(5) УСТРОЙСТВО для ПОЛИРОВАНИЯ плоских
ПОВЕРХНОСТЕЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки стеклянных заготовок фотошаблонов | 1981 |
|
SU952617A1 |
| Устройство для прецизионной обработки стеклянной пластины | 1989 |
|
SU1691080A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2030284C1 |
| СЕПАРАТОР К ПЛОСКОДОВОДОЧНОМУ СТАНКУ | 1991 |
|
RU2032521C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУР КРЕМНИЙ-НА-ИЗОЛЯТОРЕ | 1999 |
|
RU2173914C1 |
| Автоматическая линия для обработки сферических поверхностей, например экранов электронно-лучевых трубок | 1959 |
|
SU124829A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОТОЧНЫХ ЦИЛИНДРИЧЕСКИХ МИКРОЛИНЗ С РАЗЛИЧНЫМ ПРОФИЛЕМ СЕЧЕНИЯ | 2007 |
|
RU2355652C2 |
| Способ изготовления основы информационного диска | 1988 |
|
SU1656590A1 |
| Способ получения суспензии для полирования стеклянных пластин | 1986 |
|
SU1420933A1 |
| СПОСОБ ПОЛУЧЕНИЯ ФОТОШАБЛОННЫХ ЗАГОТОВОК | 2005 |
|
RU2307423C2 |
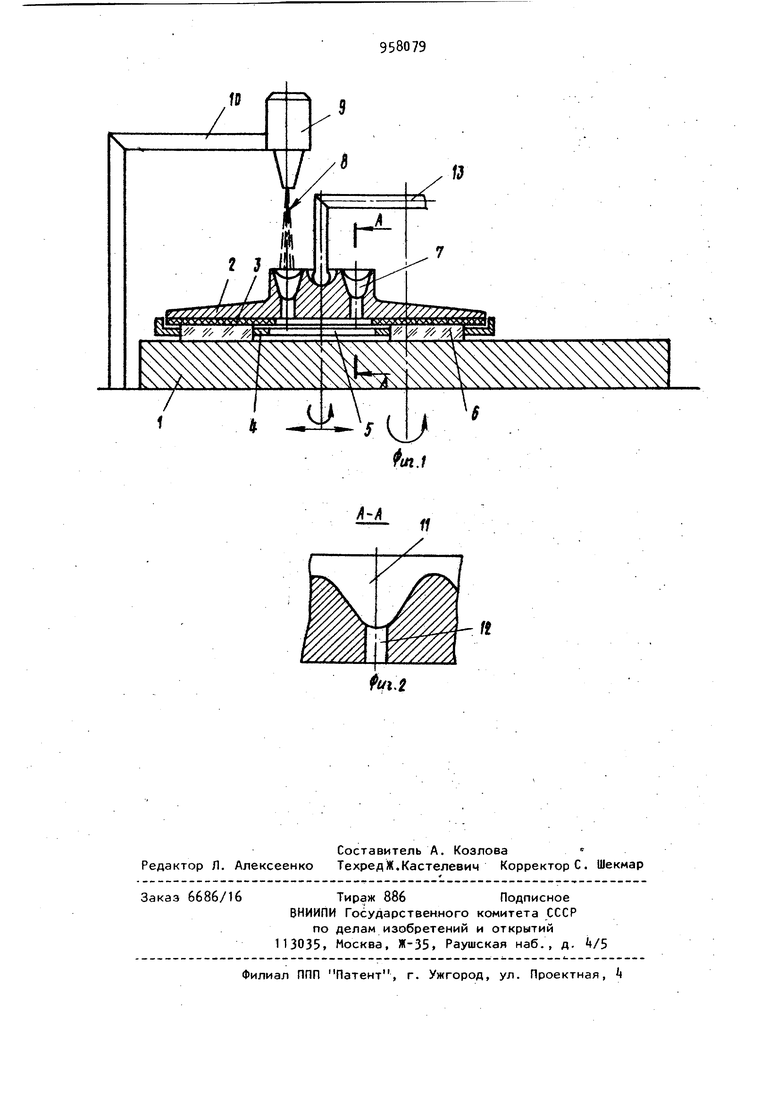
. Изобретение относится к абразивной обработке и может быть использовано при производстве полупроводниковых приборов для полирования плоских поверхностей. Известно устройство для бесприклеечной полировки деталей, содержащее полировальный блок, выполненный в виде нажимного диска с емкостью для размещения рабочего состава и отверстиями для подачи его в рабочую зону, демпфирующей прокладки и сепаратора с окнами для размещения заготовок 1 Недостатком данного устройства является налипание твердых частиц рабочего состава на дно емкости. Цель изобретения - повышение эффек тивности подачи рабочего состава в зо ну обработки. Поставленная цель достигается тем что дно емкости выполнено волнообразным, а отверстия для подачи рабочего состава расположены во впадинах дна. На фиг. 1 изображено предлагаемое устройство-, общий вид в разрезе; на фиг. 2 - разрез А-А на фиг. 1 . На вращающемся инструменте-шлифовальнике -1 установлен полировальный блок, состоящий из нажимной плиты 2, демпфирующей прокладки 3, под которой размещен сепаратор А с центральным сквозным отверстием 5 и окнами, в которых размещены стеклянные, заготовки 6. На нажимной плите 2 выполнена емкость 7 для приема доз 8 полировальной суспензии, истекающей из капельницы 9, закрепленной на кронштейне 10 с таким расчетом, что когда полировальный блок находится в отведенном от капельницы 9 крае шлифовальника 1 доза суспензии свободно падает на верхнюю поверхность шлифовальника 1. При нахождении полировального блока под капельницей 9 до за полировальной суспензии