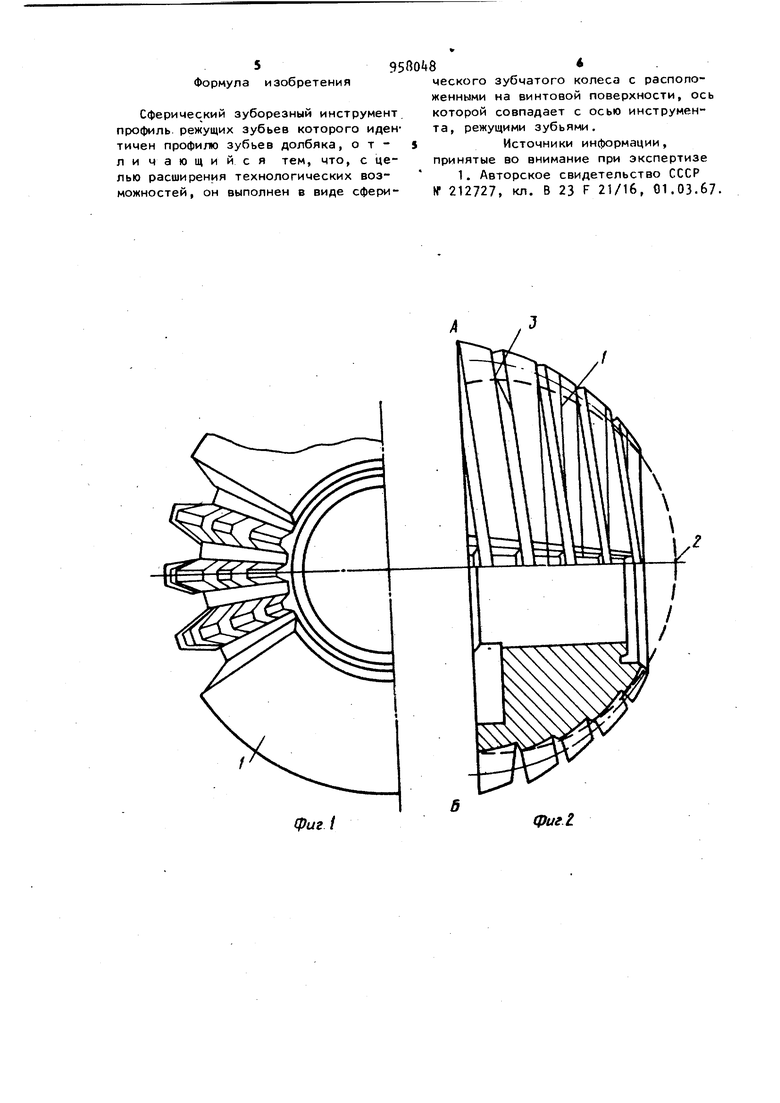
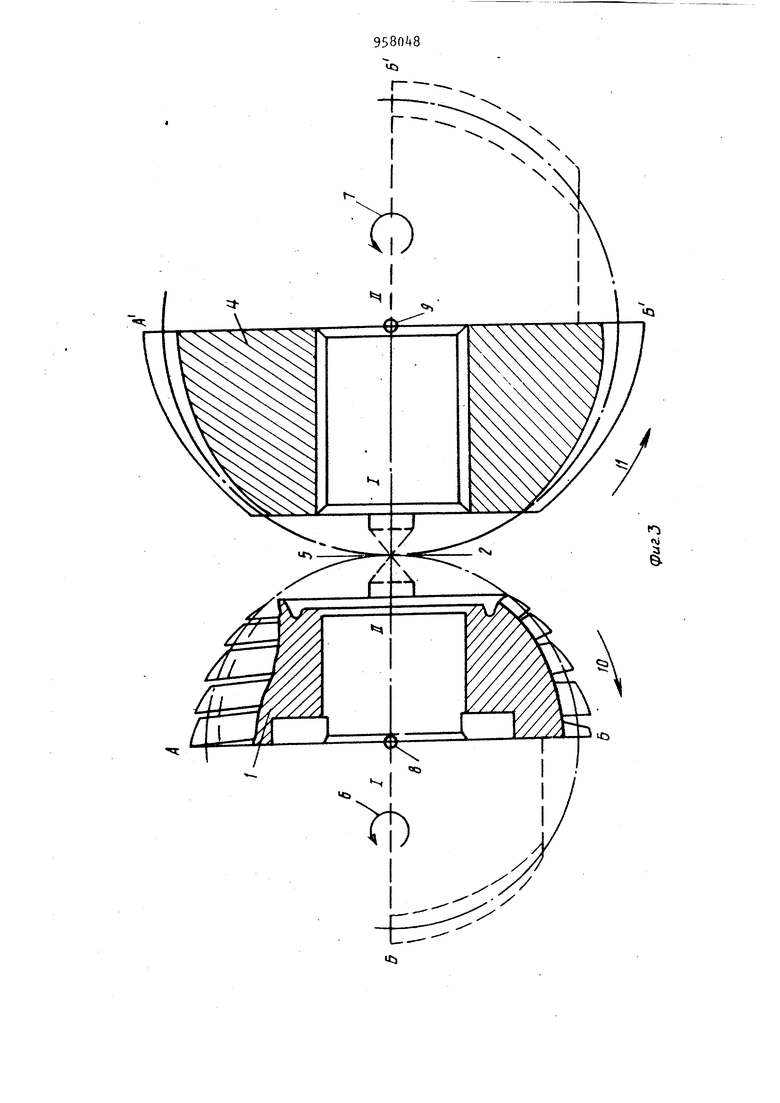
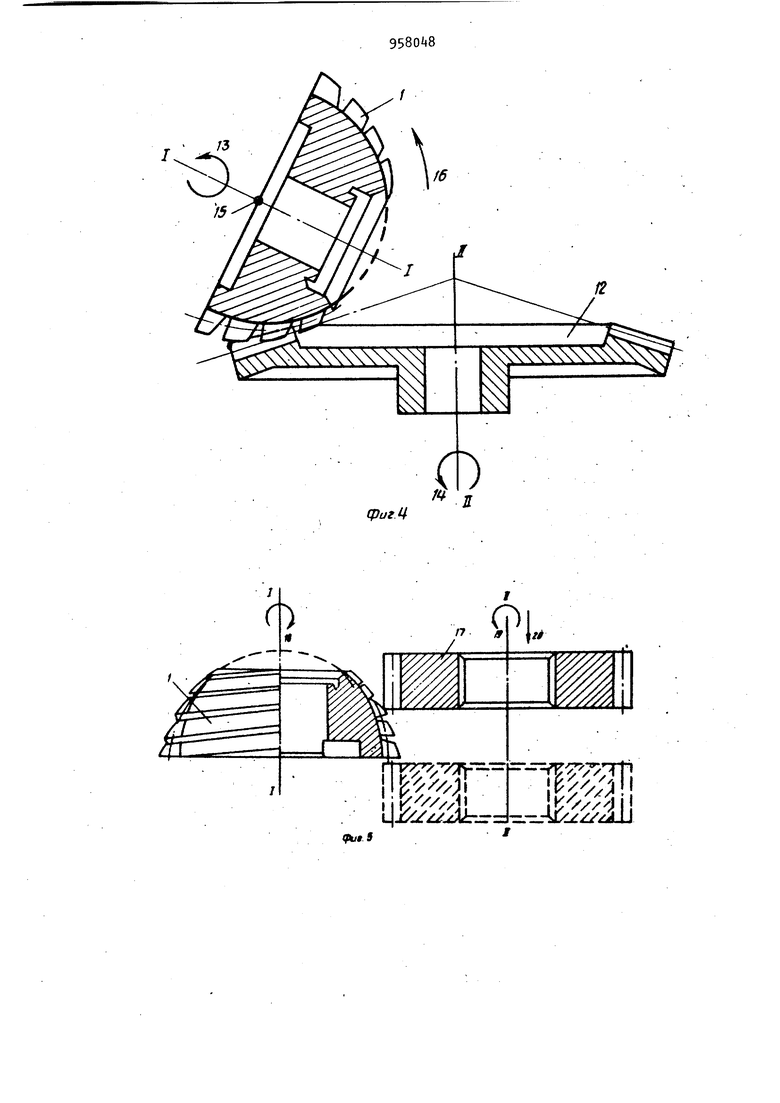
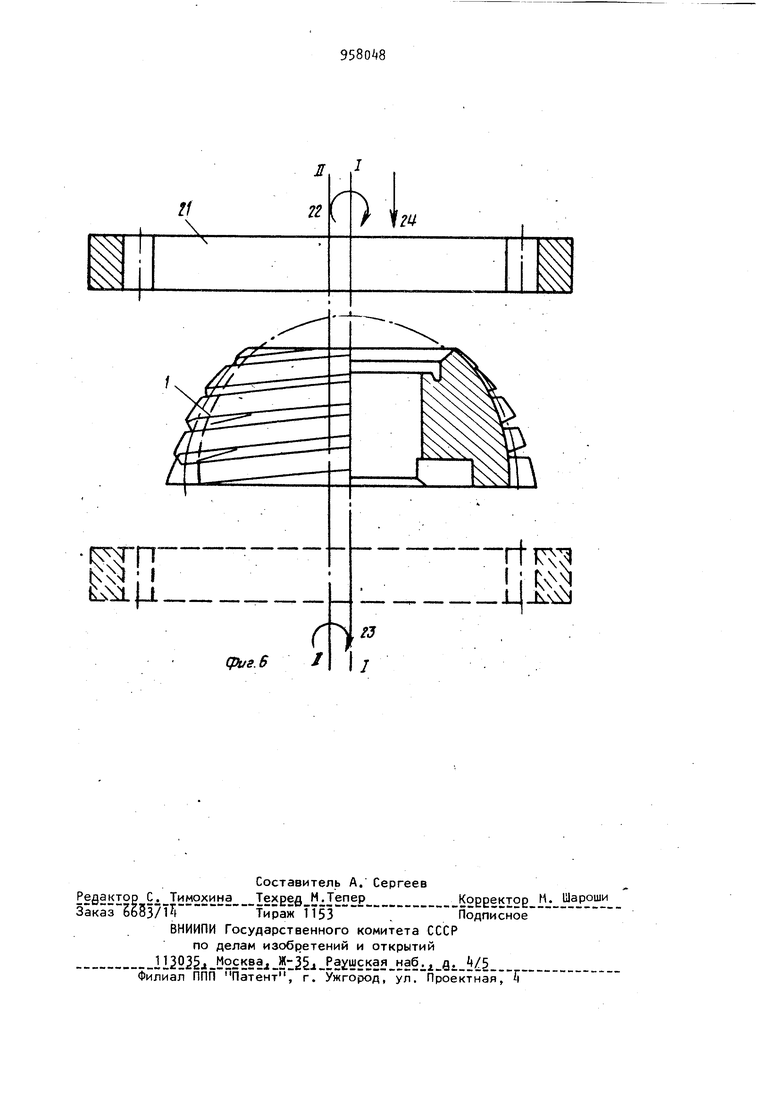
3. 9 Нарезание сферического зубчатого колеса происходит следующим образом. На шпинделе станка закрепляют сферический -зуборезный инструмент 1 (фиг. З), на оправке вращающегося стола устанавливают заготовку k сферического колеса. Инструмент и заготовку устанавливают так, чтобы они соприкасались друг с другом- полюсами 2 и 5 , а оси 1-1, 11-11 вращения инструмента и заготовки находились бы на одной прямой. Инструмент и заготовку связывают гитарами обкатки и перекатки. Инструменту и заготовке гитарой обкатки сообщают вращательные движения вокруг оеей I-I и ТТ-1Г по направлениям 6 и 7. Вращение по направлению 6 осуществляют в сторону восхождения винтовой канавки инструмента. Одновременно с этим гитарой пе рекатки инструменту и заготовке сообщают обоюдное перекатывание, в общем виде со скольжением, вокруг осей, проходящих в точках 8 и 9, перпендикулярно осям 1-1, II-IT, по направлениям 10 и 11 таким образом, чтобы в конце перекаточиого движения диаметральные плоскости А-Б, Л -Г) инструмента и заготовки расположились бы в плане на одной линии Б-в. Скорость перекаточного движения малая по сравнению со скоростью обкаточного движения; за одну перекатку инструмента заготовка совершает несколько оборотов. Таким образом обеспечивают наступательные.