(54) ИНСТРУМЕНТ Д/1Я ПОПЕРЕЧНО-КЛИНОВОЙ ПРОКАТКИ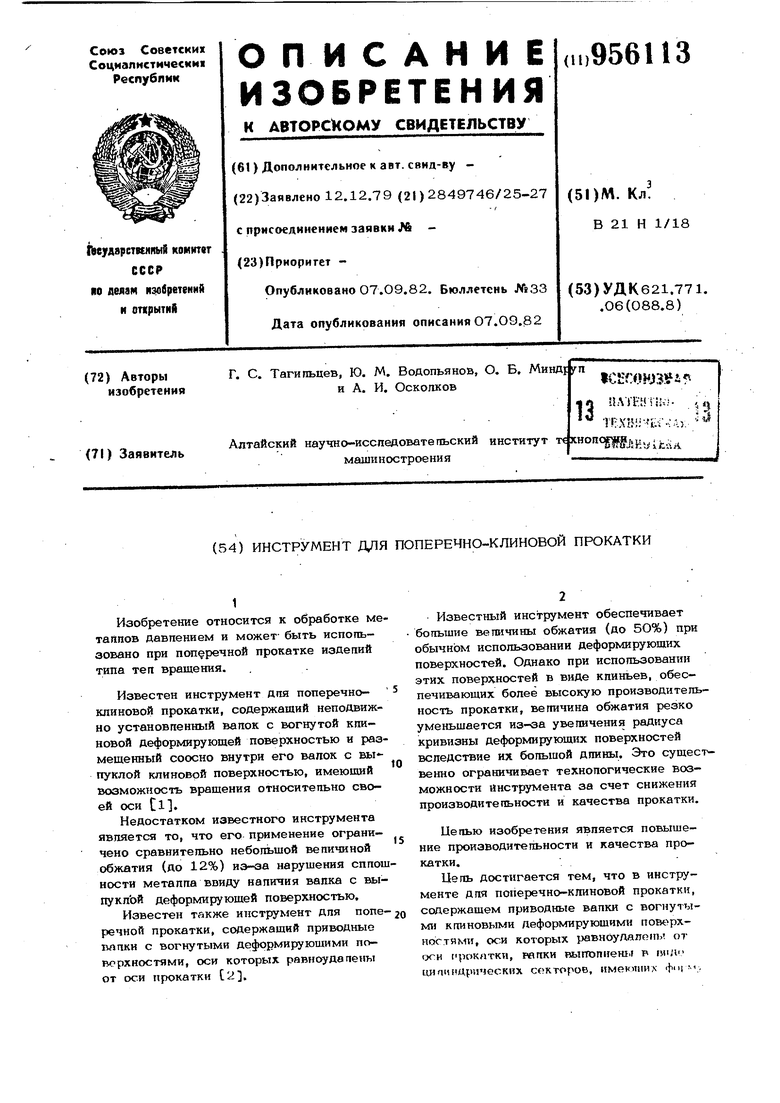

| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574335A1 |
| Инструмент для поперечно-клиновойпРОКАТКи | 1979 |
|
SU821001A1 |
| Инструмент для поперечно-клиновой прокатки | 1986 |
|
SU1442311A1 |
| Способ правки цилиндрических деталей | 2018 |
|
RU2686963C1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1574336A1 |
| Инструмент для поперечно-клиновой прокатки полых ступенчатых изделий | 1983 |
|
SU1143505A1 |
| Валок для холодной поперечно-клиновой прокатки | 1979 |
|
SU946751A1 |
| Инструмент для поперечно-клиновой прокатки | 1977 |
|
SU680794A1 |
| Инструмент для поперечно-клиновой прокатки | 1988 |
|
SU1637922A1 |
| Стан для поперечно-клиновой прокатки | 1977 |
|
SU715192A1 |
Изобретение относится к обработке м таппов давлением и может быть испопь- аовано при поперечной прокатке изделий типа теп вращения. Известен инструмент дпя поперечноклиновой прокатки, содержащий неподвиж но установленный валок с вогнутой клиновой Деформирующей поверхностью и раз мещенный соосно внутри его вапок с вы пуклой клиновой поверхностью, имеющий возможность вращения относительно своей оси tl. Недостатком известного инструмента является то, что его применение ограничено сравнительно небольшой величиной обжатия (до 12%) из-за нарушения спло ности металла ввиду наличия вапка с вы пуклой деформирующей поверхностью. Известен также инструмент для попе речной прокатки, содержащий приводные с вогнутыми деформирующими поверхностями, оси которых равноудапены от оси прокатки 2. Известный инструмент обеспечивает большие величины обжатия (до 5О%) при обычном использовании деформирующих поверхностей. Однако при использовании этих поверхностей в виде клиньев, обеспечивающих более высокую производительность прокатки, величина обжатия резко уменьшается из-за увеличения радиуса кривизны деформирующих поверхностей вследствие их большой длины. Это сущес-гвенно ограничивает технологические возможности инструмента за счет снижения производительности и качества прокатки. Целью изобретения является повышение производительности и качества прокатки. Цель достигается тем, что в инструменте для поперечно-клиновой прокатки, содержащем приводные валки с вогнутыми кгеиновыми деформирующими поверхностями, оси которых равнОудалопы от рокнтки, 1«лки выполиеш.1 в iwaniUlpiiiecKHx секторов, имекяпих фщм.
