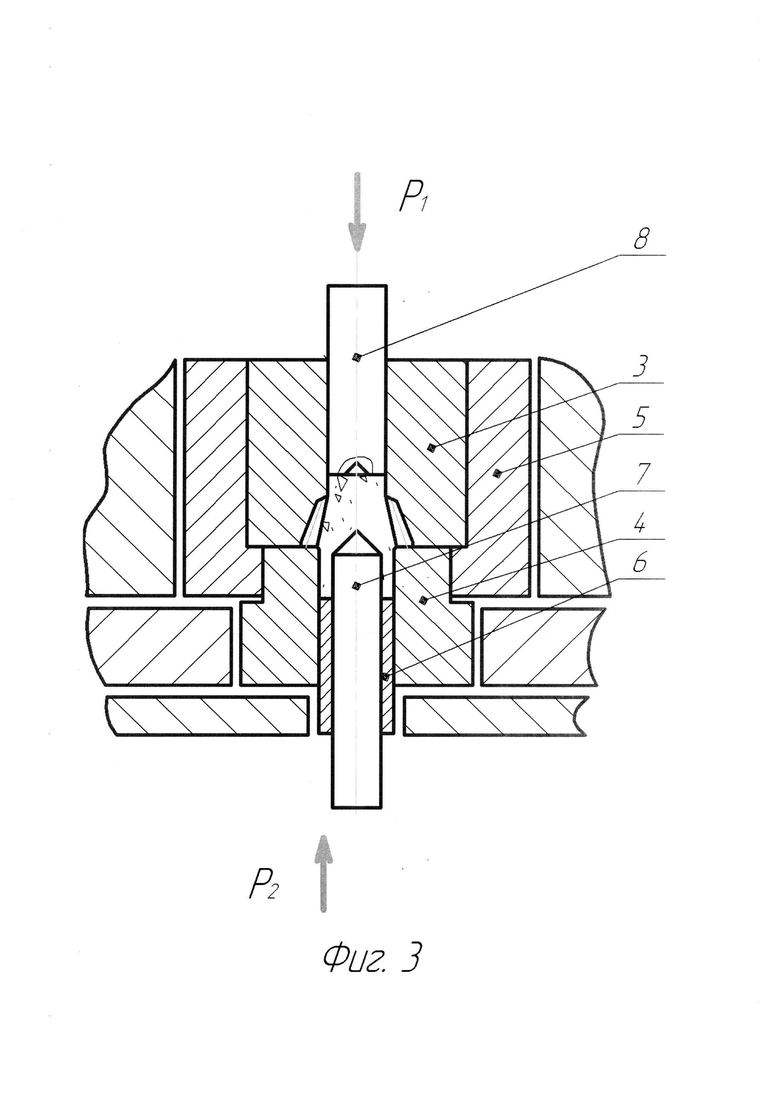
На фиг. 3 - устройство в положении осевого прессования по варианту 1.
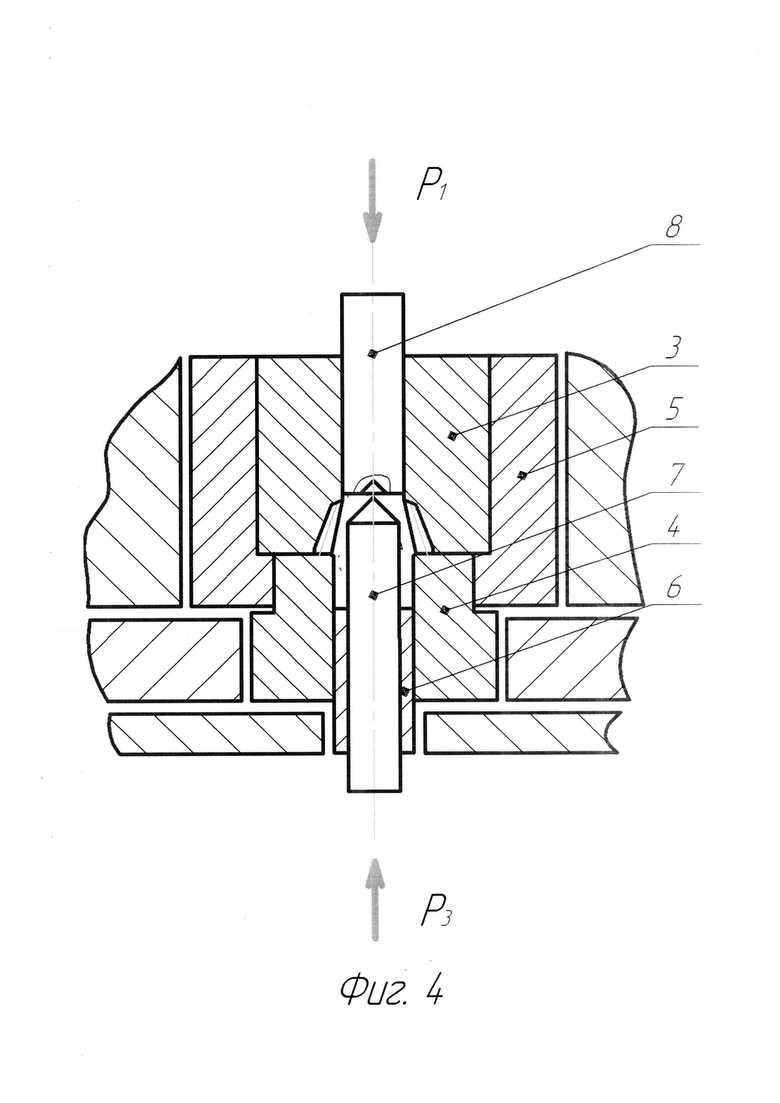
На фиг. 4 - устройство в положении радиального прессования по варианту 1.
