Изобретение относится к области изготовления резинотехнических изделий, в частности полых, например надувных резинотканевых изделий. Известен способ соединения полотнищ Г5)И изготовлении крупногабаритных полых изделий, при котором соединяют 11редварительно промазанные клеем полотнища, укладывая на нижнее предварительно сориентированное верхнее полотнище с последующей его прикаткой. На склееные полотнища щ)иклеивают необходимые детали, производят прика-ису по всему склееному контуру и при необходимости производят опудривание отдельных участков готового изделия l . Однако такой способ склейки имеет ряд недостатков, а именно: возможность случайного слипания верхнего полотнища с нижним при наложении, особенно на по лотншлах сложной конфигурации-и значительной длины; возможность образования складок да швах из-за неравномерной вытяжки по периметру кромок верхнего полотнища; возможность взаимного смещения кромок полотнищ в процессе склейки; повышенная трудоемкость изготовления, так как невозможно наложение верхнего полотнища изделия сложной конфигураций и значительной длины на нижнее одним человеком. Наиболее близким к изобретению по технической сущности и достигаемому эффекту является способ соединения полотнищ для изготовления крупногабаритных полых изделий, при котором соединяют предварительно промазанные клеем по контуру изделия полотнища, укладывая 1ФИ этом на нижнее полотнище промежу- точный разделительный слой с последующей укладкой предварительно сориентированного верхнего полотнища и прикаткой соединяемых кромок 2. При таком способе предотвращается возможность слипания промазанных клеем контуров полотнищ до их склейкн. Недостатком такого способа является то, что при изготовлении замкнутых полых изделий npoMe)K:yTu4Hbiif pciaaenHTenbиый слой схзтается внутри изделия, что не всегда является приемлемым.
Кроме того, не обеспечивается точная qpиeнтaция контуров полотнищ, особенно пря изготовлении изделий сложной конфигурацкк к значительной длины, что стккавт качество изделия.
Целью изобретения является повьпиение качества изделий.
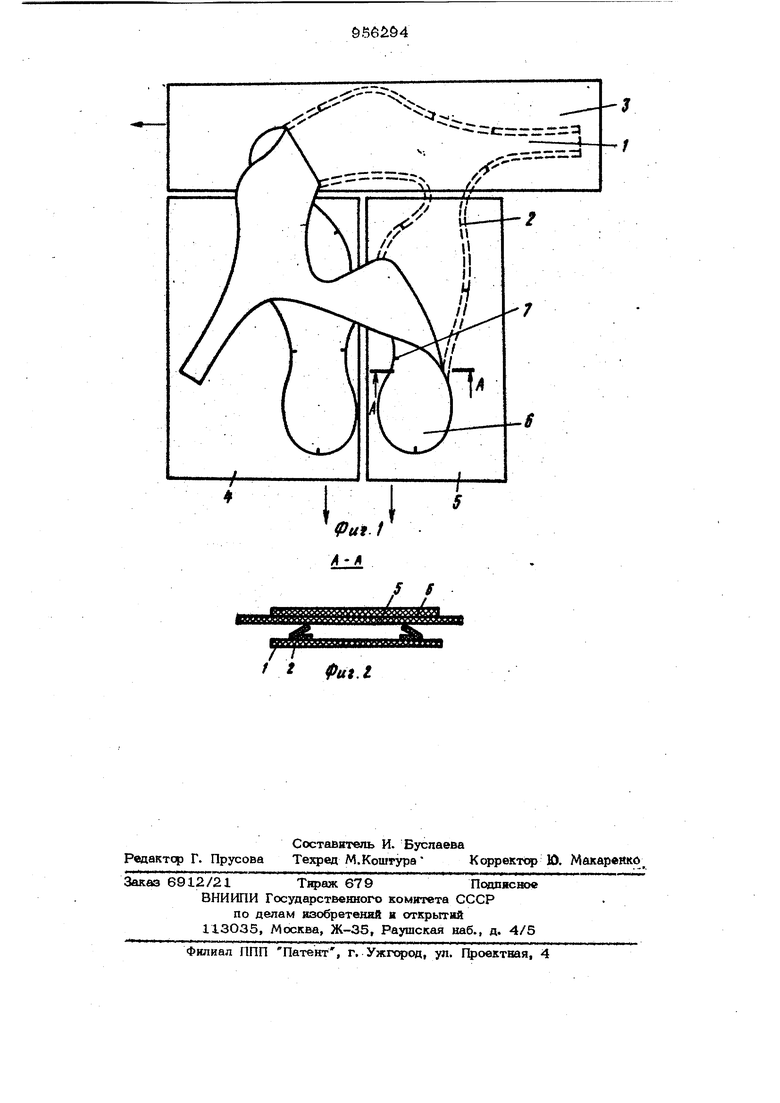
Цель достигается тем. Что в способе, прл котором соединяют предварительно промазанные клеем по контуру изделия полотнища, укладывая при этом на нижнее полотнище промежуточный разделительный 15 слой с последующей укладкой предварительно сориентированного верхнего полот нища и гфикаткоЙ соединяемых кромок, в качестве промежуточного слоя выбираг ют прозрачные пластины, которые перед 1фикаткой полотнищ поочередно удаляют, освобождая соединяемые участки нромок полотшпц. На фиг. 1 изображено изделие сложной конфигурации в омент сборки; на фиг. 2 - разрез А-А на фиг. 1. Способ осуществляют следующим образом. На нижнее полотнище 1 по предварительно размеченному и промазанному клеем контуру накладывают герметиз1фу;ющую пенту 2, сложенную вдвое, сгиб которой обращают .