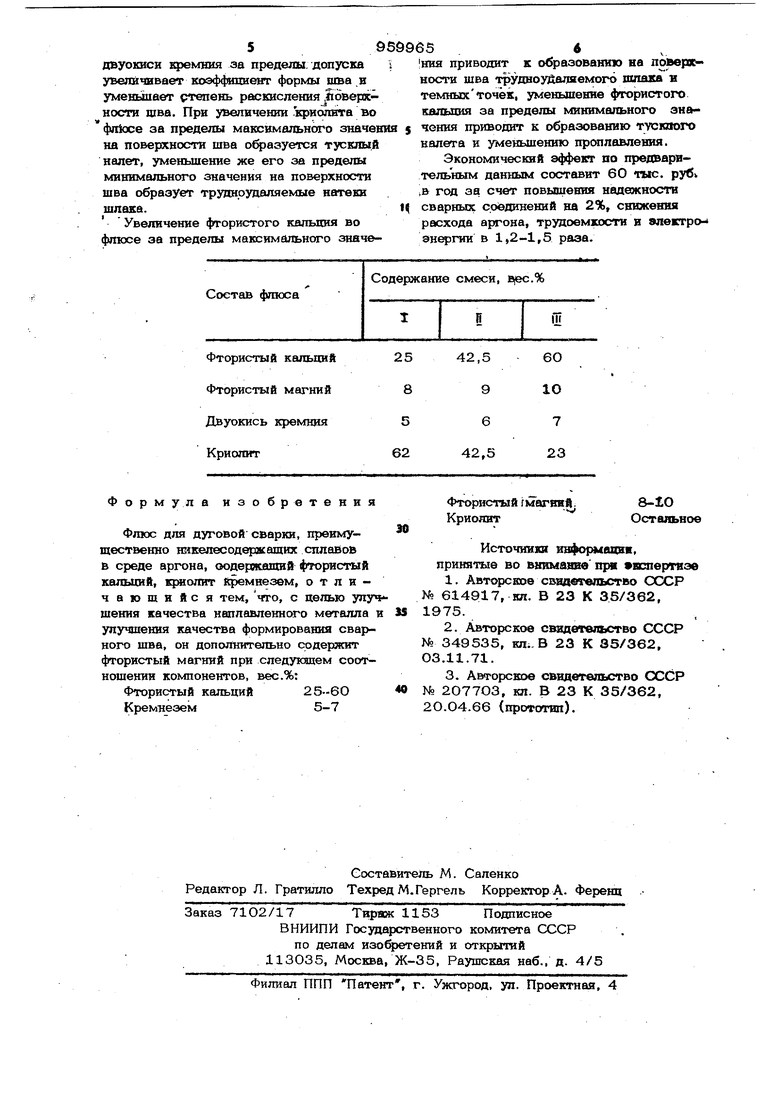
Изобретение относится к сварочному производству, в частности к сварочным флюсам, применяемым при аргонно-дуговой сварке неплавящнмся электродом преимущественно никелесодержащих спла вов. Известен флюс для сварки титана и его сплавов в среде защитньпс газов на основе фтористого кальция 1 . Однако он обладает; низкими технологическими свойствами применительно к никелевым спяавам. Основшлми недрс-татками его при этом являйячггя офазов ние после сварки трудноудаляемых натеков шлака, точечная коррозия поверхностн щва и околощовной зоны в местах контакта с флюсом. Кроме того, флюс на основе фтористого кальция не обеспечивает достаточно высокого : проплавляющего эффекта пря сварке сплавов с высоким содержанием никеля (например ХН78ТЛ),а содерйсахциеся во-флюсе хлориды повышают его гигросксяпичность, что приводит к образованию окислов на поверхности шва из-за действия влаги. Известен также флхю для дуговой сварки нержавеющих сталей, имеющий следующий состав, вес.%: Фтористый кальций 28-32 Фтористый магний38-42 Хлористый литий5-7 Хлористый кальций 23-25.2. Этот флюс также содержит хлориды и поэтому обладает высокой гигроскопичностью. Кроме того, при использовании этого флюса офаэуется на nofie лености шва при совместном действии фтористого кальция и фтористого магния плотная темная пленка химических соединений, кМорая препятствует нормальному формированию вершины шва и не поддается поспедукяцему удалению при механическом воздействии металлической щеткой. Кроме того, чрезмерное проплавля щее fleffcTBHe флюса отграничивает возмо ность его применегам присввфке метеш лов малых толщин (до 3 мм) фор ммрования шва с обратным коэффидиентом, т.е. с увеличением его ширины от вершины к корню, чТо отрицательно вли ет на технологическую прочность сварных соединений. Известен также флюс для дуговВй сварки следующего состава, ввс.%: Криолит2 8 Кремнеземдо 8 Фтористый кальций6О-65 3j . Этот флюс способствует хорошему уд лению шлаковых включений. Однако при сварке никелевых сплавов он не обеспечивает хорошего формирования шва, приводит к слишком большому коэффициенту формы шва. Целью изобретения является улучшение качества наплавленного металла и улучшение качества формирования сварного шва при сварке.. Поставленная цель достигается тем, что в состав флюса, содержашего фторис тый кальций, к 1иолит, кремнезем,, допол нительно введены фтористый магний при следующем соотношении компонентов, вес.%: Фтористый кальций25-6О (|тористый магний8-10 Двуокись кремния (кремнезем)5-7 КриолитОстальное При указанном соотношении ингреди ентов достигается полное отсутствие пленочных образований на поверхности металла шва и околошовной зоны, а рых лый шлак с остатками флюса легко осыпается, не препятствуя формообразовани шва. Криолит, добавляемый во флюс в указанных количественных соотношениях позволяет разрыхлять шлак и регулиро-. вать величину проплавления. Наличие в составе криолита атомов алюминия, являюшегося наиболее сильным раскислителем, способствует уменьшению содержания в шлаке тугоплавких окислов и предупреждает образование на поверхности шва пленочных неметаллических образований. В соотношении с принятым количеством фтористого магния () криолит оказывает сужающее действие на ширину шва в верхней его части. Двуокись кремния способствует значительному уменьшению коэффициента формы шва. Кроме того, двуокись 1фемния, реагируя при высоких температурах с фтористым калышем, образует газообразный тетрафторид кремния (р4) ксугорый предсзтврашает возникновение пор в металле