(5) МАТРИЦА К ШТАМПАМ ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Матрица к штампам для объемной штамповки и способ ее изготовления | 1980 |
|
SU869930A1 |
| Матрица к штампам для объемной штамповки | 1983 |
|
SU1144755A2 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 2000 |
|
RU2184635C2 |
| Штамп для деформирования заготовки в разъемной матрице | 1979 |
|
SU871987A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ШТАМПОВКИ | 2005 |
|
RU2294812C1 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1992 |
|
RU2057613C1 |
| Штамп для штамповки выдавливанием | 1979 |
|
SU837539A1 |
| ШТАМП ДЛЯ ЗАКРЫТОЙ ОБЪЕМНОЙ ШТАМПОВКИ | 2010 |
|
RU2447966C2 |
| ШТАМП ДЛЯ ОБЪЕМНОЙ ШТАМПОВКИ | 1990 |
|
RU2011463C1 |
| ШТАМП ДЛЯ ГОРЯЧЕЙ ОБЪЕМНОЙ ШТАМПОВКИ | 1999 |
|
RU2173600C2 |
1
; Изобретение относится к области обработки металлов давлением и может быть.использовано при изготовлении деталей изотермической штамповкой .
По основному авт. св. tP 869930 известна матрица к штампам для объемной штамповки преимущественно в изотг, термических условиях, содержащая корпус, обойму с внутренней конической поверхностью и размещенную в обойме с зазором керамическую вставку с конической наружной поверхностью, а также заполняющий зазор наполнитель, при этом в зоне сопряжения торцовой поверхности обоймы с керамической вставкой выполнен дополнительный зазор для выхода наполнителя,а конусность наружной поверхности вставки выполнена большей, чем конуснэсть внутренней поверхности обоймы Li 1.
По прошествии нескольких циклов деформирования разрушенную в пооцессе штамповки вставку совместно с наполнителем извлекают из матрицы и производят.их замену, что ведет к дополнительному расходу материала наполнителя, поскольку его последующее использование не представляetcя возможным вследствие смятия наполнителя при извлечении из него керамической вставки.
Целью изобретения является эконо10мия материала наполнителя.
Это достигается тем, что в матрице к штампам для объемной штамповки наполнитель выполнен разъемным,
15 в продольном направлении, вдоль линий разъема наполнителя на контактирующих с ним поверхностях обоймы выполнены выступы, а на наполн ителе - соответствующие им впадины.
20
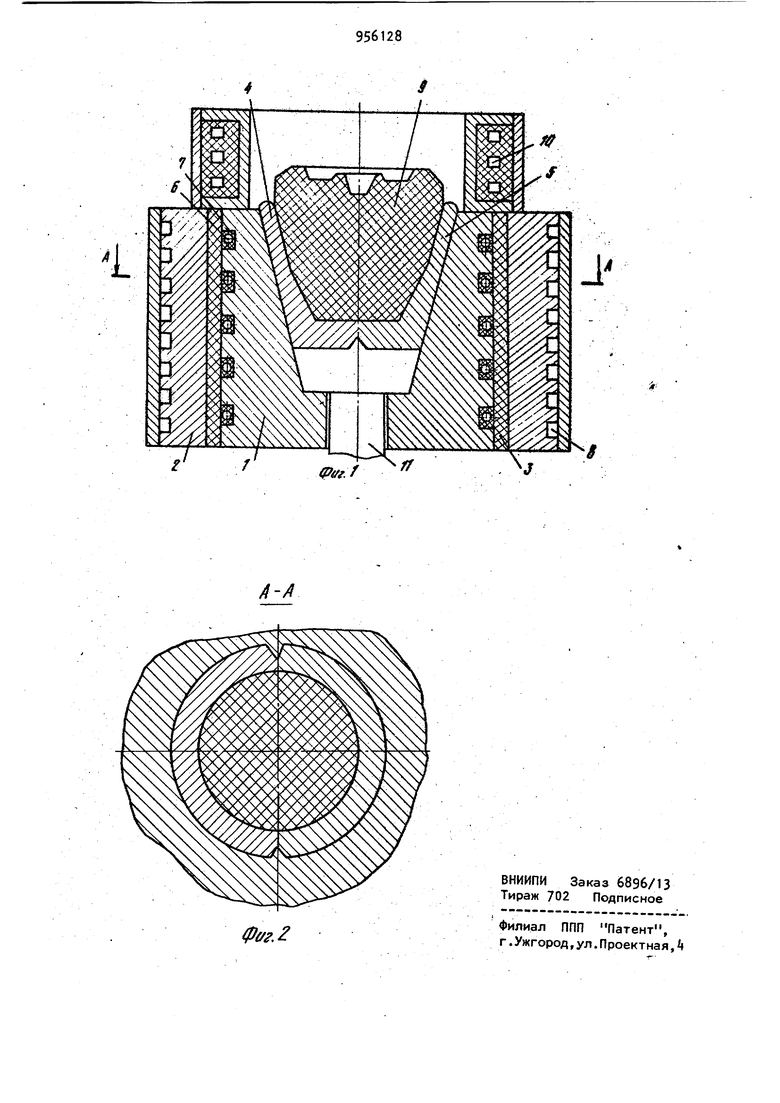