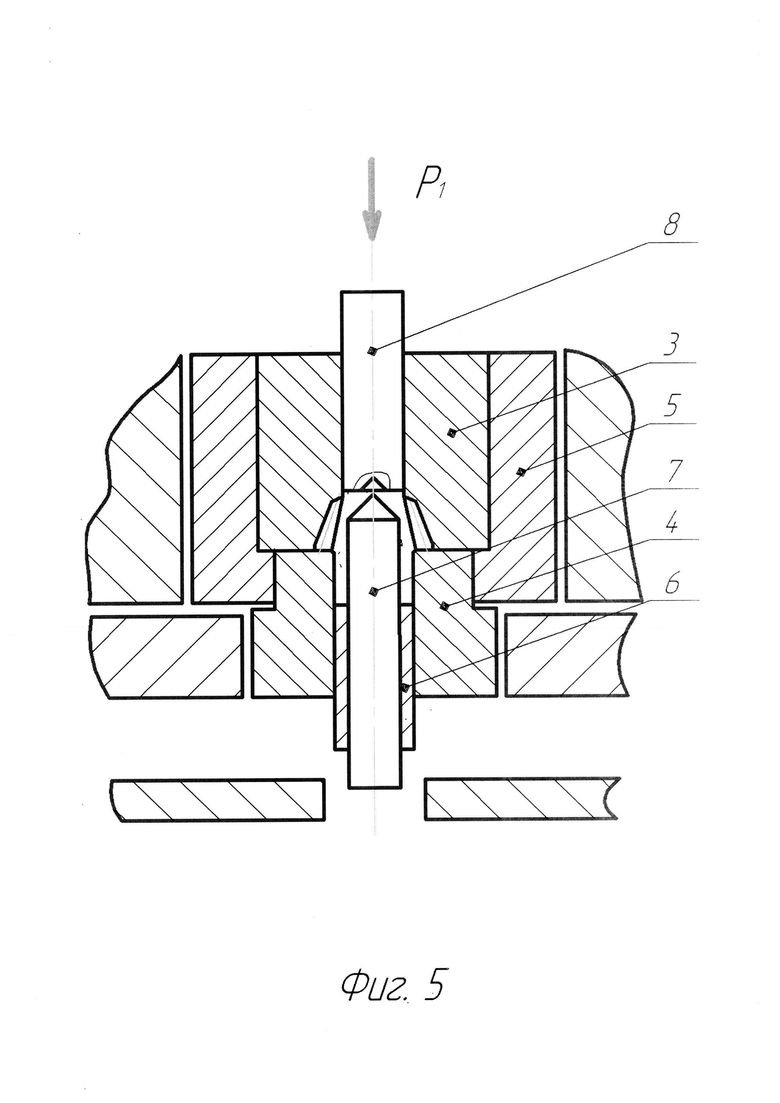
На фиг. 5 - устройство в положении для извлечения спрессованной детали из пресс-формы по варианту 1.
Коническая шестерня с круговым зубом (фиг. 1) состоит из конического зубчатого венца 1 и ступицы 2.
