(54) ШТАМП ДЛЯ ВБ1РУБКИ ДЕТАЛЕЙ ИЗ ПЛОСКИХ ЗАГОТОВОК
1
Изобретение относится к холодной обработке металлов давлением и может быть использовано для вырубки крупногабаритных плоских заготовок.
Известен штамп для вырезки деталей из листового материала, содержащий шарнирно-рычажные фиксаторы, установленные на нижней плите и взаимодействующие с подвижными частями штампа 1.
Однако известный штамп не обеспечивает удаление отходов из рабочей зоны.
Наиболее близким к изобретению по совокупности, существенных признаков и достигаемому эффекту является известный штамп для вырубки деталей из плоских заготовок, преимущественно крупногабаритных, содержащий закрепленные на верхней плите прижим, матрицу с расположенными по ее наружному контуру ножами для разделения отхода, взаимодействующими с закрепленным на нижней плите пуансоном, и упор, выполненный в виде двуплечего рычага, установленного с возможностью поворота на оси, закрепленной на неподвижной плите и снабженного пружиной 21.
Недостатком этого штампа является трудность удаления отходов из рабочей зоны.
Цель изобретения - повышение производительности и облегчение удаления отхо5 дов из рабочей зоны.
С этой целью в штампе для вырубки деталей из плоских заготовок, содержащем закрепленные на верхней плите прижим, матрицу с расположенными по ее наружному
10 контуру ножами для разделения отхода, взаимодействующими с закрепленным на нижней плите пуансоном, и упор, выполненный в виде двуплечего рычага, установленного с возможностью поворота на оси, закрепленной на неподвижной плите и снабжен5 ного пружиной, ось упора установлена в плоскости перемещения подвижной части штампа и под углом к зеркалу матрицы.
Кроме того, двуплечий рычаг выполнен 2Q Г-образным и угол наклона оси равен 7-10°.
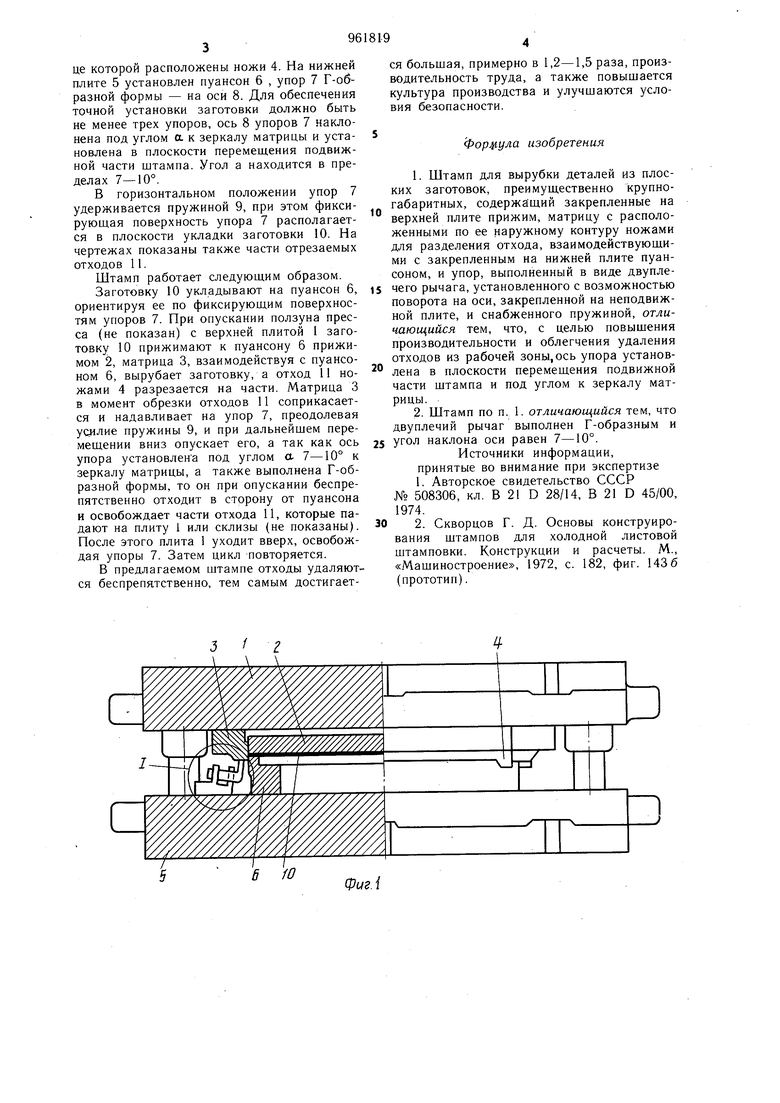
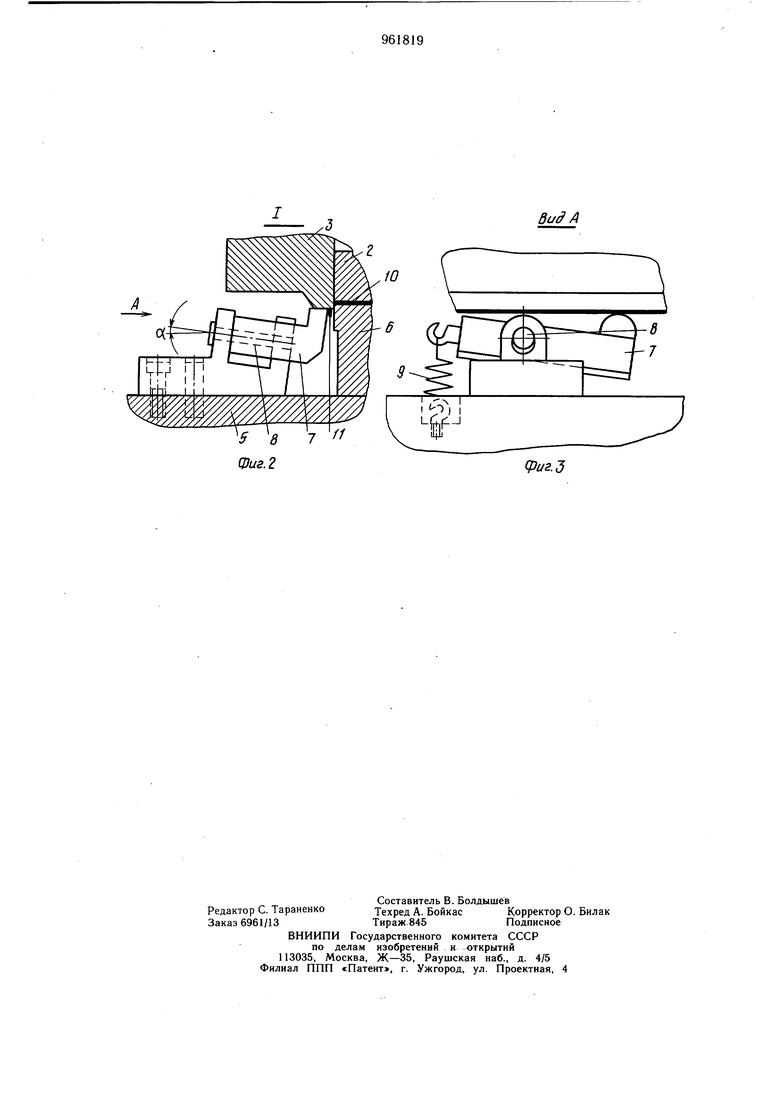
На фиг. 1 представлен штамп, продольный разрез; на фиг. 2 - узел I на фиг. 1; на фиг. 3 - вид по стрелке А на фиг. 2.
