(54) ЛИТЬЕВАЯ ПРЕСС-ФОРМА
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИТЬЕВАЯ ПРЕСС-ФОРМА | 1973 |
|
SU382517A1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ ПЛАСТМАССОВЫХ ИЗДЕЛИЙ ДИСКОВОЙ ФОРМЫ С ЦЕНТРАЛЬНЫМ ОТВЕРСТИЕМ | 1991 |
|
RU2072918C1 |
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |
| Литьевая форма для изготовления полимерных изделий с арматурой | 1981 |
|
SU954241A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ МЕТОДОМ ЛИТЬЯ ПОД ДАВЛЕНИЕМ И ПРЕСС-ФОРМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2339512C1 |
| Литьевая форма для изделий из полимерных материалов | 1989 |
|
SU1765023A1 |
| Литьевая форма для изготовления кольцевых изделий из полимерного материала | 1984 |
|
SU1260222A1 |
| Литьевая пресс-форма для изготовления полых изделий сложной конфигурации | 1980 |
|
SU939229A1 |
| Литьевая форма для изготовления полимерных изделий | 1989 |
|
SU1703478A1 |
| Литьевая форма | 1981 |
|
SU958112A1 |
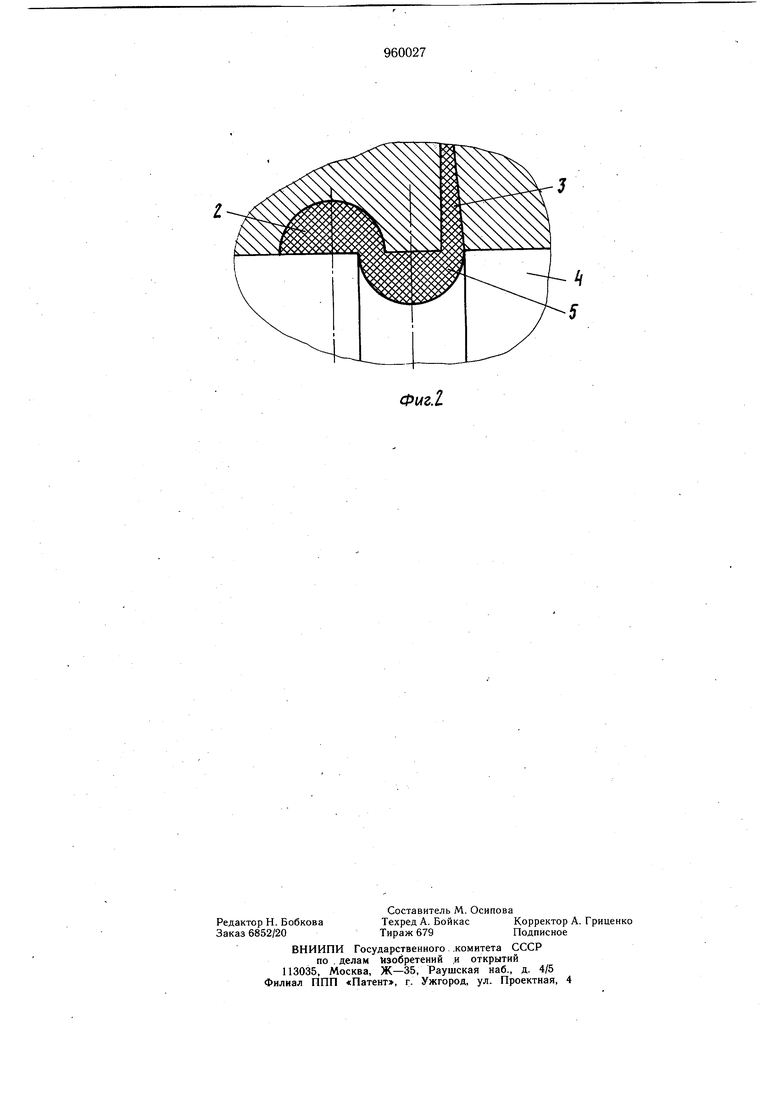
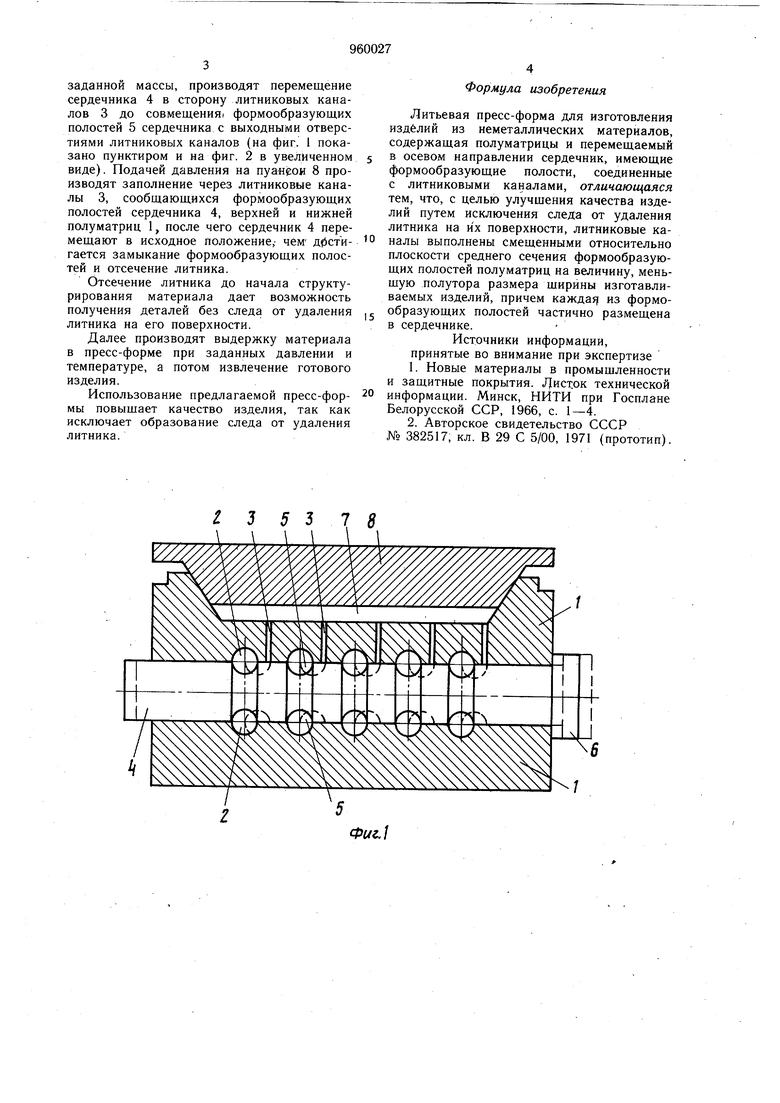
Изобретение относится к химическому машиностроению, в частности к оборудованию для изготовления изделий из неметаллических материалов методом литья под давлением. Известны пресс-формы, содержащие полуматрицы и сердечник 1. В этих пресс-формах изделия требуют дополнительной механической обработки. Наиболее близкой к предлагаемой являются литьевые пресс-формы, содержащие полуматрицы и перемещаемый в осевом иаправлении сердечник, имеющие формообразующие полости, соединенные с литниковыми каналами 2. Недостатком известных конструкций является то, что в них предусматривается отделение литника после изготовления детали, что приводит к ухудщению качества ее поверхности. Цель изобретения - улучщение качества изделий путем исключения следа от удалёПИЯ литника на их поверхности. Поставленная цель достигается тем, что в пресс-форме, содержащей полуматрицы и перемещаемый в осевом направлении сердечник, имеющие формообразующие полости соединенные с литниковыми каналами, литниковые каналы выполнены смещенными относительно плоскости среднего сечения формообразующих полостей полуматриц на величину, меньшую полутора размера щирины изготавливаемых изделий, причем каждая из формообразующих полостей частично размещена в