со
СП
СО СО
со Изобретение относится к области станкостроения, и более конкретьо, к конструкции эубодолбежных станков, работающих по методу обкатки обрабатываемой детали долбяком. Известен зубодолбежный станок, оснащенный устройством постройки зоны долбления за счет осевого перемещения шпинделя относительно обрабатываемой детали. В устройстве предусмотрен ку лачок и конечные переключатели flJ. Данный станок имеет тот недостаток что при изменения перемещения шпинделя необходимо произвести перестановку или замену кулачка, что связано с потерей рабочего времени на переналадку при замене долбяка на переточку, настройку положения долбяка необходимо выполнить вручную, при помощи спесарно-монтажного инструмента, установка шпинделя за счет подъема-опускания оси вращения двуплечего рычага, приводящего в движение шпиндель, вызывает изменение длины его хода. в результате чего необходимо осущест влять поднастройку зоны его перемещения. Целью настоящего изобретения явля ется повышение точности и производительности обработки. Постазлейная цель достигается тем, что устройство настройки зоны долбления выполнено в виде размещенных на шпинделе колеса наружкого зацешгения и скабжекной толкателями резьбовой втулки с внутренкн; зубчатым венцом, закрепленных на кулисе поворотннл резьбовьк захватов ч пружик и установленного в корпусе гидродилиндра, на штока которого выполнен клин. Резьбовая зтулка усгановле кэ с возможностью взаимодействия с кугг:сой к колесом наружного зацепления захваты - с возможностью взаимодействкя с резьбовой втулкой и клином, а толкатели - с возможностью взанмодействия с пружинами. Кроме того, станок снабжен введёнными в устройство настройки зоны долбления бесконтактным конечным выключателем, установленным на червяке привода шпинделя, и счетчиком импульсов с лредзадатчиком. На фиг, 1 изображена упрощенная Iкинематическая схема зубодолбежного станкаJ на фиг. 2 - сечение А-А шпинделя 9 72 станка на фиг. 1; на фиг. 3 - сечение Б-Б шпинделя станка на фиг. 2. Мотор 1 осуществляет вращение вала 2 главного привода, который через кривоккяно-кулисньй механизм 3 преобразует гр.Е зтел1::Иое дви кение в возвратно-поступательное движение шпинделя 4.Шпиндель 4 кинематически связан со столом 5. Согласованное вращение долбяка 6 и обрабатываемой детали 7 осуществляется от двигателя 8. Шпиндель 4 получает вращательное движение от червяка 9 привода шпинделя, находящегося в зацеплении с червячным колесом 10. На червяке установлен лепесток 11, включающий бесконтактный конечный выключатель 12, который связан с электронным счетчиком импульсов 13 и предзадатчиком 14. Счетчик управляет включением и реверсированием мотора 8. В пазу кулисы 15 размещен камень 16. Кулиса перемещается в направляющих 17, неподвижно закрепленных в корпусе 18 станка. Кулиса 15 соединяется со шпинделем 4 при помощи резьбовой втулки 19 и сферических шайб 20, На кулисе 15 смонгированы два резьбовых захвата 21 и 22. вращающихся на пальцах 23. Резьбовые захваты 21 и 22 охватывают резьбовую втулку и прижимают ее к резьбовому гнезду кулисы 15 при помощи тарельчатых пружин 24, установленных на тяге 25, связанных осью 26 с резьбовым захватом 22. В корпусе 18 смонтирован гидроцилиндр 27ц имеющий на штоке клин 28 (гидроцилиндр ка фиг.2 условно развернут на 90 ). Клин 28 при включении гидроцилиндра может нажимать на торцы резьбовых захватов 21 и 22 и сжимать тарельчатые пружины 24. Гидродилиндр управляется электромагнитным золотником 29. В