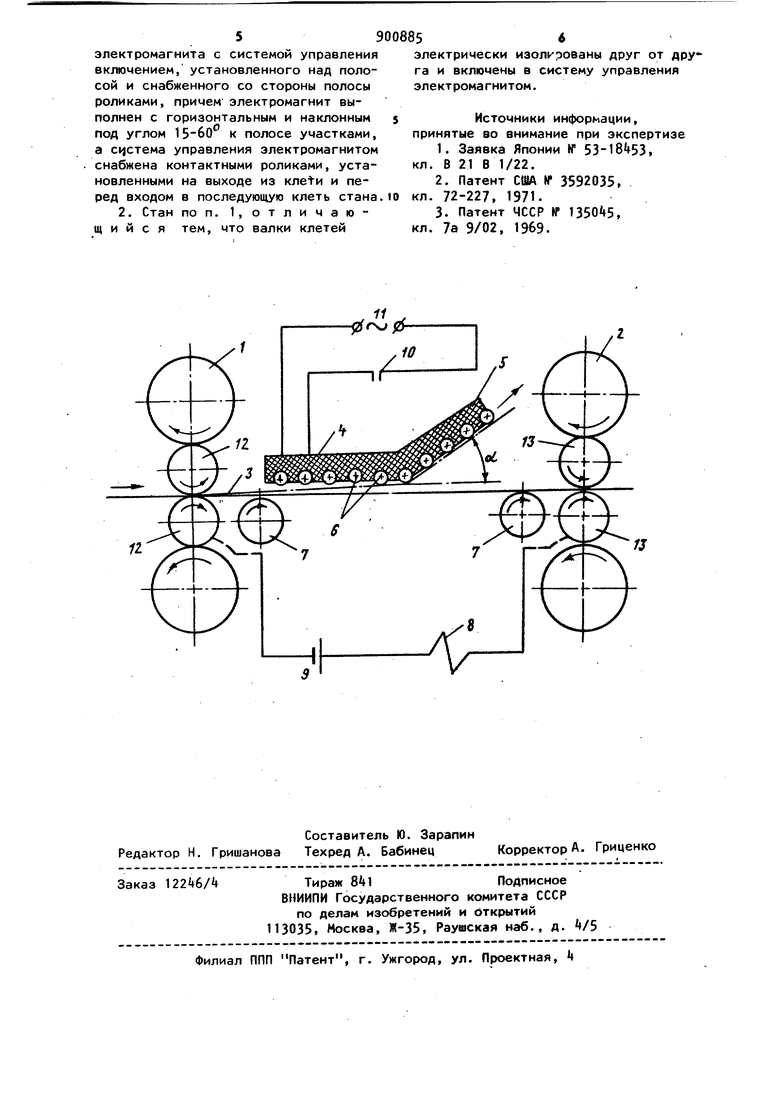
Изобретение относится к обработке металлов давлением и может быть использовано при холодной прокатке полос из ферромагнитного материала. Известны станы холодной прокатки полос, в которых между чистовой клетью и направляющим роликом над и под полосой установлена система из роликов с постоянными магнитами f1. Эта система служит для удаления частиц металла с полосы. Недостаток такой системы в том, что ока не може предупредить повреждение валков при порыве полосы. Известно устройство для перемещения полосы, в котором между клетями установлена подкладная пластина, под которой имеются магниты, натягивающие полосы вниз и изгибающие ее 6 по перечном направлении, для уменьшения трения о пластину установлены ро лики или используется воздушная подушка 2. Недостаток такого устройства состит в том, что при обрыве полосы, изогнутой в поперечном направлении, трудно изменить ее траекторию и передний конец полосы после ее разрыва попадает в валки последующей клети, вызывая их повреждение. Наиболее близким по технической сущности к предлагаемому является непрерывный стан холодной прокатки, включающий прокатные клети и устройство для отклонения полосы при ее разрыве, установленное между клетями стана ГЗ. Недостаток такого устройства заключается в его низкой надежности, так как из-за большой инерционности механической системы время срабатывания ее составляет 0,2-0,3 с.При прокатке со скоростью 20 м/с передний конец полосы после ее разрыва успевает пройти за это в|эемя м и попасть в валки следурощей клети, вызывая их повреждение. 39 Цель изобретения - повышение на- дежности защиты валков от повреждений. Поставленная цель достигается тем что, в непрерывном стане холодной прокатки, включающем прокатные клети и устройство для отклонения полосы при ее разрыве, установленное меж ду клетями стана, устройство для отклонения полосы при ее разрыве выпол нено в виде плоского электромагнита с системой управления включением, установленного над полосой и снабженного со стороны полосы роликами, причем электромагнит выполнен с горизонтальным и наклонным под углом 15-60° к полосе участками, а система управления электромагнитом снабжена контактными роликами, установленными на выходе из клети и перед вхо- дом в последующую клеть стана. Валки клетей электрически изолиро ваны друг от друга и включены в систему управления электромагнитом. Наклонный участок электромагнита необходим для отклонения переднего конца полосы вверх и направления его выше валков, пржчем уменьшение угла отклонения (менее 15) мало изменяет траекторию движения полосы и вынуждает отодвигать устройство гдальше от входа в клеть, что снижает его эффективность. Увеличение угла наклона участка электромагнита (более 60) может привести к отрыву переднего конца полосы от электромаг нита в результате инерции и к попада нию его в валки стана. На чертеже изображен непрерывный стан холодной прокатки. Стан состоит из клетей 1 и 2, меж ду которыми установлен плоский элект ромагнит , размещенный над полосой 3, состоящий из горизонтального участка и наклоненного под углом сС 15-60° к полосе участка 5. Со стороны полосы электромагнит снабжен роликами 6. На выходе из клети 1 и перед входом в клеть 2 размещены кон тактные ролики 7 системы управления включением, состоящей из элемента . включения, например обмотки реле 8, источника .9 питания реле 8, в систем управления включены контактные ролики 7. Электромагнит включается нормально замкнутым контактом 10, реле 8 и питается от источника 11. Вал ки 12 клети 1 электрически изолйрова ны от валков 13 клети 2 и включены в систему управления электромагнитом. Непрерывный стан холодной прокатки работает следующим образом. Прокатываемая полоса 3 из клети 1 попадает в клеть 2. При нормальном режиме прокатки схема управления включением электромагнита замкнута, т.