Изобретение относился к абразивной обработке плоских поверхностей деталей и может быть использовано в оптике и микроэлектронике, в частности при обработке стеклянных пластин для прецизионных фо- тошаблоноа, устройств записи информации и обработке полупроводниковых пластин. имеющих большие габариты при малой жесткости (менее 400 ),
Цель изобретения - повышение качест- ч и плоскостности обрабатываемых пла- стин.
На фиг. 1 изображено сечение устройства; на фиг, 2 - устройство, вид сверху.
Устройство для прецизионной обработ- ки стеклянной пластины содержит нижний полировальный диск 1, на который устанавливают сепаратор 2 с размещенной в нем пластиной - деталью 3, верхний прижимной диск 4 с неподвижно закрепленной на нем сплошной демпфирующей прокладкой 5. ГЗерхний диск и сепаратор с пластиной ох- рзтывает кольцевой держатель 6, соединен ный с верхним диском штифтом 7 Держатель приводится в движение от при- водного ролика 8 и поддерживается на полировальном диске роликами 9.
Устройство работает следующим образом.
Обеспечивается вращение нижнему ди- ку 1 за счет привода станки. Верхний шар- ii/.рно закрепленный прижимной диск 4 создает необходимое рабочее давтение. Обработка нижней стороны пластины 3, усыновленной в сепараторе 2, осуществляет - ся за с«ет ее перемещения по нижнему г -rev, под действием вращающего момента, возникающего вследствие раз-юсти линейных скоростей движения различных точек нижнего диска 1 с различными радиусами, и вращения сепаратора с деталью 3 внутри кольцевого держателя в направлении, совпадающем с направлением вращения нижнего диска. Одновременно приводной ролик 8 .передает вращающий момент на кольцевой держатель Б, который, 8 свою очередь, с помощью штифта 7 передает вра- щаюший момент на верхний прижимной диск 4 с неподвижной демпфирующей прокладкой 5,
Направление вращения верхнего диска с демпфир ющей прокладкой является противоположным вращению нижнего диска За .ет этого происходит дополнительная обра- оогка верхней поверхности пластины, улучша- ющау ее качество. Выполненное в сепараторе отверстие под пластину с эксцентриситетом,
t
равным Ј -(-б,) О Х (Dl D) создает возможность дополнительного lie
ремещения пластины относительно нижнего и верхнего дисков. Суммарные траектории движения всех точек поверхностей пластины относительно поверхностей как нижнего, так и верхнего дисков тем самым усложняются и достигается более плотное и равномерно е распределение траекторий движения всех точек обрабатываемой пластины на поверхностях нижнего и верхнего дисков. В результате достигается более равномерное воздействие различных участков поверхности дисков на микрообласти поверхностей стекла, снижаются температурные перепады по локальным зонам пластины, не происходит ее коробление. Это приводит к улучшению качества верхней и нижней поверхностей пластины, улучшает их плоскостность, устраняет присушку абразива на верхней поверхности пластины. Кроме того, в данном устройстве абразивная суспензия, подаваемая устройством подачи, удерживается в пакете кольцевым держателем, препятствующим ее стеканию с поверхности нижнего диска. При этом суспензия равномерно растекается внутри пакета по поверхности дисков. Это способствует равномерному насыщению абразивом поверхностей дисков, чем улучшается качество обработки пластины и ее плоскостность.
Выполнение в сепараторе отверстия под пластину с эксцентриситетом Ј менее
0,04 D
плотности и равномерности распределения траекторий движения всех точек обрабатываемой пластины поверхности верхнего и нижнего дисков. В результате ухудшается плоскостность обрабатываемой пластины до 27 мкм.
Выполнение в сепараторе отверстия под пластину с эксцентриситетом Ј более
7ГпТт гГ (Di - D) вызывает неравномерU,) 1 Ј. и/
ность нагрузки по поверхности пластины, что приводит к короблению пластины, в результате край пластины периодически по своему контуру выгибается вверх. Это приводит к ухудшению плоскостности пластины (неплоскостность до 31 мкм, одна сторона ее имеет завалы на краях, другая скосы) и увеличивается бой пластин до 8,3%.
Кроме того, в результате коробления пластины в процессе обработки меняется удельное давление в локальных областях поверхности пластины. Это приводит к ухудшению качества поверхности пластины, увеличению дефектов полировки до 31.4%.