кулисе 15 установлены пруяшкы 30, при№1кающие толкатели 31 к резьбовой втулке 19. В верхней части втулки 19 имеется внутренний зубчатый венец 32. На шпинделе 4 при помощи, шпонки 33 жестко установлено зубчатое колесо наружного зацепления 34, закрепленное гайкой 35. Зубодолбежный станок работает следующим образом. При настройке зоны долбления для случая перехода с обработки одной детали на другую или смены долбяка оператор нажимает на пульте управления кнопку подъема вверх. В этом случае включается мотор 8 и злектрозолотник 29. Последний направляет масло в гидроцилиндр 27. Его шток нажимает на захваты 21 и 22, тарельчаты пружины 24 сжимаются, а резьбовые захваты 21 и 22 расходятся, освобождая резьбовую втулку 19. Толкатели 31 под действием пружин 30 выталкивают ее из резьбового ложемента кулисы 15, и она смещается в горизонтальном направлении. При этом зубчатое колесо 34 входит в зацеплекре с внутренним зубчатым венцом 32. Мотор 8 вращает через коробку круговых подач цепь деления станка и шпиндель 4. Последний через кнопку 33 вращает колесо 34, находящееся в зацеплении с резьбовой втулкой 19. Последняя, вращаясь в резьбовьж захватах 21 и 22, начинает перемещать шпиндель 4 вверх. Если оператор нажмет на пульте управления кнопку вниз, то мотор 8 реверсируется, и шпиндель 4 идет вниз. Когда оператор отпустил кнопку вниз или вверх, мотор 8 остановится. Шток глдроцилиндра 27 не действует.больше на тяги 25. Тарельчатые пружины 24 стягивают захваты 21 и 22 Последние заталкивают резьбовую втулку 19 в резьбовой ложемент кулисы 13 При этом толкатели 31 встают в свое исходное положение. Внутренний зубчатый венец 32 выходит из зацепления и между ним и зубчатым колесом 34 вновь образуется зазор по всей окружности. Это обеспечивает свободное вращение шпинделя 4 при включении круговой подачи. Для автоматического вывода шпинделя вьшге верхней мертвой точки для случая долбления внутренних заглубленных венцов, оператор включает станок для работы в автоматическом режи ме. На предзадатчике 14 устанавлива974 ется требуемая величина подъема-опус:кания шпинделя 4. Станок включается в работу. После того как деталь 7 отработана, мотор 1 останавливается в том положении, когда лепесток 11 войдет в зону бесконтактного конечного выключателя 12. Включаются мотор 8 и электромагнитный золотник 29. Далее процесс идет аналогично описанному выше. Разница заключается в том, что при вращении шпинделя 4 за его перемещением следит электронный счетчик импульсов 13. Когда шпиндель 4 переместится на заданную величину, т.е. число электрических импульсов, выданных на счетчике 13, .совпадает с числом, установленным на предзадатчике 14, счетчик вьщает команду на остановку мотора 8. Стол 5 выходит из зоны обработки. После замены детали 7 стол 5 встает в исходное положение. Двигатель 8 реверсируется, и шпиндель 4 опускается в исходное положение. Предложенный зубодолбежный нок требует меньшего вспомогательного времени при переналадке станка (при смене обрабатываемой детали, смене долбяка). Он особенно эффективен в индивидуальном и мелкосерийном производствах, т.к. оператору не нужно пользоваться слесарно-монтажным инструментом. Кроме того, станок позволяет обрабатывать заглубленные закрытые венцы без специальных приспособлений,что также очень важно в индивидуальном и мелкосерийном производстве. Сокращение вспомогательного времени на. настройку зоны долбления будет эффективно и в массовом производстве при смене .долбяков на переточку.