Устройство для прессования конической шестерни с круговым зубом в предлагаемом варианте реализации изобретения, выполнено в виде пресс-формы, закрепленной на прессе с одним верхним и двумя нижними штоками прессования, имеющем управление движением этих штоков. Верхний шток на фиг. 2-5 условно обозначен Р1 два нижних - Р2 и Р3, а их движение показано в виде стрелок. Крепление пресс-формы на прессе позволяет использовать необходимые усилия при прессовании без ее вращения, и вращение пресс-формы при извлечении детали из нее. (Конструкция крепления пресс-формы на прессе и ее вращения на фиг. 2-5 не показаны).
Пресс-форма (фиг. 2-5) состоит из полуматриц 3 и 4. Полуматрица 3 запрессована в обойму 5, полуматрица 4 вставлена в обойму 5. Полуматрица 3 имеет цилиндрическую и коническую полости. Коническая полость имеет форму поверхности зубчатого венца 1 шестерни. Полуматрица 4 имеет цилиндрическую полость. Одна из частей полости соответствует форме ступицы 2 шестерни. В другой части цилиндрической полости полуматрицы 4 установлен подвижно пуансон 6, имеющий полость вдоль его оси. В полости пуансона 6 расположен подвижный знак 7 в виде стержня с коническим свободным концом. В цилиндрической полости полуматрицы 3 установлен подвижно пуансон 8. В нижнем торце пуансона 8 выполнено коническое углубление, расположенное на его оси. Пуансоны 6,8 и знак 7 находятся на одной оси.
Устройство работает следующим образом.
На стадии засыпки стального порошка (фиг. 2) полуматрица 3 собрана с полуматрицей 4. Пуансон 8 находится в крайнем верхнем положении. Пуансон 6 в сборе со знаком 7 находится в нижнем положении.
Прессование осуществляется в три этапа.
