1
Изобретение относится к холодной обработке металлов давлением и может быть, использовано для вырубки деталей из полосовых и ленточных заготовок.
Известен штамп для вырубки деталей из полосовых и ленточных заготовок, содержащий пуайсон и матрицу, на которой установлен съемник и шарнирно закреплен двуплечий рычаг, поворачиваемый под давлением пружины в направлении, противоположном направлению подачи материала.
Съемник связан с матрицей с возможностью относительного вертикального ггеремещения и снабжен пружинами, опускающими его на подпружиненный конец двуплечего рычага 1.
Однако известному штампу свойственна недостаточная надежность работы.
Наиболее близким к предлагаемому по совокупности существенных признаков и достигаемому эффекту является щтамп для вырубки деталей из полосовых и ленточных заготовок, содержащий закрепленные на неподвижной нижней плите матрицу и съем,ник, установленные на подвижной верхней плите пуансон и при помощи оси подающий
рычаг, поворачиваемый в вертикальной плос кости в направлении подачи заготовок от верхней плиты через закрепленный на ней преобразующий узел 2.
Однако известный штамп характеризуется недостаточно высокой надежностью работы и точностью подачи.
. Цель изобретения - повышение надежности работы и точности подачи.
Поставленная цель достигается тем, что в штампе для вырубки деталей из полосо10вых и ленточных заготовок, содержащем закрепленные на неподвижной нижней плите матрицу и съемник, установленные на подвижной верхней плите пуансон и ось, несущую подающий рычаг, поворачиваемый 15 в вертикальной плоскости в направлении подачи заготовок от верхней плиты через закрепленный на ней преобразующий механизм, преобразующий механизм выполнен в виде ползущки, несущей взаимодействующее с верхней плитой пружинное кольцо
20 упора, расположенного над верхней плитой, толкателя и рычага, а подающий рычаг выполнен двуплечим и установлен с возможностью взаимодействия верхним концом с ползушкой.
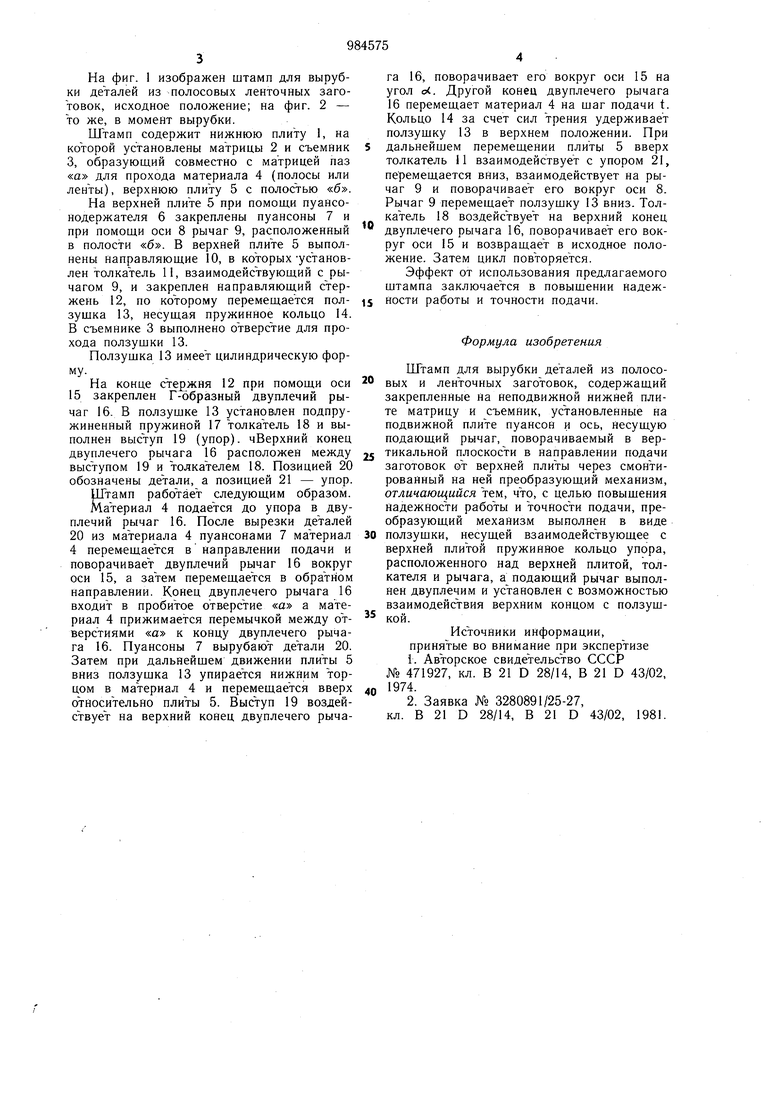
На фиг. 1 изображен штамп для вырубки деталей из полосовых ленточных заготовок, исходное положение; на фиг. 2 - то же, в момент вырубки.