S4X
.f
fl-й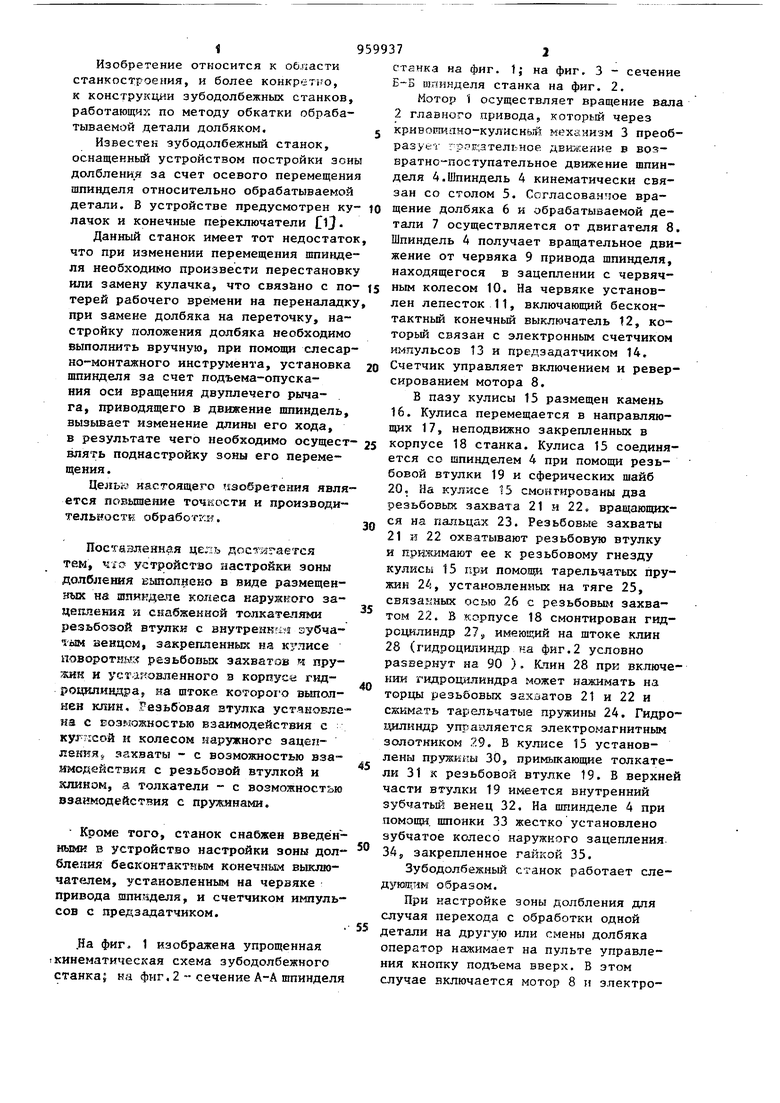

| название | год | авторы | номер документа |
|---|---|---|---|
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 2011 |
|
RU2475341C2 |
| Зубодолбежный станок | 1986 |
|
SU1518092A1 |
| Устройство для устранения затиранияРЕжущЕгО иНСТРуМЕНТА HA зубОдОлбЕжНОМСТАНКЕ | 1979 |
|
SU797849A1 |
| ЗУБОДОЛБЕЖНЫЙ СТАНОК | 1992 |
|
RU2009795C1 |
| Зубодолбежный станок | 1987 |
|
SU1569118A1 |
| Роторный зубодолбежный станок | 1984 |
|
SU1199494A1 |
| Зубодолбежный станок | 1982 |
|
SU1114503A2 |
| Направляющее устройство для винтового движения штосселя зубодолбежного станка | 1990 |
|
SU1763111A1 |
| Двухшпиндельный зубодолбежный станок | 1990 |
|
SU1828788A1 |
| Устройство к зубодолбежному станку | 1980 |
|
SU952487A1 |



1. ЗУБОДОЛБЕЖНЫЙ СТАНОК, на станине которого установлен корпус, несущий кулису, соединенную со шпинделем, червяк привода шпинделя и устройство настройки зоны долбления, отличающийся тем, что, с целью повьппения производительности, устройство настройки зоны долбления выполнено в виде размещенных на шпинделе колеса наружного зацепления и снабженной- толкателями резьбовой втулки с внутренним зубчатым венцом, закрепленных на кулисе поворотных резьбовых захватов и пружин и установленного в корпусе гидроцилиндра, на штоке которого выполнен клин, причем резьбовая втулка установлена с возможностью взаимодействия с кулисой и колесом наружного зацепления, за: сваты - с возможностью взаимодействия с резьбовой втулкой и клином, а толкатели - с возможностью взаимодействия с пружинами. 2. Станок ПОП.1, отличающийся тем, что он снабжен ввес денными в устройство настройки зоны долбления бесконтактным конечным (Л выключателем, установленным на червяке привода шпинделя, и счетчиком импульсов с предзадатчиком;
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |
| Приводный механизм в судовой турбинной установке с зубчатой передачей | 1925 |
|
SU1965A1 |