На первом этапе распределение и уплотнение стального порошка осуществляется движением пуансона 8 под действием штока Pi до уровня, необходимого для уплотнения, при этом порошок из камеры засыпки заполняет полость, расположенную в полуматрицах 3 и 4 (фиг. 3).
На втором этапе прессование производится движением пуансона 8, под действием штока Р1 и пуансона 6, под действием штока Р2, до уровней, необходимых для прессования детали (фиг. 4).
На третьем этапе прессование осуществляется знаком 7 и пуансоном 8. Знак 7, под действием штока Р3, движется вверх, при этом смещает конусным концом порошок в радиальном направлении, уплотняя венец прессуемой шестерни. Пуансон 8, двигаясь вниз, конусным углублением способствует выдавливанию прессуемого порошка в зону венца.
Для извлечения детали из пресс-формы (фиг. 5) крепление пресс-формы переключается на режим вращения. При этом обеспечивается свободное пространство под полуматрицей 4. Нижние штоки смещаются вниз на некоторое расстояние. Движением пуансона 8 деталь выпрессовывается из полуматрицы 3. Полуматрица 4, вращаясь по направляющей зубьев шестерни, опускается вниз. Обойма 5 вместе с полуматрицей 3 вынимается из пресс-формы. Деталь снимается со знака 7.
Второй вариант реализации способа для прессования конической шестерни с круговым зубом из стального порошка и устройства для его осуществления.
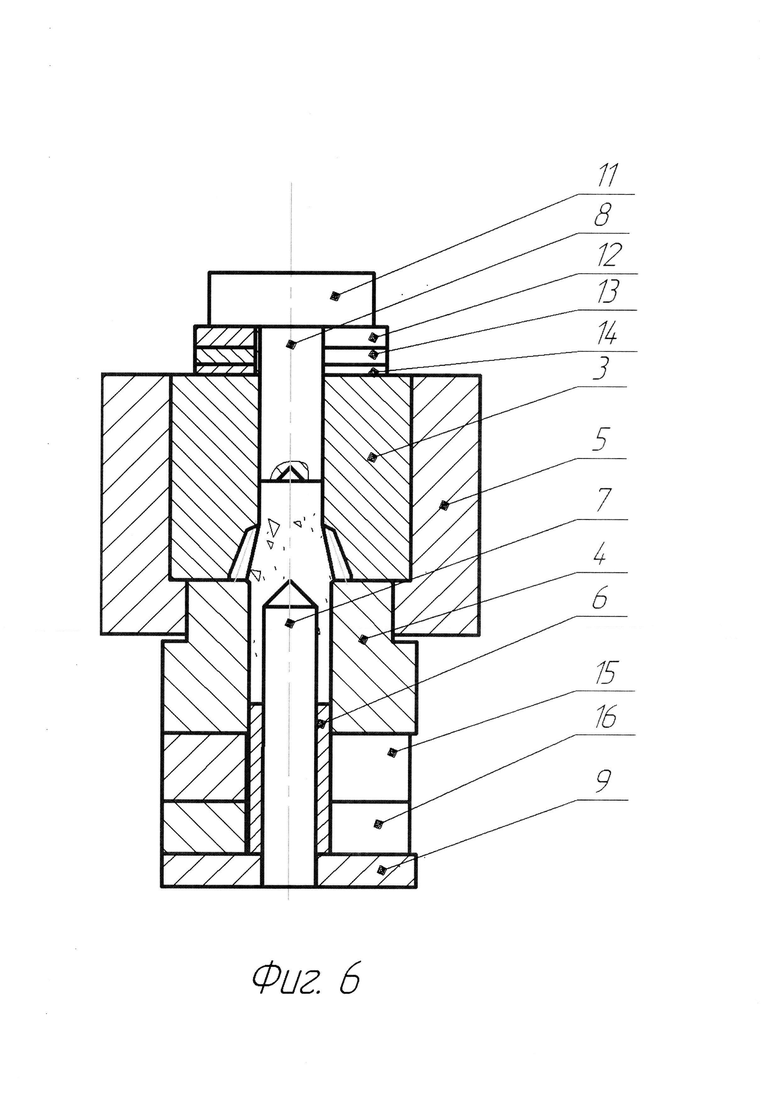
На фиг 6 - устройство для прессования конической шестерни с круговым
зубом в положении уплотнения порошка по варианту 2.
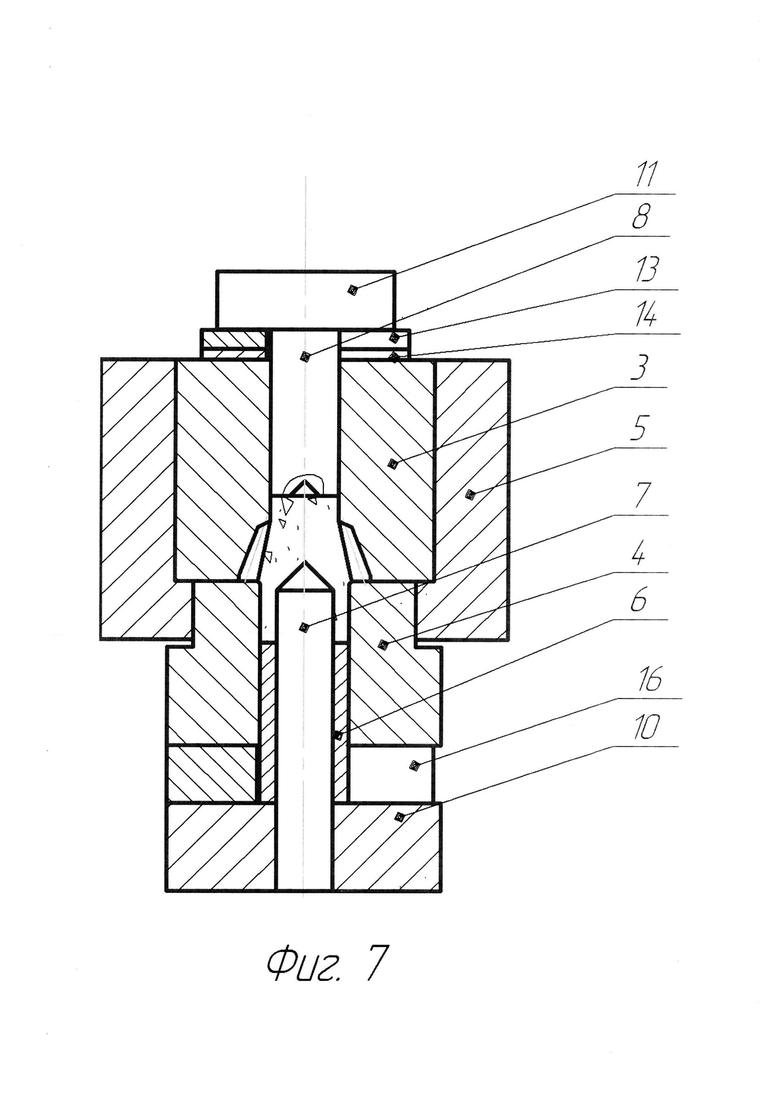
На фиг. 7 - устройство в положении осевого прессования по варианту 2.