Штамп содержит плиту 1, на которой установлен прижим 2 и матрица 3, на торце которой расположены ножи 4. На нижней плите 5 установлен пуансон 6 , упор 7 Г-об разной формы - на оси 8. Для обеспечения точной установки заготовки должно быть не менее трех упоров, ось 8 упоров 7 наклонена под углом а к зеркалу матрицы и установлена в плоскости перемещения подвижной части штампа. Угол а находится в пределах 7-10°.
В горизонтальном положении упор 7 удерживается пружиной 9, при этом фиксирующая поверхность упора 7 располагается в плоскости укладки заготовки 10. На чертежах показаны также части отрезаемых отходов 11.
Штамп работает следующим образом.
Заготовку 10 укладывают на пуансон 6, ориентируя ее по фиксирующим поверхностям упоров 7. При опускании ползуна пресса (не показан) с верхней плитой 1 заготовку 10 прижимают к пуансону 6 прижимом 2, матрица 3, взаимодействуя с пуансоном 6, вырубает заготовку, а отход И ножами 4 разрезается на части. Матрица 3 в момент обрезки отходов 11 соприкасается и надавливает на упор 7, преодолевая усилие пружины 9, и при дальнейшем перемещении вниз опускает его, а так как ось упора установлена под углом х 7-10° к зеркалу матрицы, а также выполнена Г-образной формы, то он при опускании беспрепятственно отходит в сторону от пуансона и освобождает части отхода 11, которые падают на плиту 1 или склизы (не показаны). После этого плита 1 уходит вверх, освобождая упоры 7. Затем цикл повторяется.
В предлагаемом щтампе отходы удаляются беспрепятственно, тем самым достигается больщая, примерно в 1,2-1,5 раза, производительность труда, а также повышается культура производства и улучшаются условия безопасности.
Фор41ула изобретения
1.Штамп для вырубки деталей из плоских заготовок, преимущественно крупногабаритных, содержащий закрепленные на верхней плите прижим, матрицу с расположенными по ее наружному контуру ножами для разделения отхода, взаимодействующими с закрепленным на нижней плите пуансоном, и упор, выполненный в виде двуплечего рычага, установленного с возможностью поворота на оси, закрепленной на неподвижной плите, и снабженного пружиной, отличающийся тем, что, с целью повышения производительности и облегчения удаления отходов из рабочей зоны, ось упора установлена в плоскости перемещения подвижной части щтампа и под углом к зеркалу матрицы.
2.Штамп по п. 1. отличающийся тем, что двуплечий рычаг выполнен Г-образным и угол наклона оси равен 7-10°.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 508306, кл. В 21 D 28/14, В 21 D 45/00, 1974.
2.Скворцов Г. Д. Основы конструирования щтампов для холодной листовой штамповки. Конструкции и расчеты. М., «Машиностроение, 1972, с. 182, фиг. 1436 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для вырубки деталей | 1985 |
|
SU1248700A1 |
| Штамп для вырубки деталей из полосовых и ленточных заготовок | 1981 |
|
SU984575A1 |
| Штамп для обработки штучных плоских заготовок | 1982 |
|
SU1094651A1 |
| Штамп для чистовой пробивки отверстий в штучных заготовках | 1978 |
|
SU778872A1 |
| Штамп для отрезки заготовок от полосы | 1982 |
|
SU1031584A1 |
| Штамп для чистовой вырубки | 1982 |
|
SU1031580A1 |
| Штамп для вырубки и многопереходной вытяжки за один ход ползуна пресса | 1980 |
|
SU940929A1 |
| Способ вырезки деталей из листовых заготовок и штамп для его осуществления | 1986 |
|
SU1470394A1 |
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| СПОСОБ МНОГООПЕРАЦИОННОЙ ШТАМПОВКИ СЛОЖНОЙ КРУПНОГАБАРИТНОЙ ДЕТАЛИ С ВНУТРЕННИМИ ПОЛОСТЯМИ НА СТЕНКЕ ИЗ ЛИСТОВОГО МАТЕРИАЛА (ВАРИАНТЫ) | 2006 |
|
RU2349408C2 |
Вид А
(риг.З