движения режущих кромок инструмента и постепенную прорезку впадин зубьев. Нареза.ние зубьев конических зубча тых колес осуществляется следующим образом. На шпинделе станка закрепляют сфе рический зуборезный инструмент 1 (фиг. ) , на оправке вращающегося сто ла закрепляют заготовку 12 конического колеса. Инструмент и заготовку свя зывают гитарами обкатки, а инструмент снаб.ают гитарой перекатки. Заготовку подводят к тому модулю зуборезного инструмента, величина которого соответствует внутреннему модулю заготовки. Инструменту и заготовке гитарой обкатки сообщают вращения вокруг осей Т-1, II-II по направлениям 13 и . Вращение по направлению 13 осущестгзляют в сторону восхождения винтовой канавки инструмента. Одновременно с этим гитарой перекатки инст84рументу сообщают перекаточное движение вокруг оси, проходящей в точке 15 перпендикулярно оси -1-1 по направлению 16. Перекатку инструмента осуществляют таким образом, чтобы в конце перекатки величина модуля инструмента соответствовала наружному модулю заготовки. Скорость перекаточного движения малая по сравнению со скоростью обкаточного движения, чем обеспечивается наступательное движение режущих кромок инструмента и постепенная прорезка впадин зубьев. Нарезание цилиндрических колес осуществляется следующим образом, На шпинделе станка закрепляют