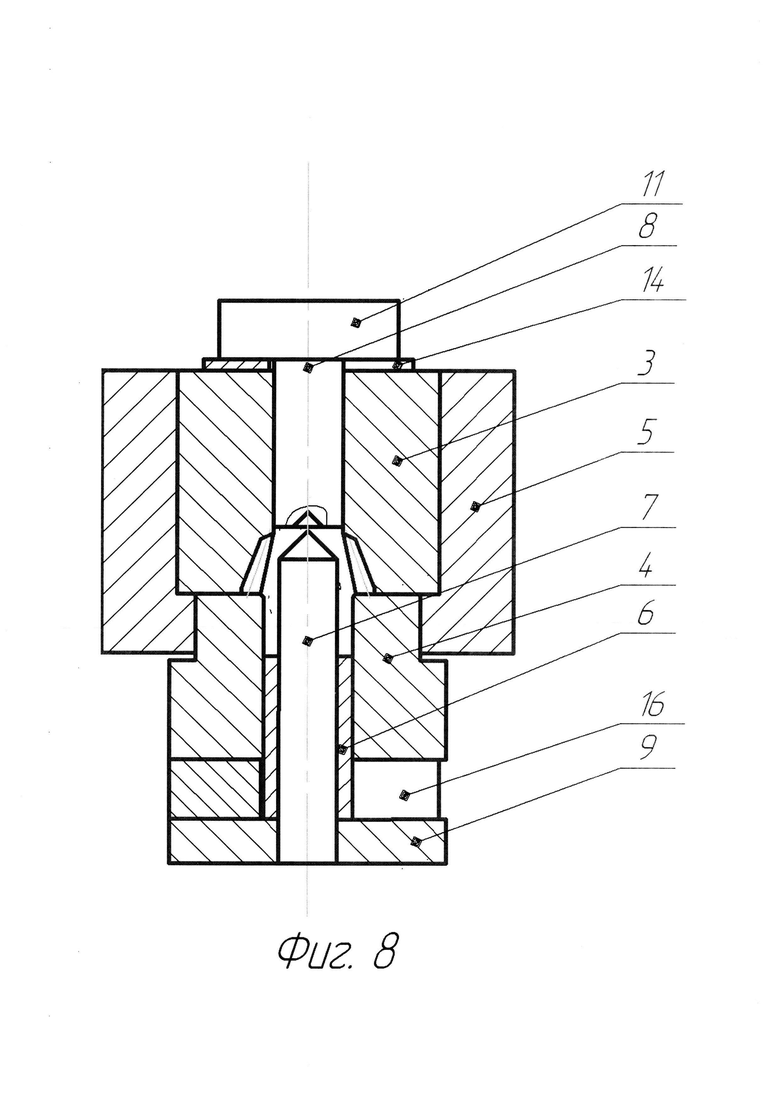
На фиг. 8 - устройство в положении радиального прессования по варианту 2.
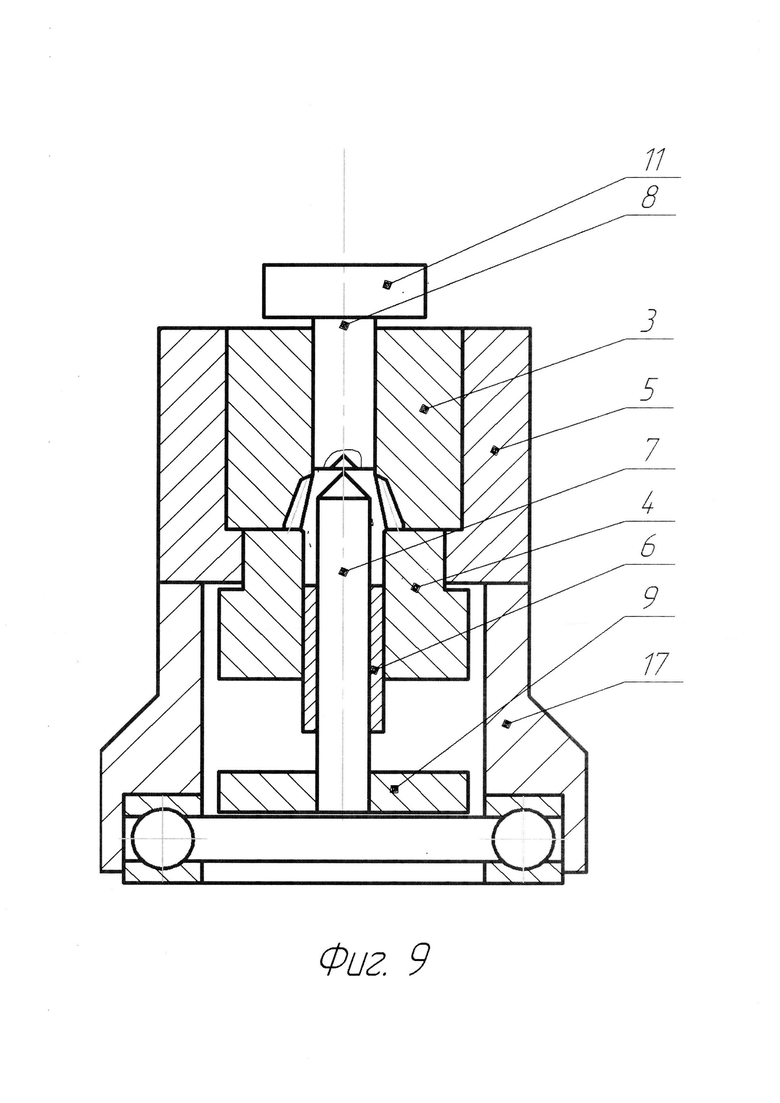
На фиг. 9 - устройство в положении для извлечения спрессованной детали из пресс-формы по варианту 2.
