(54) ЛИТБЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ ПОЛИМЕРНБ1Х МАТЕРИАЛОВ ИЗДЕЛИЙ С АРМАТУРОЙ
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| МНОГОМЕСТНАЯ ЛИТЬЕВАЯ ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ | 1972 |
|
SU327996A1 |
| Литьевая форма для полимерных изделий с арматурой | 1981 |
|
SU1004131A1 |
| Форма для изготовления изделий литьем под давлением | 1961 |
|
SU149559A1 |
| Литьевой термопластавтомат для изготовления армированных изделий из полимеров | 1982 |
|
SU1085843A1 |
| Устройство для защиты резьбы,устройство для съема полимерных резьбовых изделий с резьбооформляющего элемента и литьевая форма для их изготовления | 1981 |
|
SU1068347A1 |
| Литьевая форма для изготовления полых изделий | 1991 |
|
SU1794034A3 |
| Литьевая форма для изготовления полимерных изделий | 1987 |
|
SU1509270A1 |
| Литьевая форма для изготовленияпОлиМЕРНыХ АРМиРОВАННыХ издЕлий | 1979 |
|
SU821171A1 |
| Способ блокировки заготовок линз | 1985 |
|
SU1294579A1 |
1
Изобретение относится к переработке полимерных материалов и может быть использовано для нанесения их на элементы, например статоры, электрических машин.
Наиболее близкой к описываемой форме по технической сущности и достигаемому эффекту является литьевая форма для изготовления из полимерных материалов изделий с арматурой, содержащая составную матрицу I .
Однако в известной форме не исключена возможность образования облоя на арматуре, в то время как при изготовлении изделий со статором электрической мащины в качестве арматуры должно быть исключено попадание полимера на магнитопровод.
Целью изобретения является предотвращение образования облоя на участках арматуры.
Поставленная цель достигается тем, что литьевая форма для изготовления из полимерных материалов изделий с арматурой, содержащая составную матрицу, снабжена металлическим вкладыщем, а одна из частей матрицы выполнена в виде элемента с Т-образной полостью из армированного эластомера, причем диаметр вкладыща превыщает внутренний диаметр сопряженного с ним участка Т-образной полости.
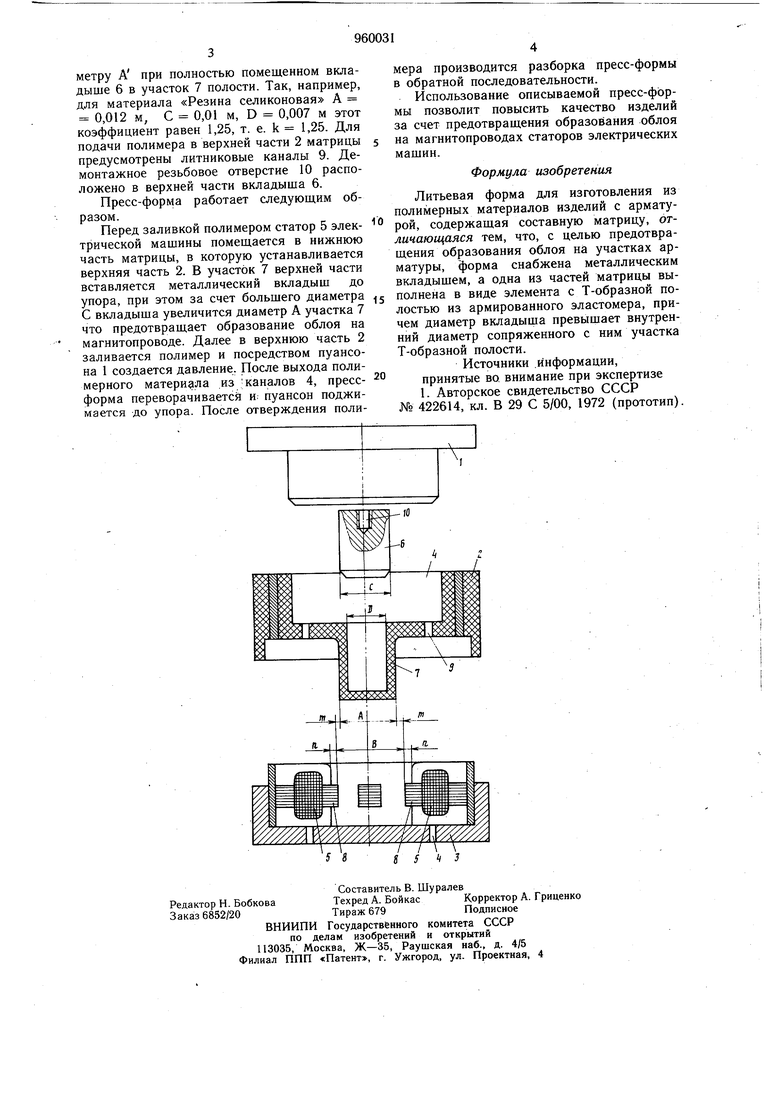
На чертеже показана литьевая форма в разомкнутом состоянии.
Литьевая форма содержит пуансон 1, составную матрицу, верхняя часть 2 которой выполнена в виде элемента с Т-образной полостью из армированного эластомера. В нижней части 3 матрицы выполнены каналы 4 для удаления избытка полимера
10 и размещены арматура-статор 5 электрической мащины с магнитопроводом. Металлический вкладыщ 6, сопряженный с участком 7 верхней части 2 матрицы, выполнен диаметром С, превыщающим диаметр D 15 участка 7 верхней части 2 матрицы и равным
С D -Ь 2k(m Ч- п)
где k -7 коэффициент упругой усадки материала верхней части 3 матрицы; верличина вьГступа 8 магнитопровода
, величина зазора между участком 7
20 с внещним диаметром А и выступами 8 магнитопровода, расстояние между которыми В.
Коэффициент k определяется опытным путем как отнощение диаметра А к диаметру А при полностью помещенном вкладыше 6 в участок 7 полости. Так, например, для материала «Резина селиконовая А 0,012 м, С 0,01 м, D 0,007 м этот коэффициент равен 1,25, т. е. k 1,25. Для подачи полимера в верхней части 2 матрицы предусмотрены литниковые каналы 9. Демонтажное резьбовое отверстие 10 расположено в верхней части вкладыша 6. Пресс-форма работает следующим образом. Перед заливкой полимером статор 5 электрической машины помещается в нижнюю часть матрицы, в которую устанавливается верхняя часть 2. В участок 7 верхней части вставляется металлический вкладыш до упора, при этом за счет большего диаметра С вкладыша увеличится диаметр А участка 7 что предотвращает образование облоя на магнитопроводе. Далее в верхнюю часть 2 заливается полимер и посредством пуансона 1 создается давление. После выхода полимерного материала из каналов 4, прессформа переворачивается и пуансон поджимается до упора. После отверждения полимера производится разборка пресс-формы в обратной последовательности. Использование описываемой пресс-формы позволит повысить качество изделий за счет предотвращения образования облоя на магнитопроводах статоров электрических машин. Формула изобретения Литьевая форма для изготовления из полимерных материалов изделий с арматурой, содержащая составную матрицу, отличающаяся тем, что, с целью предотвращения образования облоя на участках арматуры, форма снабжена металлическим вкладышем, а одна из частей матрицы выполнена в виде элемента с Т-образной полостью из армированного эластомера, причем диаметр вкладыша превышает внутренний диаметр сопряженного с ним участка Т-образной полости. Источники .информации, принятые во. внимание при экспертизе 1. Авторское свидетельство СССР № 422614, кл. В 29 С 5/00, 1972 (прототип).
