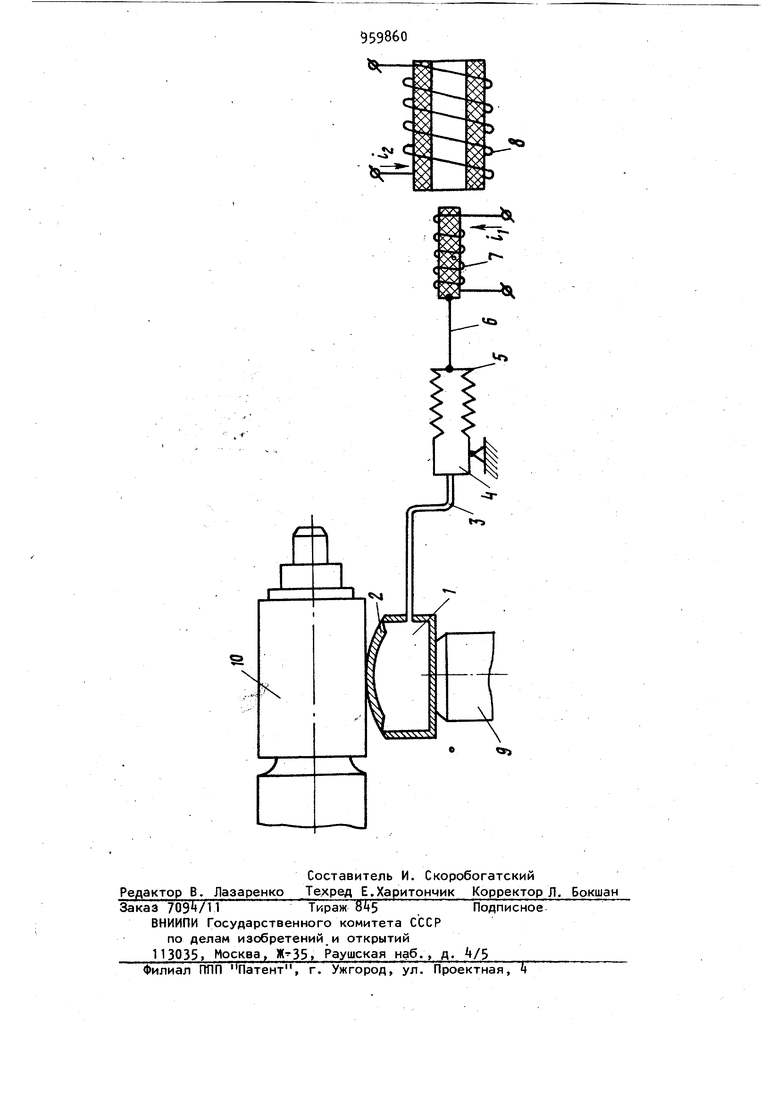
Изобретение относится к прокатному производству и может быть ис.пользовано в автоматизированных системах управления точностью сортового проката с применением УВМ, Известно устройство для регулирования жесткости прокатной клети, включающее корпус, регулировочные винты, установленные на них с возможностью перемещения опорные ползуны, датчик перемещения, мембрану, привод вращения винтов, включающий блок управления шаговым двигателем, вычислительный блок, датчик толщины проката, датчик температуры проката, датчик усилия прокатки и датчик межклетевых сил, причем выходы датчиков межклетевых сил, усилия прокатки те пературы толщины проката и деформации, соединены соответственно с первым, вторым третьим, четвертым и пятым входами вычислительного блока, выход вычислительного блока соединен со входом блока управления шаговым двигателем,выход которого соединен с шаговым двигателем, а шаговый двигатель соединен с ходовым винтом 1. Недостаток этого технического решения заключается в том, что его конструкция металлоемка, требует высокой точности изготовления и сложна в эксплуатации. Другой недостаток этого решения заключается в том, что его корректи-рующий контур регулирования инерционен, а упругий элемент требует дополнительной тарировки. Наиболее близким по технической сущности и достигаемому эффекту к предлагаемому является устройство для регулирования жесткости прокатной клети, включающее рабочую полость и полость управления, связанные между собой и заполненные рабочей жидкостью под давлением, систему управления давлением в виде регулировочных винiTOB с приводом, опорных ползунов, датчиков перемещения, мембраны С2 . Недостаток известного техническо го решения заключается в том, что многократные циклические нагрузки вызывают HHTBHcviBHoe старение и быс рый выход из строя упругого элемента (мембраны), что влечет частые тарировки и подстройки устройства. . Кроме того, при автоматической установке жесткости прокатной клети в темпе прокатки регуляторы жесткости требуют применения шагового двигателя и блока управления им, ко торые, с одной стороны, снижают то ность установки жесткости и, с другой стороны, имеют большое апаздывание, которое не удовлетворяет сов ременным скоростям прокатки. Цель изобретения - повышение быс родействия регулирования при увеличении долговечности устройства. Эта цель доётигается тем, что в известном устройстве для рхегулирования жесткости прокатной клети, содержащем рабочуй) полость и полост управления, связанные между собой и заполненные рабочей жидкостью под давлением, система.управления выпол нена в виде соленоида с двумя коаксиальнр расположенными обмотками, при этом внешняя обмотка закреплена неподвижно, а внутренняя обмотка снабжена штоком, связанным с Полостью управления, выполненной в виде сильфона. На чертеже показана схема предла гаемого устройства, общий вид. Рабочая полость 1 , в которой одн из стенок 2 выполнена упругой, например в виде мембраны, соединена маслоприводом 3 с полостью управления (сильфон) , выполненной в виде сильфона. Стенка 5 полости управления k жестко связана со штоком 6, на котором закреплена внутренняя обмотка 7, перемещающаяся концентрично внеш ней обмотке 8 соленоида, которая не подвижно зафиксирована в пространстве. Полости связаны между собой, заполнены под.давлением жидкостью и герметизированы. , Предварительное давление в гидро системе, действуя на сильфонЛ, што 6, выбирает зону нечувствительности взаимодействия обмоток 7 и 8. Рабочая полость 1 устанавливается между нажимным винтом -9 и подушкой 10 подшипника рабочей клети и Является одним из элементов, воспринимающим усилие прокатки. Маслопривод 3 позволяет вынести полость управления k с двухобмоточным соленоидом для удобства эксплуатации на пульт управления станом (не показан). Двухобмоточный соленоид может быть выполнен в виде двух соосных цилиндров из ферромагнитного материала - наружного статора и внутреннего якоря. Внутренняя поверхность наружного цилиндра и наружная поверхность внутреннего цилиндра выполнены в виде двухходовой парной резьбы, во