в сторону ракгового щва. В другом варианте ВОЗМОЕКНО изготовление полого надувного изделия без герметизирующих лент за счет надежной склейки щюмазЬнвых участков полотнищ. Затем на нижнее полотнище укоадывают про межуточный слой в виде проар&чкьа. пласти 3-5, например из органического стекла, перекрывающих всю поверхность нижнего полотнища. На органическое стекло накладыва ют верхнее полотнище б, предварительно пр Мазанное клеем по намеченному контуру, ёерхнее полотнище накладывают На стекjap и передвигают по нему таким образом чтобы были сориент1фованы в через органическое стекло линии контуров полотнищ и контрольные меЧчси 7, нанесенные на верхнее и нижнее полотнищ АдгезИя между стеклом и клеевой поверхностью незначительна и .позволяет передвигать органическое стекло по клеевой поверхности. Затем пластины 3-5, поочередно сдвигая, удаляют освобождая соединяемые участки кромок полотнищ.
Один из вариантов направления ДВ1{ения частей стекла при склейке показан стрелками на фиг. 1.
Таким образом, достигается точное, без перекосов и случайного слипания
совмещение по периметру линий контуров склеиваемых полотнищ. На склееные полотншца пршфеивают необходимые детей ли, производят 1фикатку по всему склееному контуру и при необходимости проиэводят опудривание отдельных участков готрвого полого изделия. Применение прозрачной пластины, например органического стекла, при склейке особоответствейных изделий, связанных с жизнью человека, например протнвопервгрузочных камер и спасательных поясов, позволит увеличить точность склейки и улучшить внещний вид в качество изделия. Формула изобретения Способ соединения полотнищ для изготовления крупногабаритных поль1Х ВЕЗделий, при котором соединяют предварительно громазанные клеем по контуру изделия тюлотнища, укладывая Щ)И этом на нижнее полотнище {фомежуточный разделитель НЬ1Й слой, с последующей укладкой предва;рительио сфиентированного верхнего полотнища и прикаткой соединяемых кромок, отличающийся тем, что, с целью повьшёния качества изделий, в качестве 1чзомежуточного слоя выб|фают прог Дачные пластины, которые, перед прикаткой полотнищ поочередно удаляют освобождая соединяемые участки кромок полотнищ. Источники информации, принятые во внимание экспертизе 1.Лепетов В. А. Резиновые технические изделия. М., Химия, 1976, с. 226. 2.Заявка ФРГ № 2259181, кл, В 29 Н 8/00, онублик. 1975. (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК ИЗ ПРОРЕЗИНЕННЫХ ТКАНЕЙ | 1972 |
|
SU434023A1 |
| НАДУВНАЯ ЛОДКА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1991 |
|
RU2046729C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОТКАНЕВЫХ ИЗДЕЛИЙ | 1992 |
|
RU2044654C1 |
| Линия для сборки крупногабаритных резинотехнических изделий | 1977 |
|
SU738895A1 |
| Установка для сборки крупногабаритных резинотехнических изделий | 1978 |
|
SU739835A1 |
| Способ изготовления резинотехнических изделий | 1990 |
|
SU1782772A1 |
| Способ изготовления переплетной крышки и устройство для его осуществления | 1990 |
|
SU1757915A1 |
| Способ изготовления одежды | 1968 |
|
SU458965A3 |
| Способ изготовления детали мебели | 2024 |
|
RU2839992C1 |
| СПОСОБ СКЛЕИВАНИЯ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 2011 |
|
RU2454379C1 |