Устройство для прессования конической шестерни с круговым зубом в виде пресс-формы, в этом варианте, установлено на прессе с верхним штоком прессования.
Пресс-форма (фиг. 6-9), как и в первом варианте реализации изобретения, состоит из полуматриц 3 и 4. Полуматрица 3 запрессована в обойму 5, полуматрица 4 вставлена в обойму 5. Полуматрица 3 имеет цилиндрическую и коническую полости. Коническая полость имеет форму поверхности зубчатого венца шестерни. Полуматрица 4 имеет цилиндрическую полость. Одна из частей полости соответствует форме ступицы 2 шестерни. В другой части цилиндрической полости полуматрицы 4 установлен подвижно пуансон 6, имеющий полость вдоль его оси. В полости пуансона 6 расположен подвижный знак 7 в виде стержня с конусным свободным концом. Пуансон 8 установлен подвижно в цилиндрической полости верхней полуматрицы 3. В нижнем торце пуансона 8 выполнено коническое углубление, расположенное на его оси. Пуансоны 6, 8 и знак 7 находятся на одной оси. Отличием от первого варианта является то, что пуансон 6 опирается на опору 9 или опору 10 и установлен подвижно в цилиндрической полости полуматрицы 4. Кроме того, пуансон 8 имеет на верхнем конце опорную головку 11. Между опорной головкой 11 и верхним торцом пуансона 8 расположены элементы, ограничивающие ход пуансона, например, скобы 12, 13, 14, представляющие собой плоскую подковообразную деталь необходимой толщины. Между нижним торцом пуансона 6 и опорой 9 расположены элементы, ограничивающие ход пуансона, например, скобы 15, 16, также представляющие собой плоскую подковообразную деталь необходимой толщины. Пресс-форма, для извлечения спрессованной детали, устанавливается в стакан 17, имеющий в основании вращающуюся платформу.
Пресс-форма работает следующим образом. На стадии засыпки стального порошка полуматрица 3 собрана с полуматрицей 4. Пуансон 8 находится в крайнем верхнем положении, его движение вниз ограничено набором скоб 12, 13, 14. Пуансон 6 в сборе со знаком 7 и скобами 15, 16, опорой 9 находится в полуматрице 4 в нижнем положении.
Прессование осуществляется также в три этапа.
На первом этапе распределение и уплотнение стального порошка осуществляется движением пуансона 8 до уровня набора скоб 12, 13, 14, при этом порошок из камеры засыпки заполняет полость, расположенную в полуматрицах 3 и 4 (фиг. 6).
На втором этапе убираются скобы 12 и 15, вместо опоры 9 устанавливается опора 10, прессование идет пуансоном 8 и пуансоном 6 до упора. Ограничение движения пуансона 8 осуществляется скобами 13, 14, а пуансона 6 - скобой 16 и опорой 10. (фиг. 7).
На третьем этапе опора 10 заменяется на опору 9, убирается скоба 13, прессование осуществляется знаком 7 и пуансоном 8 (фиг. 8). Знак 7, при движении вверх, смещает конусным концом порошок в радиальном направлении, уплотняя при этом венец прессуемой шестерни. Пуансон 8 конусным углублением, в сочетании с конусом знака 7, способствует выдавливанию прессуемого порошка в зону формирования зубчатого венца.