Впадины в наполнителе образуются при end деформировании в процессе изготовления матрицы и служат для облегчения разделения частей напол3нителя. Для предотвращения сваривания частей наполнителя во время их деформирования на плоскости разъема нанесено покрытие, например сте лосмазка. При замене вышедшей из строя вставки наполнитель разделячется по плоскостям разъема на части что весьма облегчает освобождение его от разрушенной вставки. Таким образом, наполнитель может быть использован в последующих циклах штамповки. На фиг. 1 представлено описываемое устройство; на фиг. 2 - разрез А-А на фиг. 1.. Матрица содержит обойму 1, устано ленную в корпусе 2 через слой теплоизоляции 3- В обойме 1 размещен наполнитель, состоящий из частей и 5. В пазах, выполненных на наружной поверхности обоймы, размещен йагреватель 6, покрытый изоляцией 7. В корпусе 2 выполнены каналы 8 для охлаждения. Выступающая часть вста ки 9 оснащена нагревателем 10. В ни ней части обоймы установлен выталкиватель 11. Подготовку матрицы к работе веду следующим образом. Металлические частив и 5 наполнителя, разграниченные слоем стеклО смазки, помещают в обойму 1, сверху устанавливают вставку 9 и производя их совместный нагрев-до температуры , соответствующей температуре сверхпластического сжатия металла наполнителя. При достижении заданной температуры производят сжатие частей k и 5 наполнителя посредством осевого перемещения . вставки 9 в обойме 1. Задаваясь усилием деформирования, деталей при эксплуатации матрицы, производят сжатие чартей f и 5 напо нителя этим же усилием до прекращения их выдавливания из зазора. По прошествии нескольких циклов штамповки вышедшую из строя кера мическую вставку 9 совместно с частями 4 и 5 наполнителя извлекают из обоймы 1 при помощи выталкивателя 11 Затем наполнитель со вставкой помещают в специальное приспособление, оснащенное подвижными клиновидными элементами, сопрягающимися с клиновидными врадинами вдоль плоскостей разъема частей и S- Прикладывая усилие к подвижным элементам приспособления, например, за счет винтовой передачи производят разделение частей и 5 наполнителя, освободив их тем самым от разрушенной вставки и подготовив к последующему использованию. Изобретение обеспечивает возможность неоднократного использования пластического наполнителя, что позволяет экономить материал наполнителя, а также снизить затраты на изготовление. Формула изобретения ; Матрица к штампам Для объемной штамповки по авт. св. № 869930, о т л.и чающаяся тем, что, с целью экономии материала наполнителя и облегчения замени вставки, наполнитель выполнен разъемным в продольном направлении, вдоль линий разъема наполнителя на контактирующих с ним поверхностях обоймы выполнены выступы, а на наполнителе соответствующие им впадины. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР If 869930, кл. В 21 J 13/03, 08.01.80.
