(5) УСТРОЙСТВО для СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛ-ВТУЛКА
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки деталей типа валик-втулка | 1976 |
|
SU657950A2 |
| Устройство для сборки деталей | 1977 |
|
SU663525A1 |
| АВТОМАТ ДЛЯ СБОРКИ ДЕТАЛЕЙ ТИПА ВАЛИК-ВТУЛКА | 1973 |
|
SU382496A1 |
| Устройство для сборки комплектов деталей | 1972 |
|
SU443739A1 |
| Сборочный агрегат | 1979 |
|
SU872177A1 |
| Исполнительный орган сборочного манипулятора | 1980 |
|
SU961939A1 |
| Устройство относительного ориентирования для сборочного станка-автомата | 1978 |
|
SU770725A1 |
| Устройство для установки контактных штырей с буртиками на печатную плату | 1976 |
|
SU660312A1 |
| Устройство для поштучного отделения и подачи плоских деталей | 1973 |
|
SU549209A1 |
| Устройство для сборки деталей | 1976 |
|
SU607696A2 |
1
Изобретение относится к автоматизации сборочных процессов и может быть использовано в машинах и автоматах вставки валов, например, в корпусные детали, плиты, пластины j и т.д.
Известно устройство.для сборки деталей типа вал-втулка, содержащее основание, привод, питатель, ограничитель положения вала и толка - to тель lj.
Недостаток известного устройства в том, что оно требует дополнительных элементов и узло-подавате- is лей, промежуточных преобразователей, системы управления, согласующей все движения.
Цель изобретения - устранение указанных недостатков, а также повышения качества сборки путем устранения различного рода повреждений поверхностей сопрягаемых деталей.
Для этого устройство снабжено колонной и пятой на ее конце, а также подпружиненными ползуном, штоком и шарнирно закреплённым на ползуне рычагом, причем ползун установлен на пяте, а подпружиненный толкательна ползуне с возможностью взаимодействия со штоком, расположенным на. пяте параллельно толкателю. Кроме того ограничитель положения вала выполнен в виде упругой скобы, установленной на пяте.
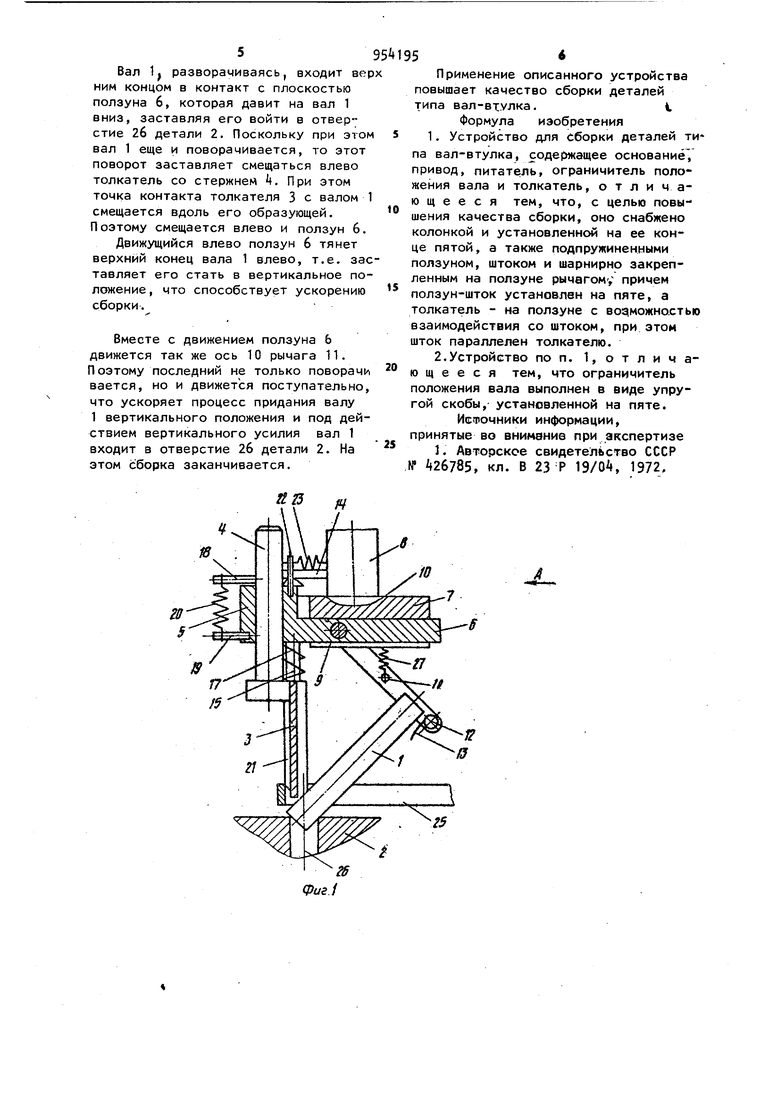
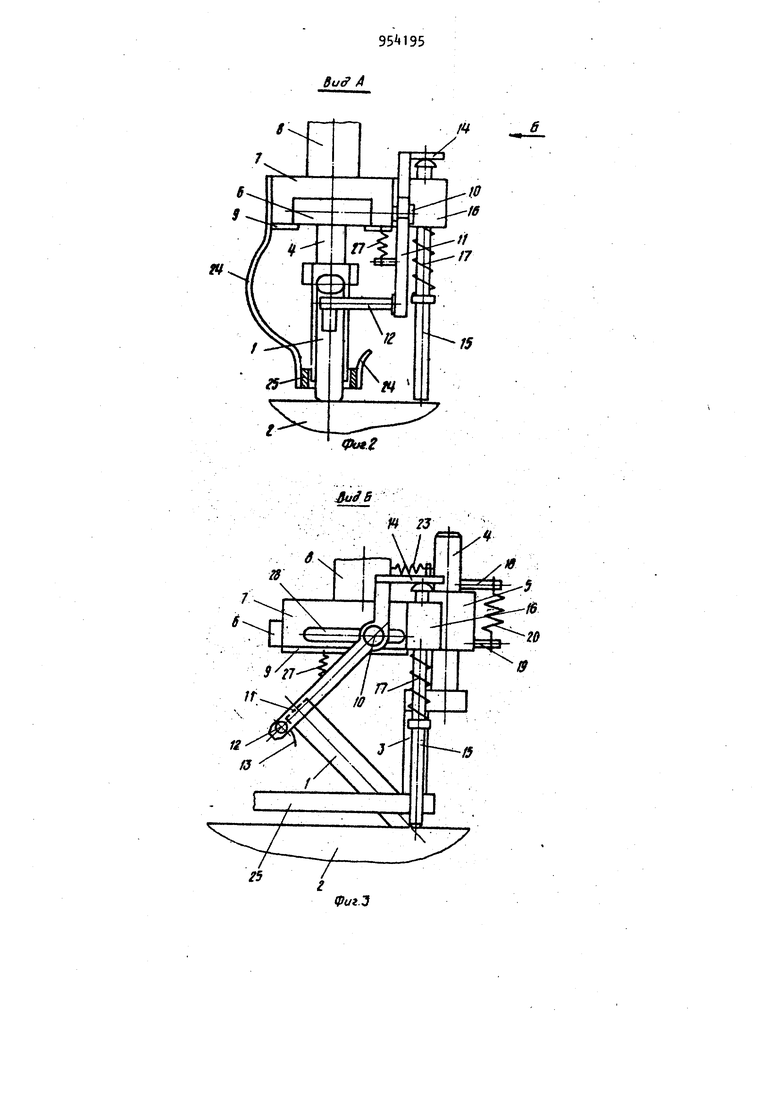
