(5) УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ НЕПОВОРОТНЫХ СТЫКОВ ТРУБ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки неповоротных стыковых труб | 1973 |
|
SU707728A1 |
| Устройство для орбитальной обработки неповоротных стыков и торцов труб | 2018 |
|
RU2696984C1 |
| Устройство для автоматической сварки внутренних кольцевых швов | 1982 |
|
SU1026996A1 |
| Устройство для сварки неворотных стыков труб | 1978 |
|
SU764903A1 |
| МОДУЛЬ ЛАЗЕРНО-ДУГОВОЙ ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ НЕПОВОРОТНЫХ КОЛЬЦЕВЫХ СТЫКОВ ТРУБ | 2013 |
|
RU2548842C1 |
| Устройство для сварки неповоротныхСТыКОВ ТРуб | 1975 |
|
SU795825A1 |
| Устройство для сварки неповоротных стыков трубопроводов | 1984 |
|
SU1225744A1 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
| Устройство для автоматической сварки криволинейных поверхностей | 1988 |
|
SU1567347A1 |
| Устройство для автоматической электродуговой сварки криволинейных замкнутых швов | 1974 |
|
SU695788A1 |
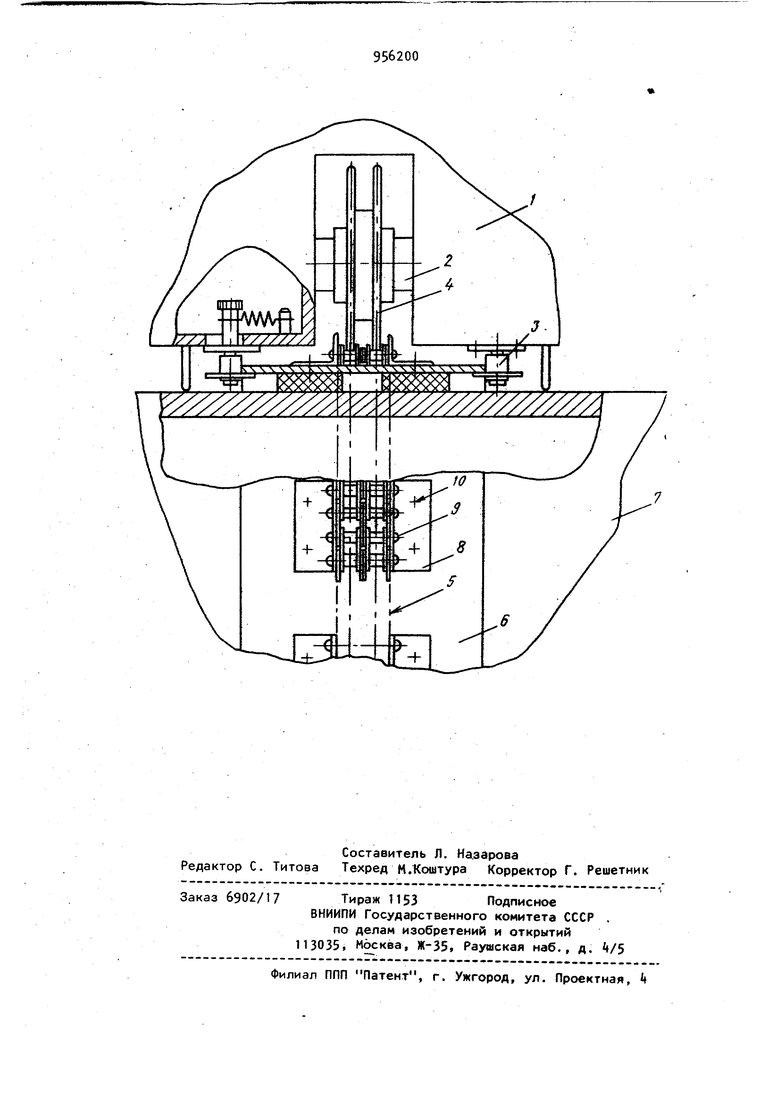
: Изобретение относится к сварочной технике и может быть использовано в машиностроении и- других отраслях промышленности. Известно устройство для сварки не поворотных стыков труб, содержащее направляющую, снабженную прокладками, которые пригоняются плотно к тру бе, и обеспечивающую точное перемещение тележки со сварочной горелкой 1. Недостатком устройства является ненадежность зацепления, т. е. наруш ние зацепления тележка-направляющая при длительной дксплуатации в полевых условиях ввиду износа как приводных роликов, так и кромки направляющей даже при наличии компенса торов износа и достаточной твердости элементов зацепления. Кроме того, в таком устройстве те лежка со сварочной головкой должна иметь ограниченный вес, превышение которого приводит к проскальзыванию, так как перемещение основано на ис- пользовании сил трения, увеличение веса требует увеличения силы сжатия элементов зацепления, но эта сила, в свою очередь, ограничена механическими свойствами материалов элементов зацепления. Известно также устройство для автоматической сварки неповоротных стыков труб, содержащее две С-образные шарнирно связанные направляющие и по крайней мере две сварочные головки, установленные с возможностью перемещения на направляющих t2. Недостатком устройства с С-образной формой направляющих является большая металлоемкость конструкции при сложной технологии изготовления профиля сборным из двух частей, особенно для диаметров более 1000 мм. Цепью изобретения является повыше- ние надежности зацепления и снижение его металлоемкости. Для достижения этой цели, в устройстве