Штамп содержит нижнюю плиту 1, на которой установлены матрицы 2 и съемник 3, образующий совместно с матрицей паз «а для прохода материала 4 (полосы или ленты), верхнюю плиту 5 с полостью «б.
На верхней плите 5 при помощи пуансонодержателя 6 закреплены пуансоны 7 и при помощи оси 8 рычаг 9, расположенный в полости «б. В верхней плите 5 выполнены направляющие 10, в которыхустановлен толкатель 11, взаимодействующий с рычагом 9, и закреплен направляюц1ий стержень 12, по которому перемещается ползущка 13, несущая пружинное кольцо 14. В съемнике 3 выполнено отверстие для прохода ползущки 13.
Ползущка 13 имеет цилиндрическую форму.
На конце стержня 12 при помощи оси 15 закреплен Г-образный двуплечий рычаг 16. В ползущке 13 установлен подпружиненный пружиной 17 толкатель 18 и выполнен выступ 19 (упор). чВерхний конец двуплечего рычага 16 расположен между выступом 19 и толкателем 18. Позицией 20 обозначены детали, а позицией 21 - упор.
Штамп работает следующим образом.
Материал 4 подается до упора в двуплечий рычаг 16. После вырезки деталей 20 из материала 4 пуансонами 7 материал 4 перемещается в направлении подачи и поворачивает двуплечий рычаг 16 вокруг оси 15, а затем перемещается в обратном направлении. Конец двуплечего рычага 16 входит в пробитое отверстие «а а материал 4 прижимается перемычкой между отверстиями «а к концу двуплечего рычага 16. Пуансоны 7 вырубают детали 20. Затем при дальнейщем движении плиты 5 вниз ползущка 13 упирается нижним торцом в материал 4 и перемещается вверх относительно плиты 5. Выступ 19 воздействует на верхний конец двуплечего рычага 16, поворачивает его вокруг оси 15 на угол о. Другой конец двуплечего рычага 16 перемещает материал 4 на щаг подачи t. Кольцо 14 за счет сил трения удерживает ползущку 13 в верхнем положении. При
дальнейщем перемещении плиты 5 вверх толкатель 11 взаимодействует с упором 21, перемещается вниз, взаимодействует на рычаг 9 и поворачивает его вокруг оси 8. Рычаг 9 перемещает ползущку 13 вниз. Толкатель 18 воздействует на верхний конец двуплечего рычага 16, поворачивает его вокруг оси 15 и возвращает в исходное положение. Затем цикл повторяется.
Эффект от использования предлагаемого щтампа заключается в повышении надежности работы и точности подачи.
Формула изобретения
Штамп для вырубки деталей из полосовых и ленточных заготовок, содержащий закрепленные на неподвижной нижней плите матрицу и съемник, установленные на подвижной плите пуансон и ось, несущую подающий рычаг, поворачиваемый в вертикальной плоскости в направлении подачи заготовок от верхней плиты через смонтированный на ней преобразующий механизм, отличающийся тем, что, с целью повышения надежности работы и точности подачи, преобразующий механизм выполнен в виде 0 ползушки, несущей взаимодействующее с верхней плитой пружинное кольцо упора, расположенного над верхней плитой, толкателя и рычага, а подающий рычаг выполнен двуплечим и установлен с возможностью взаимодействия верхним концом с ползущкой.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР
№ 471927, кл. В 21 D 28/14, В 21 D 43/02, 1974.
2.Заявка № 3280891/25-27,
кл. В 21 D 28/14, В 21 D 43/02, 1981.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для штамповки изделий из плоских заготовок | 1987 |
|
SU1447479A1 |
| Штамп для вырубки деталей из ленты или полосы | 1982 |
|
SU1031579A1 |
| Штамп для обработки полосового и ленточного материала | 1980 |
|
SU902926A1 |
| Штамп для вырубки деталей | 1985 |
|
SU1248700A1 |
| Штамп для вырубки деталей из полосо-ВОгО и лЕНТОчНОгО МАТЕРиАлА | 1979 |
|
SU820979A1 |
| Устройство для изготовления полых деталей из полосового и ленточного материала | 1983 |
|
SU1204302A1 |
| Многопозиционный штамп для обработки штучных заготовок | 1980 |
|
SU940950A1 |
| Штамп для вырубки деталей из поло-СОВОгО МАТЕРиАлА | 1979 |
|
SU829263A1 |
| Штамп для пробивки или вырубки с устройством для подачи полосового и ленточного материала | 1981 |
|
SU967616A1 |
| Штамп для разделительных операций | 1987 |
|
SU1433620A1 |