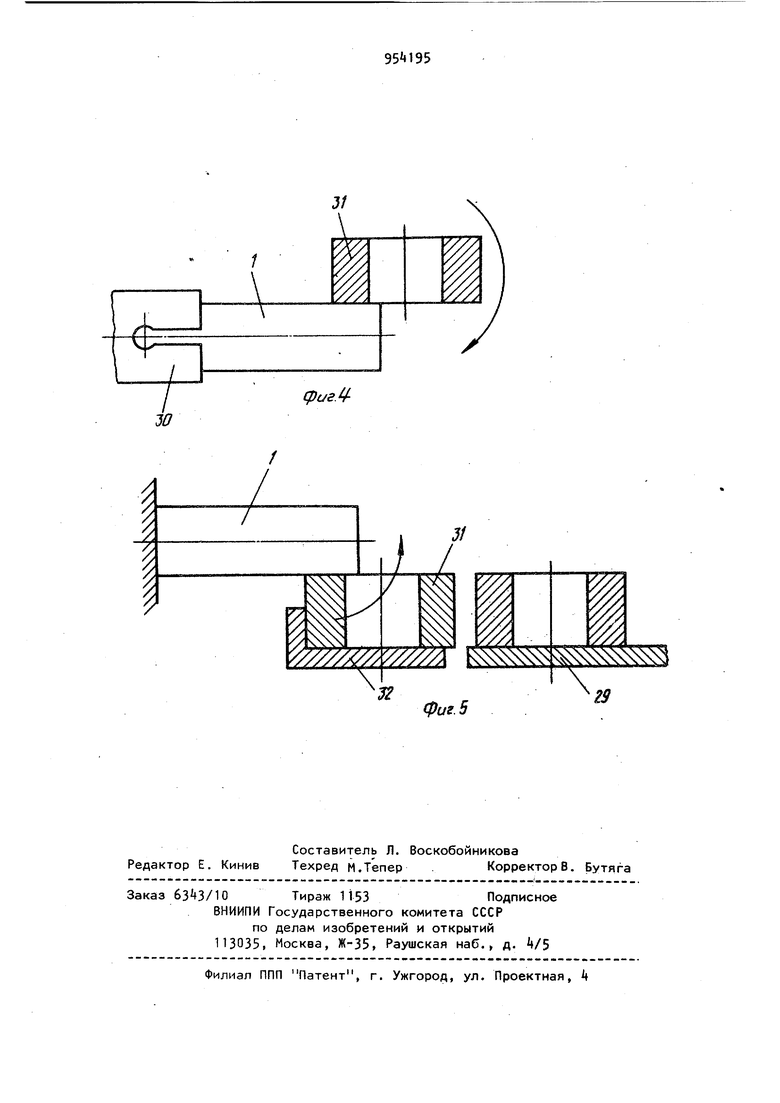
На фиг. 1 представлена агрегатная головка, общий вид;.на фиг. 2вид А на фиг. 1; на фиг. 3 - вид Б на фиг. 2; на фиг. 4 и 5 - варианты возможной сборки деталей посредством данной агрегатной головки.
Устройство для сборки деталей 1 и 2 содержит толкатель 3, ykpeплeнный на стержне k, который .мочет перемещаться в отверстии бобышки 5, являющейся частью ползуна 6. Последний подвижно установлен в пазу направляющей пяты 7, которая укреплена на подпружиненной колонке 8. Снизу ползун 6 ограничен пластинами S, укрепленными на пяте 7. В ползуне 6 на оси 10 установлен подвижно рычаг 11, на котором внизу .закреплен палец 12 несущий пластинчатую пружину 13. В верхней части рычаг 11 заканчивается пластиной I. Последняя контактирует со штоком 15 установленным подвижно в приливе 16 (являющимся частью пяты 7) и подпружиненным пружиной 17. конец штока 15 упирается в торцовую поверхность базовой детали 2. На стержне укреплен палец 18, а на бобышке 5- палец 19, которые связаны пружиной 20 постоянно удерживающей толкатель 3 со стержнем k в кра нем нижнем положении. На толкателе 3 выполнен гребешок 21 со скошенным нижним концом. Ползун 6 с бобышкой 5 через палец 22 оттягивается вправо пружиной 23, один конец которой закреплен на колонке 8, К пяте 7 посредством нескольких пружинных изогнутых стержней 2 присоединена ограничительная скоба 25. Последняя ограничивает положение вала 1 на поверхности детали 2 таким образом, чтобы передний конец вала 1 находился над отверстием 2б в детали 2. Рычаг 11 и палец 12 удерживаются верхнем положении пружиной 27 и уста новлен с возможностью перемещения его оси 10 в пазу 28. Для подачи деталей на сборочную позицию агрегат ная голозка оснащена лотком 29 (фиг. Устройство для сборки по видоизменению, показанному на фиг. , содержит цангу 30 для фиксации детали вала 1 и подаваемую на сборку деталь втулку 31. Видоизменение устройства для сбор ки представленное на фиг. 5 содержи лоток 29 для