шва. Таким образом, представляется возможность обеспечивать нужный коэффициент формы шва. Применение предложенного флюса при аргонно-дуговой сварке неплавяшимся электродом никелевых сплавовТолщиной 2-4 мм исключает необходимость второго сварочного прохода и способствует снижению расхода аргона и электроэнергии. При этом повышается показатель относительного удлинения металла шва в температурном интервале провала пластичности (б5О-80ос), благодаря чему повьпцается стойкость швов к трехцинообразованию при этих температурах. П р и м е р . Для проведения экспериментов были опробованы три смеси ингредиентов, содержащая каждая, вес.%: Фтористый кальций25 42,0 60 Фтористый , магний89 1О Двуокись , кремния-567 Криолит62 42,5 23 . Эксперименты проводили на пластинах из жаропрочного хромоникелевого сплава марки ХН45МВТЮБР толщиной 2-0,2 мм. Флюс в виде спиртовой суспензии наносили волосяной кисточкой на кромки со стороны сварки. Толщина слоя после испарения спирта составляет 0,О6-О,08 мм. Остатки флюса после сварки удалялись промывкой в воде и металлической щеткой. Затем швы подвергались визуальному осмотру, металлографическому анализу и испытанию на растяжение при 70СЯС. В таблице представлены данные экспериментов. Фтористый магний и двуокись кремния взяты в оптимальных количествах. При увеличении содержания фтористого магния за пределы допуска на поверхности шва образуется плотное пленочное соединение, а при уменьшении фтористого магния увеличивается коэффициент формы шва. Увеличение двуокиси кремния за пределы допуска вызывает образование трудноудаляемой шлаковой пленки в околошовной зоне, а уменьшение содержания двуокиси кремния за пределы допуска увеличивает коэффициент формы шва и уменьшает (л епень раскисления .поверхности шва. При увеличении криолвпга во фп1юсе за пределы максимального значен на поверхности шва офазуется тусклый налет, уменьшение же его за пределы минимального значения на поверхности шва образует труднрудаляемые натеки шлака. Увеличение фтористого кальдия во флюсе за пределы максимального значе956 |шш приводит к образованию ва повероо ности шва трудноуйаляемого шлака и темныхточек, уменьшение фтористого калышя за пределы минимального значения приводит к образованию тусклого налета и уменьшению прсяплавления. Экономический эффект по предварительным данным составит 60 тыс. рув 1& год за счет повышения надежности сварных соединений на 2%, снижения расхода аргона, трудоемкости и элеггро- в 1,2-1,5 раза.
| название | год | авторы | номер документа |
|---|---|---|---|
| Флюс для сварки | 1979 |
|
SU797861A1 |
| Флюс для сварки | 1978 |
|
SU810414A1 |
| Сварочный флюс | 1981 |
|
SU977129A1 |
| Состав электродной проволоки | 1983 |
|
SU1131121A1 |
| Флюс для сварки меди | 1980 |
|
SU884920A1 |
| Керамический флюс | 1980 |
|
SU925599A1 |
| Сварочный флюс | 1980 |
|
SU860971A1 |
| Флюс для электрошлаковой сварки | 1975 |
|
SU546451A1 |
| Флюс для автоматической высокоскоростной сварки сталей | 1983 |
|
SU1130446A1 |
| Состав флюса для сварки неплавящимся электродом | 1981 |
|
SU977131A1 |
Формула изобретения
Флюс для дуговой сварки, преимущественно никелесодерхаших сплавов в среде аргона, оодерясапшй фтористый кальций, к{жолит кремнезем, о т л и чаюшийся тем, что, с целью улуч шения качества наплавленного металла и улучшения качества формирования сварного шва, он дополнительно содержит фтористый магний при следуклцем соотношении компонентов, вес.%:
Фтористый кальций25--6О
Кремнезем5-7
Фтористый i магняй Остальное Криолит
Источники информации, принятые во внимааве при яспертизе
