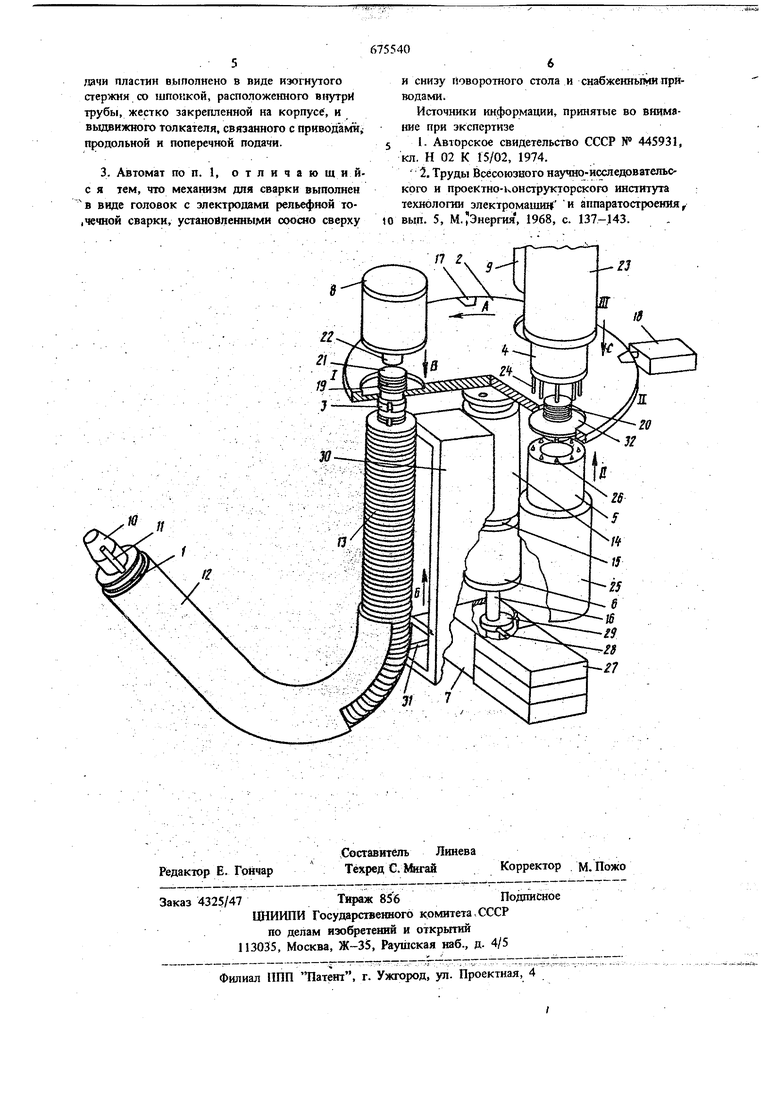
На чертеже изображен автомат, обидай вид.
Автомат сборки пакетов магнитопроводов имеет устройство 1 для непрерывной подачи пластин, поворотный стол 2 с тремя позитЖямй, где уста го6лены смениые разжимные
цанги 3, механизм для сварки пакетов (верхняя часть 4 и поясняя 5), поворотный механизм 6, управляющее устройство 7, ш евмоцилиндры 8 и 9 сжатия разжимной цанга на первой позиции и третьей.
Устройство 1 для непрерыйной-подачи пластан конструктивно вьтолнено в виде изогнутого стеряагя 10 со шпонкой И, жестко установленной внешней трубой 12, внутри которой по стержню 10 расположена стопа 13 пластин.,/
Поворотный стол 2 имеет подшипниковый зея 14, представляющий собой два радиальноупорных под.шипн51ка, и соед}шен валом 15 с поэоропшм механизмом 6, имеющим свой
вал 16. В трех местах под углом 120поворотный, стол 2 содержит фиксирующие гнезда 17, для фиксации позиции элёктромагнитныгй фик.сатором 18. Разжимная цанга 3 Hivieet разжямюй конус 19, пружину возврата 20 и нажим ше кольцо 21. Пневмоцнлиндр 8 ок:а1гчйвается намжмным штоком 22. Верхняя часть 4 меха йизма для сварки пакетов содержит в целях уменьшения габаритаых размеров пне вмоцйЛйнд 23 с трейя пориимм для создания ковочного уШлИЯ игсмешше верхние электроды 24 рельефной точеодой сварки. Нижняя часть 5 механиШ для сварки пакетов имеет пневмоцилиндр 25 с тремя поршнями и нижние электроды 26. Управляющее устройство 7 состоит из эдектропневматических золртшжов 27 по ко)шчеству управШёмых га1ев1йощи1 Н Ярбв автомата, имеющих толкатели 28, взаимьдействующйеоо сменным
кулачками 29. Устройство 1 для непрерьшной ориентации пластан стопы на первую позицию (I) имеет привод 30 продольной и поперечной переда ш, выдвижной толкатель 31.
