(5t) СПОСОБ ВЫПЛАВКИ МЕТАЛЛА
| название | год | авторы | номер документа |
|---|---|---|---|
| Индукционная канальная печь и способ плавки металла | 1977 |
|
SU965319A2 |
| Устройство для плавки алюминиевых сплавов в индукционной тигельной печи | 1987 |
|
SU1575045A1 |
| Способ рафинирования алюминия и его сплавов | 1990 |
|
SU1752800A1 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ И ПОДГОТОВКИ ПРОБЫ ДЛЯ ИССЛЕДОВАНИЯ ЭЛЕКТРОПРОВОДНОГО РАСПЛАВА | 2008 |
|
RU2389009C2 |
| Устройство для разливки металла | 1981 |
|
SU1014650A1 |
| СПОСОБ НАГРЕВА ЖИДКОГО МЕТАЛЛА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2022 |
|
RU2831575C2 |
| Регулятор электрического режима индукционной канальной печи | 1981 |
|
SU1001509A1 |
| Способ работы индукционной канальной печи с дополнительным электромагнитом | 1983 |
|
SU1135999A1 |
| СПОСОБ ИНДУКЦИОННОЙ ТИГЕЛЬНОЙ ПЛАВКИ ГОРИЗОНТАЛЬНЫМ МАГНИТНЫМ ПОТОКОМ | 2013 |
|
RU2536310C2 |
| ЭЛЕКТРОМАГНИТНОЕ УСТРОЙСТВО ДЛЯ ПЛАВКИ И РАФИНИРОВАНИЯ ЖИДКИХ МЕТАЛЛОВ | 1994 |
|
RU2092593C1 |
1
Изобретение относится к металлургии, в частности к способам выплавки металла в индукционной канальной печи.