сферический зуборезный инструмент 1 (фиг. 5) на оправке вращающегося стола - заготовку 17 цилиндрического зубчатого колеса наружного зацепления, Инструмент и заготовку связывают гитарой обкатки. Инструменту и заготовке гитарой обкатки сообщают вращательные движения вокруг осей L-I, tl-JI по направлениям 18 и 19- Вращение инструмента в направлении 18 осуществляют в сторону восхождения винтовой канавки инструмента. Одновременно с Э.ТИМ заготовке сообщают медленную подачу вдоль оси IT-Л по направлению 20. При нарезании цилиндрического колеса внутреннего зацепления на вращающемся столе закрепляют заготовку 21 (фиг. 6) ..Инструменту и заготовке сообщают вращательные движения вокруг осей I-I, Il-It по направлениям 22 и 23. Одновременно с этим заготовке сообщают медленную подачу вдоль оси 11-11 по направлению 2k, Вращение инструмента по направлению 22 осуществляют в сторону восхождения винтовой канавки инструмента. Подача заготовок Г/ и 21 в направлении 2k должна быть мала по сравнению со скоростью обкаточного движения. Этим обеспечивается наступательное движение режущих кромок инструмента и постепенная прюрезка впадин зубьев. Предложённый сферический зуборезный инструмент в еилу своей универсальности сможет заменить известные конструкции, предназначенные специально для обработки конкретных зубчатых колес, и тем самым сократить расходы на изготовление