Натрий фосфорнокислый двузамещенный120-140
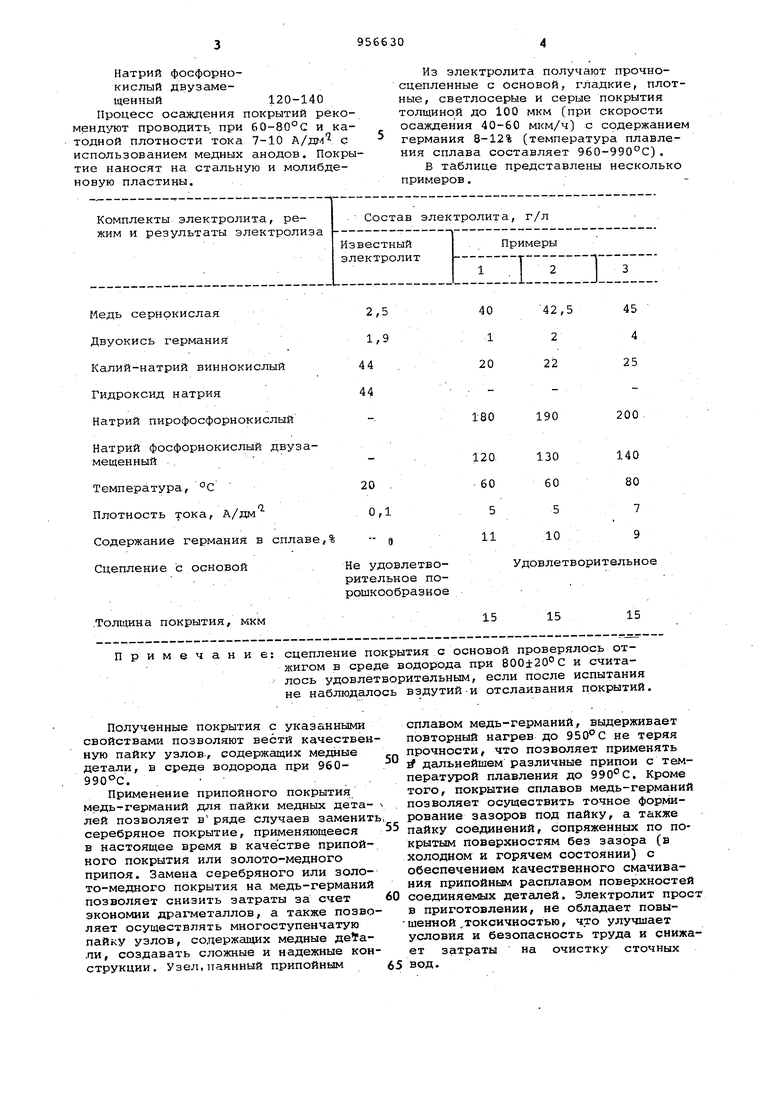
Процесс осажления покрытий рекомендуют проводить при 60-80°С и катодной плотности тока 7-10 А/дг/j с использованием медных анодов. Покрытие наносят на стальную и молибденовую пластины.
Из электролита получают прочносцепленные с основой, гладкие, плотные, светлосерые и серые покрытия толщиной до 100 мкм (при скорости осаждения 40-60 мкм/ч) с содержанием германия 8-12% (температура плавления сплава составляет 960-990°С).
В таблице представлены несколько примеров.

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯ ИЗ МАГНИЯ И ЕГО СПЛАВОВ | 1999 |
|
RU2150534C1 |
| Электролит для осаждения сплава никель-бор | 1990 |
|
SU1784664A1 |
| Электролит меднения | 1981 |
|
SU1035097A1 |
| Водный электролит меднения | 1982 |
|
SU1113429A1 |
| Электролит для меднения алюминия и его сплавов | 1990 |
|
SU1705416A1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОГО МЕДНЕНИЯ СТАЛЬНОЙ ПРОВОЛОКИ ПЕРЕД ВОЛОЧЕНИЕМ | 1994 |
|
RU2081210C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНЫХ ИЗДЕЛИЙ И СПОСОБ ПОДГОТОВКИ СБОРНЫХ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЯ НА ИХ ПОВЕРХНОСТИ | 2011 |
|
RU2460162C1 |
| Электролит для осаждения покрытийиз СплАВА ОлОВО-СВиНЕц | 1979 |
|
SU831874A1 |
| ЭЛЕКТРОЛИТ ДЛЯ МЕДНЕНИЯ АЛЮМИНИЯ И ЕГО СПЛАВОВ | 1994 |
|
RU2094543C1 |
| СПОСОБ ГАЛЬВАНИЧЕСКОГО НАНЕСЕНИЯ МЕТАЛЛИЧЕСКИХ ПОКРЫТИЙ | 2012 |
|
RU2509832C2 |
Медь сернокислая Двуокись германия Калий-натрий виннокислый Гидроксид натрия Натрий пирофосфорнокислый
Натрий фосфорнокислый двузамещенный .
Температура, С Плотность тока. А/дм Содержание германия в сплаве Сцепление с основой
.Толщина покрытия, мкм Примечание: Полученные покрытия с указанными свойствами позволяют вести качествен ную пайку узлов, содержащих медные детали, в среде водорода при 960990°С. . Применение припойного покрытия медь германий для пайки медных деталей позволяет в ряде случаев заменит серебряное покрытие, применяющееся в настоящее время в качестве припойного покрытия или золото-медного припоя. Замена серебряного или золото-медного покрытия на медь-германий позволяет снизить затраты за счет экономии драгметаллов, а также позво ляет осуществлять многоступенчатую пайку узлов, содержащих медные де Гали, создавать сложные и надежные кон струкции . Узел,паянный припойным
45
40 42,5
2,5
4
1 2 1,9
25 20 22
200
180
190
140
120130
80
6060
0 .
7
55
9
1110
Удовлетворительное
Не удовлетворительное порошкообразное
15
15
15 сцепление покрытия с основой проверялось отжигом в среде водорода при 800±20°С и считалось удовлетворительным, если после испытания не наблюдалось вздутий-и отслаивания покрытий. сплавом медь-германий, выдерживает повторный нагрев до 950С не теряя прочности, что позволяет применять дальнейщем различные припои с температурой плавления до 990°С. Кроме того, покрытие сплавов медь-германий позволяет осуществить точное формирование зазоров под пайку, а также пайку соединений, сопряженных по покрытым поверхностям без зазора (в холодном и горячем состоянии) с обеспечением качественного смачивания припойным расплавом поверхностей соединяемых деталей. Электролит прост в приготовлении, не обладает повышенной ..токсичностью, что улучшает УСЛОВИЯ и безопасность труда и снижает затраты на очистку сточных вод.
Формула изобретения Электролит для осаждения покрытий из сплава медь-германий, содержащий медь сернокислую, двуокись германия и калий-натрий виннокислый, о т л ичающийся тем, что, с целью получения плотных прочносцепленных с основой покрытий повышенной толщины, он дополнительно содержит пирофосфорнокислый и фосфорнокислый двузамещенный натрий при следующем соотношении компонентов, г/л:
Медь сернокислая40-45
Двуокись германия1-4 Калий-натрий
виннокислый 20-25
Натрий Пирофосфорнокислый . 180-200 Натрий фосфорнокислый двузамещенный120-140
Источники информации, принятые во внимание при экспертизе
phem., 1936, 229, z. 146-160.