е. от источника 9 питания электрический ток через контактные ролики 6 и полосу 3 проходит через обмотку реле 8. При этом контакт 10 разомкнут и электромагнит не получает питание. При разрыве полосы 3 между клетями 1 и 2 электрическая цепь схемы управления включением электромагнита разрывается. Нормально замкнутый контакт 10 реле 8 замыкается и-подается питание на обмотку электромагнита, состоящего из участков и 5- Передний конец полосы 3 после разрыва притягивается к участку k электромагнита и, перемещаясь по роликам 6, отклоняется участком 5 вверх (показано штрихпунктирной линией). Электрически изолированные друг от друга валки 12 и 13 включаются в схему управления включением электромагнита в качестве контактных роликов (показано штриховой линией). Непрерывный стан холодной прокатки, в котором между клетями установлено электромагнитное устройство для отклонения полосы при ее разрыве, обладает высокой надежностью при защите валков от повреждений. Время срабатывания электрической схемы составляет О,О3-0,0 с, полоса даже при скорости прокатки 20-25 м/с проходит путь не более 1 м. Так как расстояние между клетями на станах холодной прокатки обычно более 3 м, то передний конец полосы не попадает в валки последующей клети, а будет отклонен электромагнитом вберх. Формула изобретения 1. Непрерывный стан холодной прокатки, включающий прокатные клети и устройство для отклонения полосы при ее разрыве, установленное между клетями стана, отличающийся тем, что, с целью повышения надежности защиты валков от повреждений, устройство для отклонения полосы при ее разрыве выполнено в виде плоского
электромагнита с системой управления включением, установленного над полосой и снабженного со стороны полосы роликами, причем электромагнит выполнен с горизонтальным и наклонным под углом 15-60 к полосе участками, а система управления электромагнитом снабжена контактными роликами, установленными на выходе из клetи и перед входом в последующую клеть стана.
2. Стан по п. 1, отличающий с я тем, что валки клетей
электрически изол1 рованы друг от друга и включены в систему управления электромагнитом.
Источники информации, принятые во внимание при экспертизе
1.Заявка Японии № 53-18 53, кл. В 21 В 1/22.
2.Патент CtBA 3592035, кл. 72-227, 1971.
3.Патент ЧССР № , кл. 7а 9/02, 1969.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для задачи полосы с охватом валков в клеть | 1983 |
|
SU1169768A1 |
| Стан холодной прокатки сварной полосы | 1985 |
|
SU1292851A1 |
| Способ защиты валков при порывах полосы | 1981 |
|
SU959859A1 |
| Способ горячей прокатки полос | 1984 |
|
SU1201011A1 |
| Прокатный валок | 1981 |
|
SU1039598A1 |
| Способ производства широких горячекатаных полос из высокоуглеродистых низколегированных сталей | 1984 |
|
SU1196391A1 |
| Стан холодной прокатки | 1986 |
|
SU1398936A1 |
| Устройство для обработки кромок полосы | 1981 |
|
SU946700A1 |
| Способ компенсации влияния эксцентриситета прокатных валков на толщину полосы | 1986 |
|
SU1551438A2 |
| Способ производства полос | 1987 |
|
SU1530276A1 |
