(54) СПОСОБ ЗАШИТЫ ВАЛКОВ ПРИ ПОРЫВАХ ПОЛОСЫ
| название | год | авторы | номер документа |
|---|---|---|---|
| Непрерывный стан холодной прокатки | 1980 |
|
SU900885A1 |
| Способ горячей прокатки полос | 1984 |
|
SU1201011A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТОНКОЛИСТОВОЙ СТАЛИ | 2005 |
|
RU2288791C1 |
| Стан непрерывной холодной прокатки | 1981 |
|
SU1026850A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСОВОЙ СТАЛИ | 2007 |
|
RU2340415C1 |
| Способ эксплуатации технологического смазочного средства при холодной прокатке | 1992 |
|
SU1831392A3 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ ПРОКАТНЫХ ВАЛКОВ ЛИСТОПРОКАТНОЙ ЧЕТЫРЕХВАЛКОВОЙ КЛЕТИ | 2005 |
|
RU2288794C2 |
| Способ прокатки металла | 1990 |
|
SU1752459A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ СТАЛЬНЫХ ПОЛОС | 2012 |
|
RU2499639C1 |
| Способ очистки поверхности полосы при холодной прокатке | 1991 |
|
SU1795920A3 |
1
Изобретение относится к обработке металлов давлением и может быть использовано преимущественно на непрерывных .станах холодной прокатки.
Наиболее близким к изобретению по технической сущности является способ защиты валков при порывах полосы, вклк чающий отклонение конца полосы при ее порыве. Отклонения производят магнитным полем 1.j(j
Известный способ обладает быстродействием, однако недостаток его заключается в необходимости изготовления сложных электрических устройств для его реализации. Кроме того, установка электромагшсга над полосой на ряде действующих станов затрданительная из-за недостатка свободного места мелоду клетями.
Цель изобретения - упрощение констру-i кции изделия при сохранении надежности 2Q работы.
Поставленная цель достигается тем, что в способе защиты валков при порывах полосы, преимущественно на непрерывных
ставах холодной прокатки, включающем отклонение конца полосы при ее порыве, отклонение полосы производят путем на нее струй смазочно-охлаждающей жидкости сверху и снизу со смещением их по направлению прокатки и создания за счет давления струй на полосу изгибающего момента, равного 1,2-4,0 момента, необходимого для изгиба полосы на участке подачи ждакости.
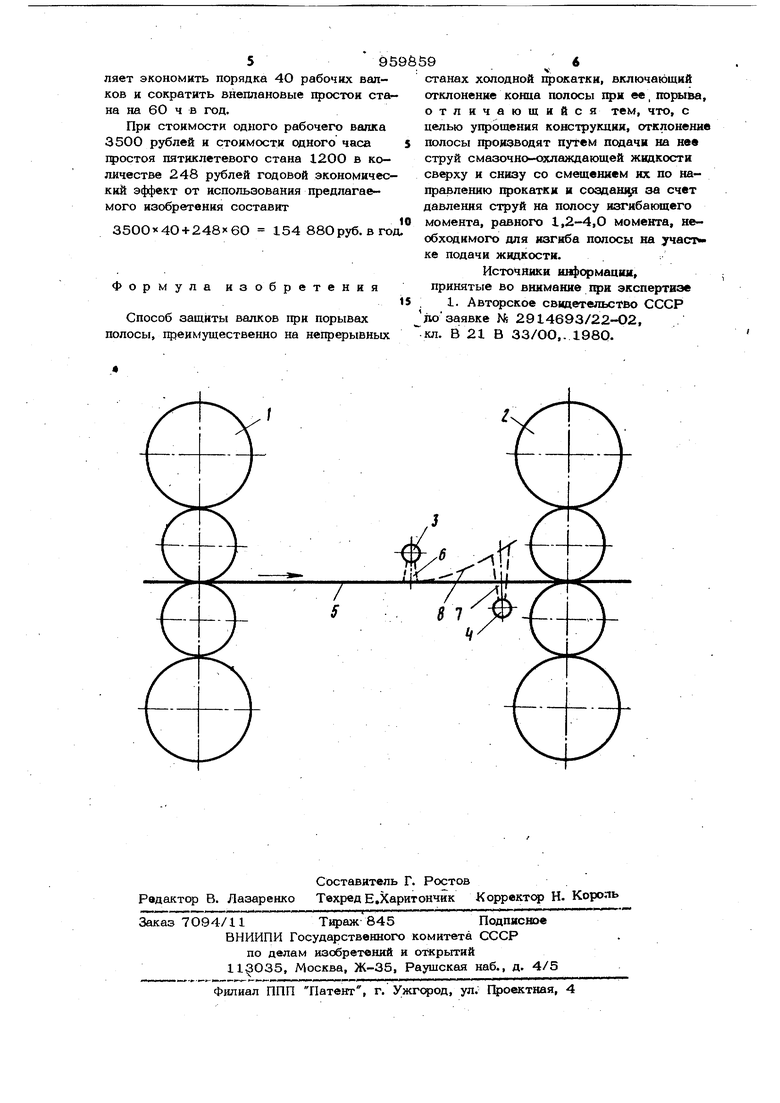
Изгибающий момент, создаваемый давлением струй с мазоч но-охлаждающей жидкости /на полосу, меньщий 1,2 момента, необходимого длч изгиба полосы на участке подачи жидкости, снижает надежность способа защиты валков. Сравнительно небольшой изгибающий момент приведет к попаданию переднего конца полосы при ее порыва между рабочими валками, что .вызовет их повреждение. Увеличение этого момента (более 4,0 моментов, необходимых для изгиба полосы на участке родачи жидкости) увеличивает расход жидр4ости без увеличения надежности способа. На чертеже показана схема, поясняющая предлагаемый способ. Она содержит клети 1 и 2 непрерывно го стана холодной- прокатки. Между клетями I и 2 расположены узлы подачи смазочно-охлаждающей жидкостивсвёрху 3 и снизу 4 на полосу 5. Узлы и, следовательно, подаваемые ими струи ждакости 6 и 7 смещены по направлению прокат ки и создают изгибающий полосу 5 мент. Изгибающий момент при порыве полос 5 на участке между клетями 1 и 2 приводит к ее отклонению от оси прокатки. Положение отклоненной полосы 5 на чертеже показано щтрих:овой линией 8. . Пример. При прокатке холоднока танной полосы размерами 0,25 5 7 50 мм из подката толщиной 2,2 мм на п.тиклeтевом непрерывном стане 1200 холодной прокатки толщина полосы в промежутках между клетями составляет соответственно: 1,4О; О,90 ; 0,55; О,32 мм. На по.