сердечнике. На фиг. 1 представлена пресс-форма, продольное сечение; на фиг. 2 - положение литникового канала в увеличенном виде, формообразующих полостей полуматриц и сердечника при заполнении их материалом. Литьевая пресс-форма деталей из неметаллических материалов содержит верхнюю и нижнюю полуматрицы 1 с формообразующими полостями 2 и выполненными в одной из плит литниковыми каналами 3, сердечник 4, подвижный в осевом направлении, с ответными формоо0разующими полостями 5 и упором 6, литьевую камеру 7 и пуансон 8. Устройство работает следующим образом Для изготовления детали в литьевую камеру 7 закладывают навеску материала
заданной массы, производят перемещение сердечника 4 в сторону литниковых каналов 3 до совмещения формообразующих полостей 5 сердечника с выходными отверстиями литниковых каналов (на фиг, 1 показано пунктиром и на фиг. 2 в увеличенном виде). Подачей давления на пуанрои 8 производят заполнение через литниковые каналы 3, сообщающихся формообразующих полостей сердечника 4, верхней и нижней полуматриц 1, после чего сердечник 4 перемещают в исходное положение,- чем д0стигается замыкание формообразующих полостей и отсечение литника.
Отсечение литника до начала структурирования материала дает возможность получения деталей без следа от удаления литника на его поверхности.
Далее производят выдержку материала в пресс-форме при заданных давлении и температуре, а потом извлечение готового изделия.
Использование предлагаемой пресс-формы повышает качество изделия, так как исключает образование следа от удаления литника.
t J
Формула изобретения
Литьевая пресс-форма для изготовления изделий из неметаллических материалов, содержащая полуматрицы и перемещаемый в осевом направлении сердечник, имеющие формообразующие полости, соединенные с литниковыми каналами, отличающаяся тем, что, с целью улучщения качества изделий путем исключения следа от удаления литника на их поверхности, литниковые каналы выполнены смещенными относительно плоскости среднего сечения формообразующих полостей полуматриц на величину, меньщую полутора размера щирины изготавливаемых изделий, причем кажда5 из формообразующих полостей частично размещена в сердечнике.
Источники информации,
принятые во внимание при экспертизе
№ 382517, кл. В 29 С 5/00, 1971 (прототип).