подвода деталей 31 снизу под вал 1 и дополнительно поворотное гнездо 32. Устройство совершенно самостоятельно и монтируется на приводном ор гане, на штоке пневмо- или гидропривода. Таких устройств на одном приводе может быть смонтировано несколь ко и все они могут работать как самостоятельно, так и совместно. Устройство работает следующим образом. Агрегатную головку опускают на рабочую позицию, куда подают вал по поверхности базовой детали 2 (это может быть корпус, плита, крышка, пластина, планка и.т.д.). При этомтолкатель 3 своим нижним концом давит на левый конец вала 1. Последний начинает поворачиваться и располагается над отверстием 2б так, что его левый конец начинает входить (первоначально с некоторым перекосом) в отверстие 2б детали 2. В процессе этого поворота реакция вала 1 на тоЛ катель 3 заставляет последний смещаться влево. При подаче деталей по лотку на рабочую позицию процесс разворота и вставки детали и вала 1 в отверстие детали 2 осуществляется толкателем 3, опускающимся вниз по вследствие действия на вал 1 усилия от исполнительного органа головки а также усилия от ее рычага. Лоток 29 выполнен с возможностью несколько опускаться вниз. Поэтому подаваемые детали и другие подходят к торцу детали 2,но дальше двигаться не могут и не мешают вставке вала 1 в отверстие детали 2 до момента окончания сборки. Этим самым существенно упрощается процесс сборки, так как собираемая деталь 2 является в то же время и отсекателем деталей при поступлении каждой из них на рабочую позицию. Таким образом, толкатель 3 вместе со стержнем k и ползуном 6 смещаются влево, растягивая пружину 23. Одновременно с этим гребешок 21 толкателя 3 отжимает скобу 25 влево. В процессе движения колонки В с пятой 7 вниз скоба 25 упирается в торец детали 2. При этом (поскольку колонна 8 перемещается вниз) пружинные стержни 24 деформируются, что позволяет затолкнуть вал 1 в отверстие 2б на требуемую глубину. Вместе с ходом вниз колонки 8 с пятой 7 в торец детали 2 упирается