Автомат включает также сварочный трансфорйатор и регулятор времени, Koiopbie на чертеже не показаны.
Работает автомат следующим образомГСобираемые пластины загружаются на стержень 10 устройства 1 непрерывной подачи пластин, посл чего включаетЬя пневмо10шиндр поперечной подачи стопы, которая подает выдвижной толкатель 31 на стопу, производя отсекйше части стопь. Затем включается пневмоцялиндр продольной подачи стопьГ вверх на разжимную цангу 3 в направлении стрелки Б, которая находится в сжатом состояиии, пневмоцилиндр 8 включен, нажимной шток22 нажимает на кольцо 21 в направлении стрелки В: сжимается пружина возврата 20, разжимный конус 19 выводатся из цанги 3.
После перемещения стопы 13 на разжимную цангу 3 производится сжатие стопы, пневмоцилиндр 8 включается, И1ТОК 22 перемещается вверх,пружина возврата 20 разжимается,разжимной конус 19 разжимает разжимнук) цангу 3. Догда стопа 13 пластин опускается вниз (перемещением толкателя 31 вниз) а на цанге 3 остается пакет требуемой высоты. После этого срабатывает электромагнитный фиксатор 18, включается поворотньш механизм 6, осуществляющий поворот стола 2 на 120° ( в направлени стрелки А). Точная остановка поворотного стола 2 обеспечивается фиксатором 18. На второй позиции (II) производится собственное сжатие пакета nrtacTim и его сварки. Для этого, включаются цневмоцшшндры 23 к 25, осуществляющие предварительное и окончательное сжатие пакета пластин в направлении стрелок С и Д, одновременно обеспечивая подаЧу на Пакет вёрх них 24 и нижних 26 электродов. Сварка пакетов производится в . 6-8 точках последовательно с использованием реле времени при обеспечении сварочного усилия пневмоцилшщрами 23 и 25. После этого производится следующее переме1цение поворотного стола 2 на 120 в направлении стрелки А.
На разгрузочной позиоди (ill) производится съёгл готового пакета путем включения пневмоцилиндра 9, нажатий нажимного щтока 22 и сжатия разжимной данги 3, в результате чего пакет выпадает в тару.
Управление работой автомата осуществляется с помощью управляющего устройства 7, электропневматаческих золотников 27 и сменных кулачков 29. ,. ..
При наладке автбМата на iotpyrae типоразмеры пластин необходимо отрегулировать положение разжимной цати 3 по высоте относительно обоймы 32, чем обеспечивается различная высота собираемых пакетов, или заменить иэнгн 3, нижние и верхние электроды 24, 26 и устройство 1 непрерьшной подачи пластин.
Изобретение позволяет повысить производительноть и качество собранных пакетов.
Формула изобретения
1.Автомат для сборки пакетов магнитопроводов электрических мацшн, содержащий корпус, транспортный механизм с рабочими позицня «и, загрузочное устройство, дозирующий Механизм, механизм для сварки, механизм выгрузки, привод и управляющее устройство, о тличающийся тем, что, с целью повышения производительности, автомат снабжен устройством для непрерьгеной подачи пластин, устаноКленныМ под транспортным механизмом
2.Автомат по п. 1, отличающийс я тем, что устройство для непрерьшной подачи пластин выполнено в виде изогнутого стержня со шпонкой, расположенного внутри трубы, жестко закрепленной на корпусе , и выдвижного толкателя, связанного с приводами продольной и поперечной подачи.
3. Автомат по п. 1, отличаю щ и йс я тем, что механизм для сварки выполнен в виде головок с электродами рельефной то.чечной сварки, установленными соосно сверху
и снизу поворотного стола и снабженными приводами.
Источники киформацин, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № 445931, кл. Н 02 К 15/02, 1974.
2. Труды Всесоюзного научно-исследовательского и проектно-конструкторского института технологии электромашин и аппаратостроенйя
вып. 5, М.Энерпи, 1968, с. 137-143.

| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для сборки пакетов магнитопроводов электрических машин | 1980 |
|
SU930509A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1984 |
|
SU1334294A1 |
| Автомат для сборки сердечников магнитопроводов электрических машин | 1980 |
|
SU959220A1 |
| Автомат для изготовления пакетов магнитопроводов электрических машин | 1982 |
|
SU1078540A1 |
| Автомат для сборки пластинчатых магнитопроводов электрических машин | 1981 |
|
SU991553A1 |
| Автомат для сборки пакетов магнитопроводов электрических машин | 1988 |
|
SU1534645A1 |
| Автомат для шихтовки сердечника трансформатора | 1983 |
|
SU1275561A1 |
| Автомат для сборки и сварки угловых швов деталей таврового сечения | 1971 |
|
SU381255A1 |
| Автомат для изготовления биполярных электродов химического источника тока | 1980 |
|
SU877654A1 |
| Устройство для сборки пакетов магнитопроводов электрических машин | 1983 |
|
SU1153378A1 |
