(54) СТРОГАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для намотки электрических катушек | 1979 |
|
SU871238A1 |
| Станок для намотки электрических катушек | 1977 |
|
SU718867A1 |
| Устройство для соединения в фальц боковин с обечайкой изделий -образной формы | 1975 |
|
SU559757A1 |
| Продольно-строгально-фрезерный станок | 1991 |
|
SU1797526A3 |
| Устройство для правки колец | 1988 |
|
SU1579601A2 |
| Станок для обработки внутренней поверхности остова бочки | 1986 |
|
SU1437228A1 |
| Устройство для поштучного отделения и подачи листовых заготовок из стопы | 1988 |
|
SU1541166A1 |
| Резьбонарезной станок | 1984 |
|
SU1175630A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ МНОГОБРУСЧАТЫХ НАГЕЛЬНЫХ БОНОВ | 1969 |
|
SU241282A1 |
| ДЕРЕВООБРАБАТЫВАЮЩИЙ СТАНОК | 2000 |
|
RU2171742C1 |


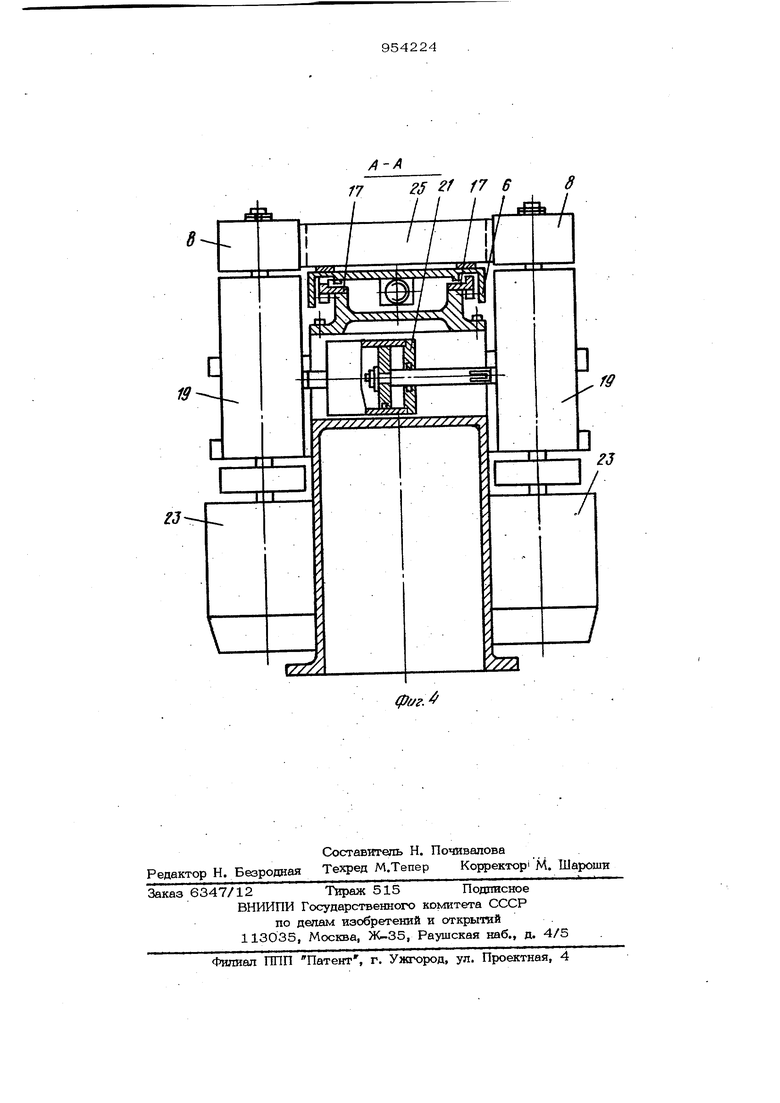
Изофетение относится к станкам для строжки деревянных изделий и может быть использовано в деревоо6ра6атывак шей пр ышленностн. Известен шпалоправочный станок, включающий приводной рольганг, центрирующие и прижимные ролики, вертикальные цшшндрическо-конические резы и горизонтальную цилиндрическую 4чрезу l Однако данный станок обеспечивает эффективную работу только при строжке изделий с. продольным направлением волокон. Известен также строгальный станок, включающий стьнину, каретку, траверсу с закрепленными на ней фрезами и привод 2 . Недостатком этого станка является то, что при обработке деревянных изделий, изготовленных в шип (например, каркасов яшиков), происходит выламывание и выкрашивание шипов на углах. Цель изобретения - поЕЯЬппение качест ва изделий путем поочередной обработки их с двух сторон. Указанная цель достигается тем, что станок снабжен дополнительной траверсой с за1феш1енш 1МИ на ней фрезами и узлом управления, при этом траверсы шарнирно установлены по обе стороны от станины вдоль его продольной оси, а узел управления выполнен в виде ycraHOBiленных на каретке флажков, конгактирук ших с закрепленными на станине датчиками перемешения траверс и механизмом привода каретки. На фиг. 1 изображен строгальный станок, вид спереди, на фиг. 2 - то же, вид сверху в начале обработки, на фиг. 3 то же, в конце обработки, на фиг. 4 разрез А-А на (jssr. 3. Строгальный станок включает станину 1, на которой смонтированы датчики перемещения траверс: датчик 2 развода фрез, датчик 4 остановки ходового винта 5 при прямом ходе каретки 6, датчик 7 развода фрез 8, датЛос 9 останова ходового винта 5 и разжима каретки 6 при ее обратном ходе, датчик 10 «онтроля установки фрез 3 в рабочее положение, датчик 11 контроля установки фрез 8 в рабочее положение.