Известен способ выплавки металла в индукционной канальной печи, вклю-i: чающий расплавление металла с последующей принудительной циркуляцией металла в каналах посредством электромагнитных сил 1.
Однако известный способ не обеспечивает продолжительный срок службы каналов из-за нарастания на стенках канала слоя частиц шлака, содержащегося в расплавленном металле.
Цель изобретения - увеличение срока службы каналов.
Эта цель достигается тем, что согласно способу выплавки металла в индукционной канальной печи, включающему расплавление металла с последующей принудительной циркуляцией металЛа в каналах, поток металла во входном
канале приводят во вращение вокруг оси, совпадающей с направлением тока в этом канале со скоростью
u, j,
где U) - скорость вращения потока;
j - плотность тока в канале печи; р - плотность расплавленного металла;
/х - магнитная проницаемость.
Причем вращение потока металла осуществляют наложением вращающегося магнитного поля, силовые линии которого перпендикулярны оси канала.
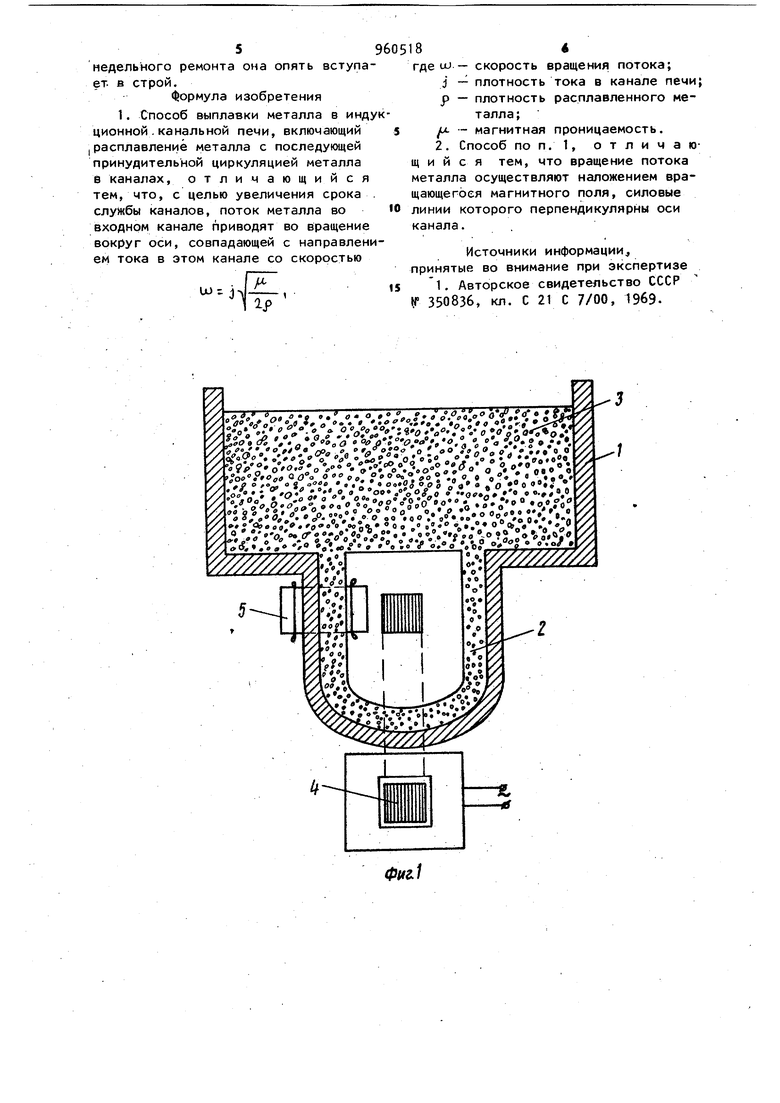
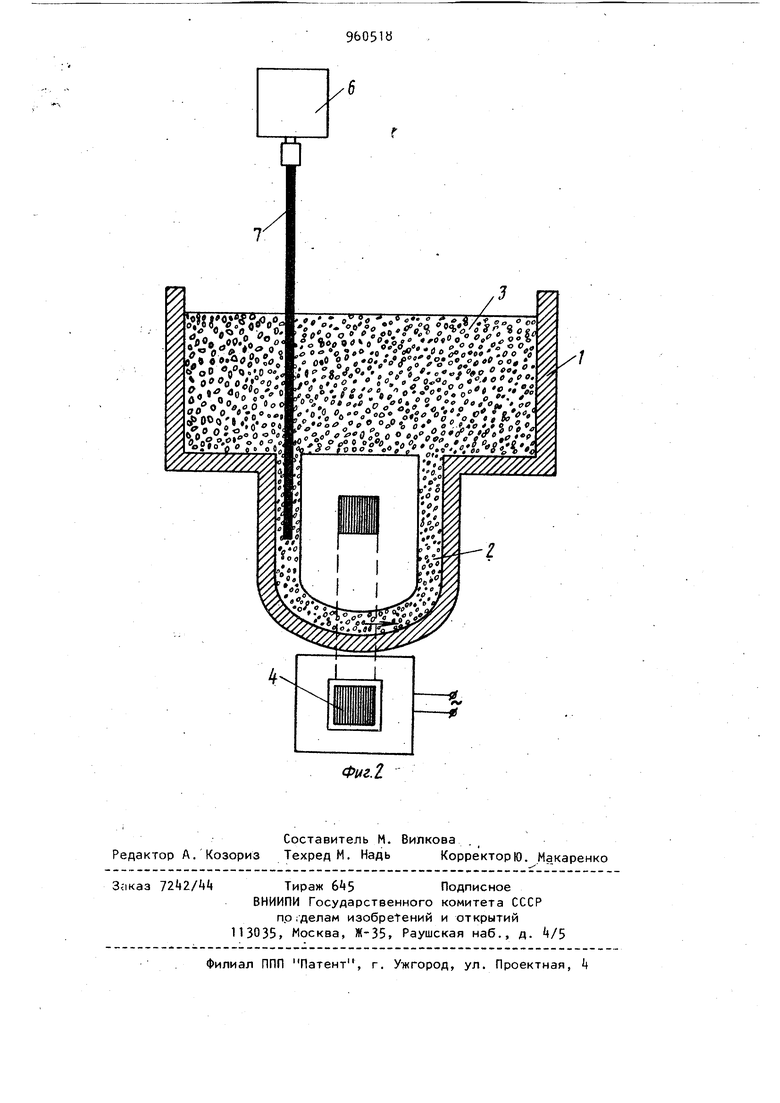
На фиг, 1 дано устройство для осуществления предлагаемого способа посредством наложения вращающегося магнитного поля; на фиг. 2 - то же,
20 посредством механического-перемещения.