лосу сверху и снизу в меисклетевых промежутках подают с мазоч но-охлаждающую жидкость со смещенном струй жидкости по направлению прокатки на 800 мм. Мо мент, необходимый для изгиба полосы в межклетевых промежутках, составит соот ветственно: 122,5; 68,9; 28,7; 10,2 Н. Давление, на полосу подаваемой жидкости в межклетевых промежутках при 15)инятом двукратном превышении изгибающего момента от действия струй жидкости над моментом изгиба полосы соста ляет сбответственно: 306; 172; 71,8 и 25,5 Н. При порыве полосы в любом из межклетевых .утке стана изгибающий момент струй жидкости, непрерывно подаваемых на полосу, вызовет отклонение ее переднего конца вверх и надежно защитит валки стана от повреждения передним концом полосы. Изобретение позволяет просто и надежно защитить валки непрерывного стана холодной прокатки от повреждений при порывах полосы. В- настоящее время на непрерывных станах холодной прокатки подают болыиое количество смазочноохлаждающей жидкости с целью охлаждения валков и полосы. В предлагаемом техническом рещении предложено изменить подачу струй жидкости на полосу. При этом появляется новый эффект, заключающийся в-надежной защите валков за счет ее отклонения при порывах полосы. Непрерывно подавае мая на полосу смазочно-оклаждающая жи КОСТЬ в стабильном режиме прокатки (при отсутствии порывов) выполняет функцию охлаждения и смазки полос. Для изгиба полосы к ней необходимо приложить момент, больщий в 1,24,0 игr W-C-o, -момент изгиба полосы; -момент сопротивления полосы упругому изгибу; -условный предел текучести в полосы. При смещении струй жидкости по направлению прокатки на величину 2 их необходимое давление Р. на полосу определяется ..о)-ГТ Учитывая, что для прямоугольного сечения полосы де Ъ - щ Ирина полосы; h - толщина полосы; кончательно получим Р (-1,,0) с VI- g Изгибающий момент, создаваемый давлением струй смазочно-охлаждающей жидкости на полосу, меньший 1,2 момента, необходимого для изгиба полосы на участке подачи жидкости, снижает надежность способа защиты валков. Сравнительно неболыиой изгибающий момент приведет к попаданию переднего конца полосы при . ее порыве, что вызовет их повреждение. Увеличение этого момекта (более 4,0 моментов, необходимых для изгиба полосы на участке подачи жидкости) увеличивает расход жидкости без увеличения надежности способа. В тйсстопрокатном цехе № 3 Магнитогорского металлургического комбината отсутствие защиты рабочих валков при порывах полосы приводит к преждевременному выходу из строя за счет повреждений бочек порядка 40 рабочих валков в год. Кроме того, простои, стана ка вне(Плановые перевалки составляют более 60 ч в год. Попытки применения известных способов защиты валков -при пррывах полос показали их низкую надежность, что привело к отказу от их применения. Использование предлалчгэмого способа . защиты валков при порывах полос позволяет экономить порядка 4О рабочих валков и сократить внеплановые простои ста на на 60 ч в год. При стоимости одного рабочего валка 3500 рублей и стоимости одного часа ipocTOH пятиклетевого стана 1200 в количестве 248 рублей годовой экономичес кий эффект от использования предлагаемого изобретения составит 3500 «40+ 248x60 154 880руб. в го Формула изобретен Способ защиты валков при порывах полосы, преимущественно на непрерывных станах холодной прокатки, включающий отклонение конца полосы пря ее, порыва, отличающийся тем, что, с целью упрощения конструкции, отклонение полосы производят путем подачи на нее струй смазочно-охлаждающей жидкости сверху и снизу со смещением их по направлению прокатки и создашь за счет давления струй на полосу изгибающего момента, равного 1,2-4,0 момента, необходимого для изгиба полосы на участ ке подачи жидкости. Источники информация, принятые во внимание 1фи экспертизе 1. Авторское свидетельство СССР дозаявке М 2914693/22-О2, кл. В 21 В ЗЗ/ОО,. 1980.
f