шток 15, который, преодолевая усилие пружины 17, своим верхним концом нажимает на пластину рычага 11. Поэтому рычаг 11 поворачивается. При этом палец 12 с пластин-ой 13 подталкивают (подгребают) вал 1 с усилйем и помогают ему развернуться в вертикальное положение. Вал 1j разворачиваясь, входит ве ним концом в контакт с плоскостью ползуна 6, которая давит на вал 1 вниз, заставляя его войти в отверстие 2б детали 2. Поскольку при этом вал 1 еще и поворачивается, то этот поворот заставляет смещаться влево толкатель со стержнем 4, При этом точка контакта толкателя 3 с валом смещается вдоль его образующей. Поэтому смещается влево и ползун 6, Движущийся влево ползун 6 тянет верхний конец вала 1 влево, т.е. зас тавляет его стать в вертикальное по ложение, что способствует ускорению сборки. Вместе с движением ползуна 6 движется так же ось 10 рычага П. Поэтому последний не только поворачи вается, но и движется поступательно, что ускоряет процесс придания валу 1 вертикального положения и под действием вертикального усилия вал 1 входит в отверстие 2б детали 2. На этом сборка заканчивается.
ш:
/5
7
25 5 Применение описанного устройства повышает качество сборки деталей типа вал-втулка.i Формула изобретения 1. Устройство для Сборки деталей типа вал-втулка, содержащее основаниё7 привод, питатель, ограничитель положения вала и толкатель, отличающееся тем, что, с целью повышения качества сборки, оно снабжено колонкой и установленной на ее конце пятой, а также подпружиненными ползуном, штоком и шарнирнр закрепленным на ползуне рычагому причем ползун-шток установлен на пяте, а толкатель - на ползуне с водможнастью взаимодействия со штоком, при этом шток параллелен толкателю. 2.Устройство по п. 1, о т л и ч аю щ е е с я тем, что ограничитель положения вала выполнен в виде упругой скобы, установленной на пяте. Источники информации, принятые во внимание при экспертизе J. Авторское свидетельство СССР № k267B5, кл. В 23 Р 19/0, 1972,
Buff А
6
28
/5
14
14 23
}t
I
-.
фиг.