Извлечение шестерни также производится на прессе. При этом пресс-форма вставлена в стакан 17, (фиг. 9), убираются скобы 14 и 16, движением пуансона 8 шестерня, смещаясь по направляющей зубьев, выпрессовывается из полу матрицы 3. Полуматрица 4 вместе с шестерней опускается вниз. Обойма 5 вынимается из пресс-формы. Деталь снимается со знака 7.
Разумеется, приведенные варианты не являются единственными в реализации изобретения и не ограничивают его применение.
Применение настоящего изобретения позволяет прессовать из стального порошка конические шестерни с круговым зубом с углом конуса от 5° до 45°, а после проведения термической обработки получать их высокую прочность. При этом плотность зубчатого венца равномерна по длине и высоте зуба и составляет не менее 7,2 г/см3.
Кроме того, предлагаемые способ и устройство позволяют прессование конических шестерней с тангенциальной, эвольвентной, криволинейной формой зуба.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для прессования изделий из порошков | 1986 |
|
SU1315137A1 |
| СПОСОБ ИМПУЛЬСНОГО ПРЕССОВАНИЯ ТВЕРДЫХ ПОРОШКОВЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083328C1 |
| УСТРОЙСТВО ДЛЯ ПРЕССОВАНИЯ ПОРОШКОВ | 2015 |
|
RU2614279C1 |
| Пуансон пресс-формы для горячего прессования | 1989 |
|
SU1622083A1 |
| СПОСОБ ПРЕССОВАНИЯ ПОЛЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВЫХ КОМПОЗИЦИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2132253C1 |
| Прессформа для изготовления шрифтов пластмассы путем последовательного прессования | 1939 |
|
SU59799A1 |
| Способ прессования изделий из порошка и устройство для его осуществления | 1979 |
|
SU865528A1 |
| Устройство для прессования пустотелого сборного строительного элемента | 1990 |
|
SU1821374A1 |
| Способ прессования металлических порошков и устройство для его осуществления | 1980 |
|
SU946800A1 |
| Установка для прессования изделий из порошков | 1977 |
|
SU679317A1 |
Группа изобретений относится к порошковой металлургии. Пресс-форма для прессования конической шестерни с круговым зубом содержит верхнюю и нижнюю полуматрицы, сложенные вместе с образованием полости, соответствующей форме конической шестерни с круговым зубом, обойму для крепления полуматриц, верхний и нижний пуансоны, установленные соответственно в верхней и нижней полуматрицах. Одна часть полости в верхней полуматрице пресс-формы выполнена цилиндрической формы для установки в ней верхнего подвижного пуансона, а другая часть полости - конической формы, соответствующей форме поверхности зубчатого венца конической шестерни с круговым зубом. Полость в нижней полуматрице выполнена цилиндрической формы, часть которой соответствует форме ступицы конической шестерни, а в другой части установлен подвижный нижний пуансон, выполненный с цилиндрической полостью вдоль его оси и снабженный опорой, на которой одним концом закреплен знак, выполненный в виде цилиндрического стержня, установленный в полости нижнего пуансона и имеющий свободный конец в форме конуса, при этом пуансоны и цилиндрический стержень расположены на одной оси. Предложен также способ прессования конической шестерни с круговым зубом в данной пресс-форме. Обеспечивается прессование высокопрочной шестерни с углом конуса от 5° до 45°, а также прессование конических шестерней с тангенциальной, эвольвентной, криволинейной формами зуба. При этом плотность зубчатого венца равномерна по длине и высоте зуба и составляет не менее 7,2 г/см3. 2 н. и 7 з.п. ф-лы, 9 ил.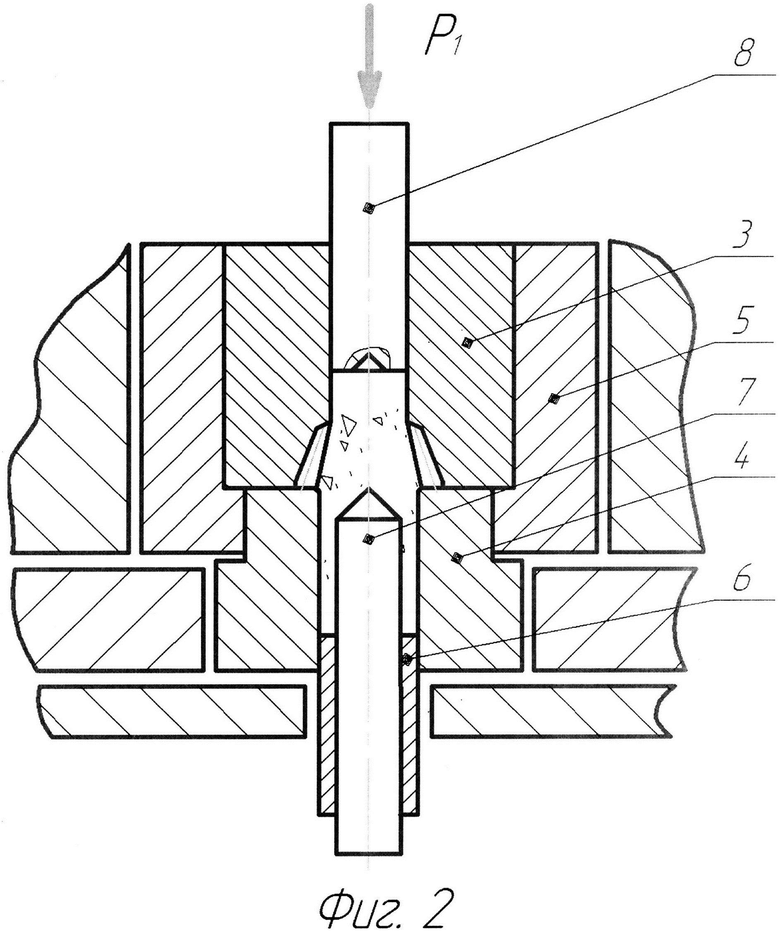