и хранение специального инструмента. Формула изобретения Сферический зуборезный инструмент профиль режущих зубьев которого иден тичен профилю зубьев долбяка, отличающийся тем, что, с целью расширения технологических возможностей, он выполнен в виде сфери958 ческого зубчатого колеса с расположенными на винтовой поверхности, ось которой совпадает с осью инструмента, режущими зубьями. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 212727, кл. В 23 F 21/16, 01.03.67
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для нарезания винтовой резьбы | 1937 |
|
SU53935A1 |
| Зубострогальный станок | 1991 |
|
SU1815022A1 |
| Зуборезный станок | 1981 |
|
SU986657A1 |
| Зуборезный станок для нарезания конических колес | 1991 |
|
SU1815025A1 |
| Способ обработки зубчатых колес | 1990 |
|
SU1797530A3 |
| Зубострогальный станок для нарезания конических колес | 1990 |
|
SU1808534A1 |
| Приспособление для нарезания червяков обкаткой долбяками на токарных станках | 1959 |
|
SU129463A1 |
| Способ изготовления обкаточного инструмента | 1980 |
|
SU986658A1 |
| Станок для нарезания конических зубчатых колес с эвольвентными продольными очертаниями зубцов посредством шестернеподобного инструмента методом обкатки | 1948 |
|
SU82667A1 |
| Станок для нарезания конических шестерен со спиральным зубом | 1948 |
|
SU82671A1 |
Л
Г)
11 22 р-рL lpL-Cfhts.B
7 I i А-Ч: -А