клина со сквозным паэом в основании последнего.
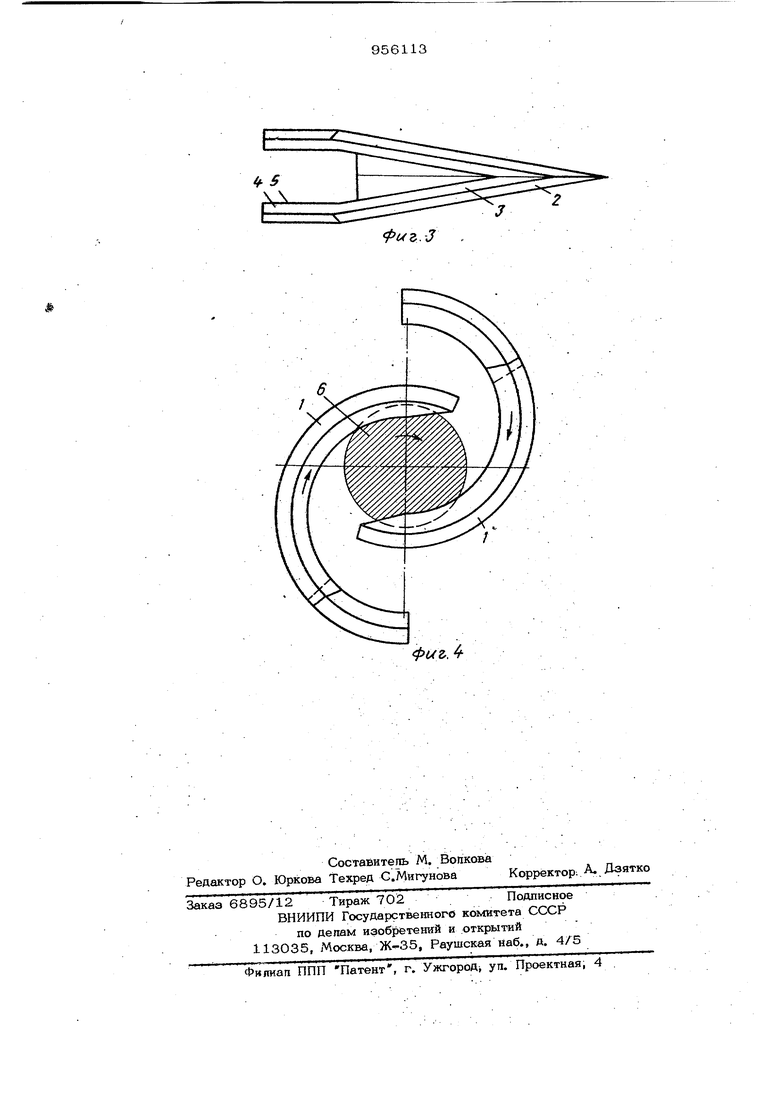
На фиг. 1 показан предлагаемый инструмент для поперечно-кпиновой прокатки; на фиг. 2 - то же, вид сверху; на фиг, 3 - развертка валка; на фиг. 4 инструмент в начале процесса прокатки.
Инструмент содержит два вайка 1 с вогнутыми деформирующими поверхностями, оси которых равноудалены от оси прокатки. Вапки 1 выполнены в виде цилиндрических секторов, имеющих кшнообразную форму. Деформирующие поверхности валков имеют заходный 2, формообразующий 3 и калибрующий 4 участки. Со стоРОНЫ большего основания кпина выполнены пазы 5. Прокатка заготовки 6 осуществляется при встречном круговом пе ремещении вапков 1 относительно их осей При этом вапки 1 внедряются заходным участком 2 в заготовку 6, затем формируют стержень участками 3 и калибруют участками 4, В процессе прокатки заходные участки 2 и часть формуюцв1Х участков 3 при своем перемещении заходят в пазы 5, По окончании процесса прокатки валки 1 освобождают заготовку 6, которую выводят из зоны обработки, а на ее место устанавливается следующая заготовка.
По сравнению с базовым объектом, в качестве которого выбран прототип, пред лагаемый инструмент позволяет существенно уменьщить радиус кривизны деформирующих поверхностей валков при тех же длинах этих поверхностей. Уменьшение радиуса кривизны деформирующих поверхностей позволяет увеличить величину обжатия заготовки, что создает условия для интенсификации процесса прокатки и уменьшения возможности нарушения сплошности металла при прокатке, что позволяет повысить производительность и качество прокатки.
Формула изобретения
Инструмент для поперечно-клиновой прокатки, содержащий приводные валки с вогнутыми Деформирующими поверхностями, оси которых равноудалены от оси прокатки , отличающийся тем, что, с цепью повышения производительности и качества npoicaтки, валки выполнены в.виде цилиндрических секторов, имеющих форму клина со сквозным пазом в основании последнего.
Источники информации, принятые во внимание при экспертизе
№ 362663, кш В 21 Н 1/00,27.07.71 (прототип).
фиг, 2