впадинах профиля которой проходят обмотка соленоида от одного торца цилиндра до другого, а обратный провод обмотки возвращается по соседн ей спирали резьбы цилиндра. Величина предварительной нагрузки якоря, а значит и предварительного давления в гидросистеме обеспечивается взаиморасположением якоря и статора при обесточенных обмотках соленоида. Стенка внешнего цилиндра является частью магнитопривода, что позволяет уменьшить массу соленоида при заданной силе выталкивания соленоида и длине хода якоря, что обеспечивает линейную зависимость между заданной силой выталкивания и длиной хода якоря.. Схемы регулирования электрическим током, протекающим по обмот-кам соленоида, выполняются на базе транзисторного и тиристорного управления, что обеспечивает быстродействие менее 1 мс и простое согласование интерфейса УВМ с электромеханическйми исполнительными механизмами. Устройство работает следующим образом. Мембрана 2 рабочей полости 1, воспринимая усилие прокатки прогибается, что приводит к повышению давления рабочей жидкости, которое вызывает перемещение стенки 5 полости управления Ц, Упругое перемещение стенки 5 осуществляется за счет, взаимодействия внутренней обмотки 7 жестко связанной штоком 6 со стенкой 5 и внешней обмотки 8, неподвижно закрепленной Относительно обмотки 7- Сила взаимодействия между обмотками соленоида при встречном включении токов определяется по известной формуле
c-IlMoo D -nn гЧ- I-- 1 i-i lR%(a4U
a-L
где 3 - протекающий ток во внутренней обмотке 7;
Ji - протекающий ток во внешней обмотке 8;
Ги, R - радиус соответственно обмоток 7 и 8;, - количество витков на едини i lцу длины соотственно обмоток 7 и 8.
Упругое перемещение станки 5 полости управления регулируется с по мощью изменения одного или обоих токов внешней и внутренней обмоток соленоида., что позволяет регулировать и прогиб мембраны 2 рабочей полости 1 и, следовательно, жесткость клети. Таким образом, за счет того, что упругий элемент выполнен в виде двухобмоточного соленоида, одна из обмоток которого подвижна, упругие свойства достигаются за счет взаимодей:;твия электромагнитных полей, что позволяет отказаться от механических
598606
мембран и увеличить долговечность упругого элемента, а за счет изменения протекающих токов в обмот|1:ах . (Соленоида повысить быстродействие 5 изменения модуля жесткости кле тм.
Формула изобретения Устройство для регулирования жесткости прокатной к лет и, содержащее рабочую полость и полость управления,
(О :вязанные между собой и заполненные рабочей жидкостью под давлением, и систему управления давлением, отличающееся тем, что, с целью повышения быстродействия регулирования при увеличении долговечности устройства, система управления выполнена в виде соленоида с двумя коаксиально расположенными обмотками, при этом внешняя обмотка закреплена неподвижно, а внутренняя обмотка снабжена штоком, связанным с полостью управления, выполненной в виде сильфона.
Источники информации,
25 принятые во внимание при экспертизе
1.Авторское свидетельство СССР по заявке № 280бЗб6/22-02,
кл. В 37/06, 1979.
2.Авторское свидетельство СССР 30 по заявке № 289918 /22-02,
кл. В 21 В 37/00, 1980.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство регулирования жесткостипРОКАТНОй КлЕТи | 1979 |
|
SU827205A2 |
| Устройство выравнивания упругой деформации прокатной клети | 1980 |
|
SU882676A2 |
| Устройство регулирования размеров проката на непрерывном стане | 1980 |
|
SU897323A1 |
| Устройство регулирования жесткости прокатной клети | 1980 |
|
SU935147A2 |
| Адаптивный регулятор размеров проката на сортовом стане | 1980 |
|
SU959861A1 |
| Устройство для регулирования жесткости прокатной клети | 1980 |
|
SU889169A2 |
| Устройство диагностики работы непрерывного стана в темпе прокатки | 1981 |
|
SU952396A1 |
| Устройство для измерения усилий при непрерывной прокатке | 1981 |
|
SU995942A1 |
| Устройство для измерения усилий при непрерывной прокатке | 1979 |
|
SU929265A1 |
| Способ управления установкой межклетевого охлаждения полосы в процессе непрерывной горячей прокатки и устройство для его реализации | 1980 |
|
SU1011289A1 |