для автоматической сварки неповоротных стыков труб, содержащем направляющую с установленными, на ней с возможностью перемещения сварочными головками с поддерживающими роликами и приводными звездочками, направ ляющая выполнена в виде эластичной ленты и жестко закрепленной на ней с возможностью взаимодействия с привод ными звездочками цепью. На чертеже изображено устройство. Устройство состоит из N сварочных головок 1 с приводом 2, поддерживающих роликов 3 и приводных звездочек , установленных на приводную цепь 5 и эластичную ленту 6 с замыканием вокруг нитки трубопровода 7. На эластичную ленту 6 с помощью стандартных (ГОСТ 8510-72) неравнополочных уголков 8 жестко закреплена приводная цепь 5, например двухрядная цепь типа 2 ПР по ГОСТ 13568-75, образуя направляющую. Приводная цепь 5 лежит на эластич ной ленте 6 и скреплена с неравнополочными уголками 8 осями 9- Уголки скреплены с лентой 6 обычными крепеж ными деталями 10, например винт-гайка. Сумма длин уголков 8 равна или меньше половины длины ленты 6 - необходимое условие сохранения эластич ности направляющей для копирования конфигурации диаметра трубы при ее охвате. Устройство работает следующим образом. Перед сборкой трубы с ниткой трубопровода эластичную ленту 6, как единое целое с приводной цепью 5. ус танавливают на нитку трубопровода 7 в требуемое положение и замыкают, Увеличив расстояние между поддерживающими роликами 3, устанавливают сварочную головку 1 с приводной звездочкой k на приводную цепь 5. Поддерживающие ролики 3 охватывают эластичную ленту 6 с двух сторон, создавая BOSMomHOjCTb перемещения сварочной головки в любом пространственном положении. Вращение звездочки k приводом 2 обеспечивает плавное перемещение сварочной головки 1 с необходимой скоростью и в требуемом направлении (вперед-назад) . Предлагаемое устройство обеспечивает увеличение надежности зацепления с одновременным упрощением технологии изготовления и снижением металлоемкости. Формула изобретения Устройство для автоматической сварки неповоротных стыков труб, содержащее направляющую с установленными на ней с возможностью перемещения сварочными головками с поддерживающими роликами и приводными звездочками, отличающееся тем, что,с целью повышения надежности зацепления, упрощения технологии изготовления и снижения металлоемкости, направляющая выполнена в виде эластичной ленты и жестко закрепленной на ней с возможностью взаимодействия с приводными звездочками цепью. Источники информации, принятые во внимание при экспертизе 1 . Патент США №. 2705629, кл. 219-60, опублик. 1956. 2. Патент США № , кл. 219-60, опублик. 19б5 (прототип).