1. Пресс-форма для прессования конической шестерни с круговым зубом, содержащая верхнюю и нижнюю полуматрицы, сложенные вместе с образованием полости, соответствующей форме конической шестерни с круговым зубом, обойму для крепления полуматриц, верхний и нижний пуансоны, установленные соответственно в верхней и нижней полуматрицах, отличающаяся тем, что одна часть полости в верхней полуматрице пресс-формы выполнена цилиндрической формы для установки в ней верхнего подвижного пуансона, а другая часть полости - конической формы, соответствующей форме поверхности зубчатого венца конической шестерни с круговым зубом, при этом полость в нижней полуматрице выполнена цилиндрической формы, часть которой соответствует форме ступицы конической шестерни, а в другой части установлен подвижный нижний пуансон, выполненный с цилиндрической полостью вдоль его оси и снабженный опорой, на которой одним концом закреплен знак, выполненный в виде цилиндрического стержня, установленный в полости нижнего пуансона и имеющий свободный конец в форме конуса, при этом пуансоны и цилиндрический стержень расположены на одной оси.
2. Пресс-форма по п. 1, отличающаяся тем, что верхняя полуматрица запрессована в обойму.
3. Пресс-форма по п. 1, отличающаяся тем, что нижняя полуматрица вставлена в обойму.
4. Пресс-форма по п. 1, отличающаяся тем, что в нижнем торце верхнего пуансона выполнено коническое углубление на его оси.
5. Пресс-форма по п. 1, отличающаяся тем, что верхний пуансон имеет в верхней части опорную головку.
6. Пресс-форма по п. 1, отличающаяся тем, что между опорной головкой верхнего пуансона и торцом верхней полуматрицы установлены элементы, ограничивающие ход верхнего пуансона.
7. Пресс-форма по п. 1, отличающаяся тем, что между опорой нижнего пуансона и торцом нижней полуматрицы установлены элементы, ограничивающие ход нижнего пуансона.
8. Способ прессования конической шестерни с круговым зубом в пресс-форме по п. 1, характеризующийся тем, что размещают порошок в полости, образованной сложенными вместе верхней и нижней полуматрицами, производят уплотнение порошка в полости посредством движения верхнего пуансоны вниз, затем ведут прессование порошка в осевом направлении посредством движения верхнего пуансона вниз и нижнего пуансона наверх, после чего ведут прессование порошка в радиальном направлении посредством движения вверх знака, выполненного в виде цилиндрического стержня со свободным концом в форме конуса, и движения вниз верхнего пуансона и затем извлекают спрессованную коническую шестерню с круговым зубом.
9. Способ по п. 8, отличающийся тем, что извлечение спрессованной конической шестерни с круговым зубом ведут посредством движения верхнего пуансона вниз.
| US 5996229 A1, 07.12.1999 | |||
| Способ определения динамической неуравновешенности вращающихся тел и устройство для осуществления способа | 1948 |
|
SU75987A1 |
| Способ изготовления комбинированных зубчатых изделий | 1980 |
|
SU952440A1 |
| US 6113848 A1, 05.09.2000 | |||
| US 4050283 A1, 27.09.1977. | |||