На каретке 6 смонтирован выключатель 12 и флажок 13 управления датчнком 2, флажок 14 управления датчиком 4, флажок 15 управления датчиком 7 и флажок 16 управления датчиком 9.
Каретка 6 установлена в направл5поWKX 17 и посредством ходового винта 5 связана с механизмом 18 привода.
Фрезы 3 и 8 закретотены на траверсах 19, шарнирно установленных по обе стороны от станины вдоль продольной оси, которые связаны с пневмошшнндрами 20 и 21; фрезы 3 и 8 приводятся во вращение электродвигателями 22 и 23.
Пневмоцилиндр 24 обеспе чивает зажим каркаса 25.
Станок работает следующим образом.
Каркас 25 устанавливается на каретку 6, где с помощью пневмошшиндра 24 осуществляется его зажим. В момент зажима передняя стенка каркаса 25 воздействует на выключатель 12, который дает команду на включение механизма 18 привода.
Каретка 6 начинает движение по напраляющим 17 между вращающимися фрезами 8, которые в это время разведены, а фрезы 3 находятся в рабочем состоянии (установлены на заданном расстоянии дру от друга, контролируемом датчиком 10).
При подходе к фрезам 3 происходит часшчнвя обработка боковых сторон каркара 25. Как только фрезы 3 обработают начальный участок каркаса 25 в месте шипового соединения,. флажок 13 каретки 6 воздействует на датчик 2, дающий команду одновременно на развод фрез 3 и правецензия в рабочее положение фрез 8 пневмощшиндрами 2О и 21. Через заданный пр ж1ежуток времени, необходимый для установки фрез 8 в рабочее положение, флажок 14 каретки воздействует на датчик 4, дающий команду на останов ходового винта 5.
При этрм от момента воздействия флажка 13 на датчик 2 до момента воздействия флажка 14 на датчик 4 каретка
6 продолжает двигаться в первоначальном направлении.
Как только фрезы 8 установятся в рабочее положение, датчик 11 дает сигнал на включение :привода 18 ходового винта 5 и соединенная с ним каретка 6 начинает двигаться в обратном направлении.
При движении каретки 6 в обратном направлении производится обработка стенок каркаса 25 со стороны задней стенки до первоначально обработанного участка.
По окончании обработки стенок каркаса 25 флажок 15 каретки 6 воздействует на датчик 7, подающий сигнал на развод фрез 8, а через заданный промежуток времени, необходимый ддя установки фрез 3 в рабочее положение, флажок 16 каретки 6 воздействует на датчик 9, дающий команду на останов ходового винта 5 и разжим каркаса 25, после чего каркас 25 поворачивают для обработки оставшихся двух сторон и никл обработки повторяется.
Формула изобретения
Строгальный станок, включающий станину, каретку, траверсу с закрепленными на ней фрезами и привод, о т л и - ча.ющийся тем, что, с целью повышения качества изделий путем поочередной обработки их с двух сторон, станок снабжен дополнитейхьной траверсой с за1фепленными не ней фреза1уш и узлом управления, при sTCMvi траверсы шарнирно установлены по обе стороны от станины вдоль его.продольной оси, а узел управления выполнен в виде установленных на кнреткё флажков, контактирующих с закрепленными на сг1анине датчиками перемещения траверс и механизмами привода каретки.
Источники информации, принятые во внимание при экспертизе
А-А
8
17 гз f 17 6
Йуг.