Пример. Стеклянные пластины из известково-силикатного стекла размером от
(Di - D) вызывает уменьшение
I
Щиг.г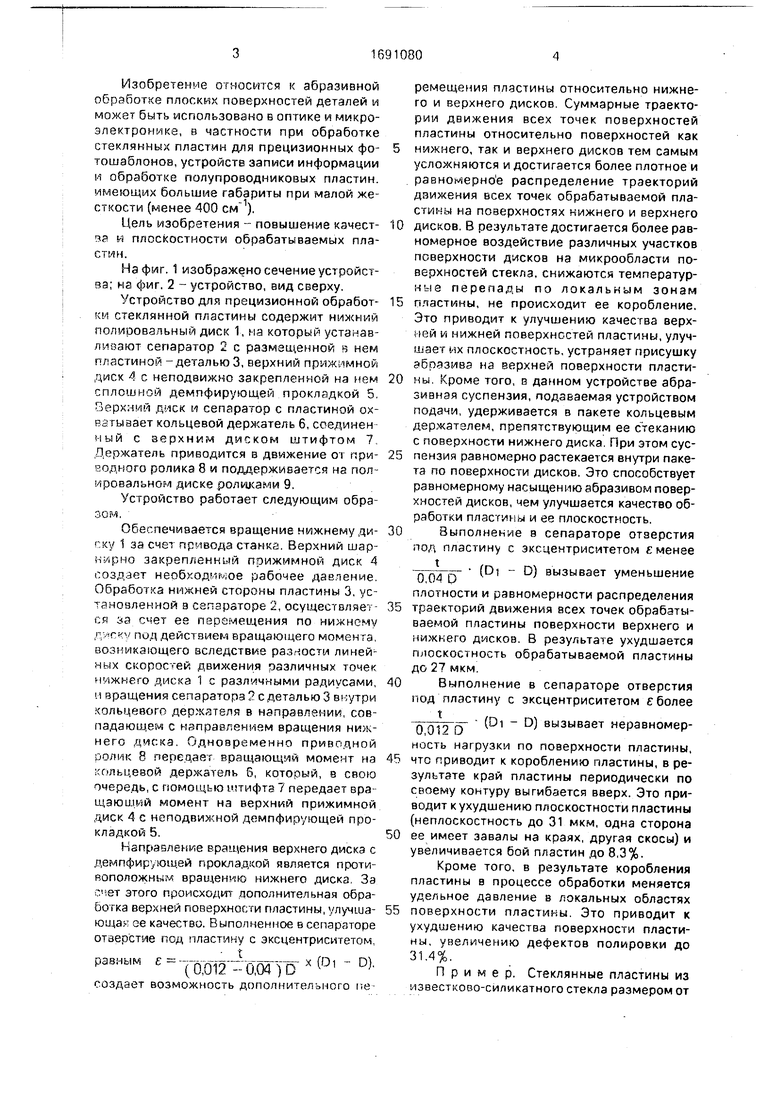


| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для обработки стеклянных заготовок фотошаблонов | 1981 |
|
SU952617A1 |
| Устройство для обработки плоских поверхностей деталей | 1976 |
|
SU703315A1 |
| УСТРОЙСТВО ДЛЯ ОДНОСТОРОННЕЙ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1992 |
|
RU2030284C1 |
| СЕПАРАТОР К ПЛОСКОДОВОДОЧНОМУ СТАНКУ | 1991 |
|
RU2032521C1 |
| СПОСОБ УТОНЬШЕНИЯ ФОТОЧУВСТВИТЕЛЬНОГО СЛОЯ МАТРИЧНОГО ФОТОПРИЕМНИКА | 2013 |
|
RU2536328C2 |
| Устройство для обработки плоских поверхностей | 1983 |
|
SU1119831A1 |
| СПОСОБ ПРАВКИ ПРИТИРОВ НА ДВУХДИСКОВЫХ ДОВОДОЧНЫХ СТАНКАХ | 2001 |
|
RU2202462C2 |
| СПОСОБ ОБРАБОТКИ ПЛОСКИХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 1991 |
|
RU2032522C1 |
| Способ нагружения деталей при обработке плоских поверхностей | 1989 |
|
SU1768374A1 |
| МАТЕРИАЛ | 1992 |
|
RU2022768C1 |

Изобретение относится к абразивной обработке плоских поверхностей деталей из стекла, полупроводников и др. материалов и может быть использовано в оптике и микроэлектронике. Цель изобретения - повышение качества плоскостности поверхности крупногабаритных пластин жесткостью менее 400 см . Устройство для прецизионной обработки стеклянной пластины содержит нижний диск 1, на который устанавливается сепаратор 2 с пластиной 3, верхний прижимной диск 4 с неподвижной сплошной демпфирующей прокладкой 5. Верхний диск и Vta.1 сепаратор с пластиной охватывает кольцевой держатель , единенный с верхним диском штифтом , Держатель приводится в движение от пр/. .л.нэго ролика 8 и поддерживается роликом. Особенностью устройства является то, что оно снабжено кольцевым держателем, свободно лежащим на нижнем диске и охватывающим соединенный с ним верхний диск с неподвижно закрепленной на нем демпфирующей прокладкой и сепаратор с пластиной, причем центр отверстия под пластину в сепараторе расположен с эксцентриситетом (е) относительно верхнего прижимного диска, равным Ј t: 6,012- -0,04)D -(Di-D), где D-диаметрописанной окружности отверстия в сепараторе под с пластину жесткостью менее 400 , DI - диаметр верхнего прижимного диска, t - толщина сепаратора. Данное устройство позволяет повысить качество и плоскостность, обрабатываемых пластин за счет усложнения траекторий их движения по полировальным дискам, увеличить процент выхода годных деталей. 1 табл., 2 ил. 8 СО с о ю о 00 о
Составитель Б.Камка Редактор М.Кобылянская Техред М.Моргентал
Заказ 3891ТиражПодписное
ВНИИПИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., 4/5
Производственно-издательский комбинат Патент, г. Ужгород, ул.Гагарина, 101
Корректор Т Палий