падает в емкость 7. Дно емкости 7 выполнено волнообразным, во впадинах 11 размещены каналы 12, по которым доза.8 полировальной суспензии перетекает в прост ранство центрального сквозного отверстия 5 сепаратора k и падает на рабочую поверхность шлифовальника I со стороны, расположенной ближе к центру вращения полировального бло ка стеклянной заготовки. Во время подготовки рабочего процесса на предварительно смоченный по лировальной суспензией шлифовальник 1 устанавливается сепаратор Ч, в кон цах которого размещаются стеклянные заготовки 6.На стеклянные заготовки 6 накладывается демфирующая прокладка 3 и нажимная плита 2, в осевое гнездо которой вставляется рычаг поводка 13. , Для проведения рабочего процесса приводится во вращение шлифовальник i и в возвратно-поступательное движение поводок 13, который перемещает полировальный блок по шлифовалвнику 1 за счет разности сил трения, возникающих между соприкасающимися поверхностями шлифовальника 1 и обраба тываемых стеклянных заготовок 6, при водится во вращение полировальный блок. Включается в работу капельница 9j дозы 8 полировальной суспензии попадают на верхнюю поверхность шлифовальника 1 поочередно: на открытую поверхность - при отведенном от капельницы 9 полировальном блоке,в емкость 7 при расположении полироваль ного блока под капельницей 9. Доза 8 полировальной суспензии, попадая в емкость 7, стекает по наклонной поверхности волнообразного дна в канал 12. Далее она падает на поверхность шлифовальника 1 и захватывается поверхностью стеклянной заготовки, расположенной ближе к центру вращения полирова/Тьного блока. Попадание свежего раствора поочередно то с одной стороны полируемой поверхности, то с другой обеспечивает повышение точности и чистоты обрабатываемых поверхностей, производительности оборудования и повышение процента выхода годных изделий, а выполнение для емкости волнообразным обеспечивает более быстрое стекание, суспензии и устраняет налипание твердых частиц на стенках емкости. Формула изобретения Устройство для полирования плоских поверхностей, содержащее полировальный блок, выполненный в виде нажимного диска с емкостью для размещения рабочего состава и отверстиями для подачи его в рабочую зону, демпфирующей пргокладки и сепаратора с окнами для размещения заготовок. ЛИ ч ающее ся тем, что, с целью повышения эффективности подачи рабочего состава, дно емкости выполнено волнообразным, а отверстия для подачи рабочего состава расположены во впадинах дна. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР tf 703315, кл. В 2i В 37/Oi, 1976.