Устройство состоит из огнеупорного корпуса 1, 8 котором выполнен канал 2. Огнеупорный корпус 1 образует ванну 3 с расплавленным металлом. В.нижней части огнеупорного корпуса 1 установлен индуктор t, осуществляющий нагрев и циркуляцию металла в канале в направлении, указанном стрел ками. В случае осуществления предлагаемого способа посредством наложения вращающегося магнитного поля на входе канала 2 установлен статор аси хронного двигателя 5, охватывающий канал 2. В случае механического осуществления предлагаемого способа над ванной 3 установлен электромотор 6, котором/ присоединен металлический шток 7, нижний конец которого погружен в расплавленный металл на входе канала 2. Устройство работает следующим образом. После заполнения расплавом ванны 3 и канала 2 включают индуктор 4 и статор асинхронного двигателя 5- Индуктор k наводит в канале 2 токи, вы зывающие нагрев расплава и его циркуляцию в канале 2 от входа к выходу в направлении, указанном стрелкой. Статор асинхронного двигателя 5 создает на входе канала 2 вращающееся магнитное поле, приводящее металл во вращение вокруг оси канал 2. При вра щении жидкого металла скорость вращения должна быть такой, чтобы соблю далось равенство центробежных и элек тромагнитных сил, действующих на час тицы жидкого металла. В случае выполнения этого условия исчезает градиент давления вдЬль рад .уса канала (так называемый пинч-эффект) при этом непроводящие частицы примесей не прилипают к стенкам канала. Как показывают расчеты, частота вращения вращающегося магниТногр поля должна быть не менее величи ь| J уТТГ где i - плотность тока I У - в канале,/х, J - соответственно магнитная проницаемость и плотность рас плавленного металла. В случае механического осуществления предлагаемого способа одновременно с.включением индуктора k включается электромотор 6, который приводит шток 7 во вращение с частотой UO , равной или больше . П MiJКак показывает практика, зарастание каналов происходит в основном
на входах. Поэтому приведение во вращение струи расплавленного металла с соответствующей частотой вращения практически полностью устраняет зарастание стенок канала непроводящими частицами.. Пример :1 . Индукционную ка- . нальную печь заполня,ют расплавом алюминия. Посредством индуктора, питаемого от переменного тока промышленной частоты при диаметре канала 10 см, в канале создается плотность то-6 AA.l ка 8,-10 А/м. Посредством двухполюсного статора асинхронного двигателя создают вращающееся магнитное поле, имеющее магнитную индукцию 0,030,05 Тл и угловую скорость вращения UJ рад/с. Межремонтный срок службы каналов составляет при этом около года. Пример 2. Печь заполняют расплавом меди. При Диаметре канала 10 см индуктором создается в канале плотность тока 1,8-10 А/м. При помощи двухполюсного cTciTopa асинхронного двигателя создается вращающееся магнитное поле, имеющее магнитную индукцию 0,03-0,05 Тл и угловую скорость вращения и) 170 рад/с. Межремонтный .ро, службы каналов составляет при этом около года. ПримерЗ- В случае заполнения печи расплавом меди или алюминия внутрь канала через зеркало ванны вводят шток диаметром 1 см, который для предотвращения разъедания покрыт окисью алюминия. При помощи : лектр6мотора приводят шток во вращение. В случае заполнения печи расплавом меди при плотности тока в канале j lij.BIO® А/м, угловая скорость вращения штока составляед 170 рад/с. 8 случае заполнения алюминием при j 8,5 X плотности тока в канале X 10 А/м, угловая скорость вращения штока составляет рад/с. Применение предлагаемого способа позволяет значительно увеличить срок службы каналов в индукционных печах, так как устраняется зарастание каналов. До применения данного способа после кажцых трех недель работы печи требовалась приблизительно неделя для чистки каналоб -и ремонта, вызванного засорением каналов. В случае применения предлагаемого способа печь может непрерывно работать в течение одного года, после чего после недельного ремонта она опять вступает в строй. формула изобретения 1. Способ выплавки металла в инду ционной . канальной печи, включающий I расплавление металла с последующей принудительной циркуляцией металла в каналах, отличающийся тем, что, с целью увеличения срока службы каналов, поток металла во входном канале приводят во вращение вокруг оси, совпадающей с направлени ем тока в этом канале со скоростью --{5 гдеUU - скорость вращения потока; j - плотность тока в канале печи; р - плотность расплавленного металла;/U. - магнитная проницаемость. 2. Способ по п. 1, отличающийся тем, что вращение потока металла осуществляют наложением вращающегося магнитного поля, силовые линии которого перпендикулярны оси канала. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 350836, кл. С 21 С 7/00, 19б9.