200 х 200 до 300 х 300 мм с толщиной 2-3 мм обрабатывают с помощью предлагаемого устройства. В качестве полировального материала и материала неподвижной демпфирующей прокладки используют синтетический материал поливел.
В качестве полировального состава используют суспензию на основе Се02. Время полирования 20 мин. Величину неплоскостности поверхностей заготовок по- еле обработки определяют с помощью бесконтактного лазерного интерферометра и пневматического измерителя неплоскостности или прибора для измерения плоскостности ЭМ-649, чистоту поверхности после 15-тиступенчатой ультразвуковой отмывки и сушки в парах изопропилового спирта - визуальным контролем в проходящем и отраженном свете УФ-источника. Дефект маскирующего слоя контролируют при 50х увеличении под микроскопом МБС-2.
Результаты обработки стеклянных пластин в предлагаемом устройстве и в устройстве-прототипе приведены в таблице.
Примеры 1 -5 показывают достижение поставленной цели. Примеры 6 и 7 - выход за пределы соотношения размеров, указанных в формуле. Примеры 8 - 10 - по прототипу.
Из приведенных примероз видно, что использование предлагаемого изобретения позволяет обеспечить обработку крупногабаритных стеклянных пластин жесткостью менее 400 с неплоскостностью до 14 мкм, снизить дефектность полировки (ла- сины, царапины, выколы, натиры, присушка
абразива) до 26,0% по сравнению с прототипом (примеры 8-10), а также уменьшить бой стеклянных пластин до 1,8% по сравнению с прототипом,
При выходе за указанные предельные значения (примеры 6 и 7) цель изобретения не достигается.
Формула изобретения Устройство для прецизионной обработки стеклянной пластины, содержащее верхний прижимной диск, расположенную под ним демпфирующую прокладку, сепаратор с отверстием для пластины, нижний полировальный диск и средство подачи абразивной суспензии, отличающееся тем, что, с целью повышения качества поверхности и плоскостности обрабатываемой пластины, устройство снабжено кольцевым держателем свободно размещенным на нижнем полировальном диске и охватывающим верхний прижимной диск с неподвижно закрепленной на нем сплошной демпфирующей прокладкой и сепаратор, причем кольцевой держатель связан с прижимным диском, а ось отверстия сепаратора расположена с эксцентриситетом е относительно оси верхнего прижимного диска, определяемым выражением
f(Pt-D) (0,012-0.04)0
где D -диаметр отверстия в сепараторе для обрабатываемой пластины, мм;
DI -диаметр верхнего прижимного диска, мм;
t - толщина сепаратора, мм.
| Устройство для обработки стеклянных заготовок фотошаблонов | 1981 |
|
SU952617A1 |
| кл | |||
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
| Приспособление для установки двигателя в топках с получающими возвратно-поступательное перемещение колосниками | 1917 |
|
SU1985A1 |
