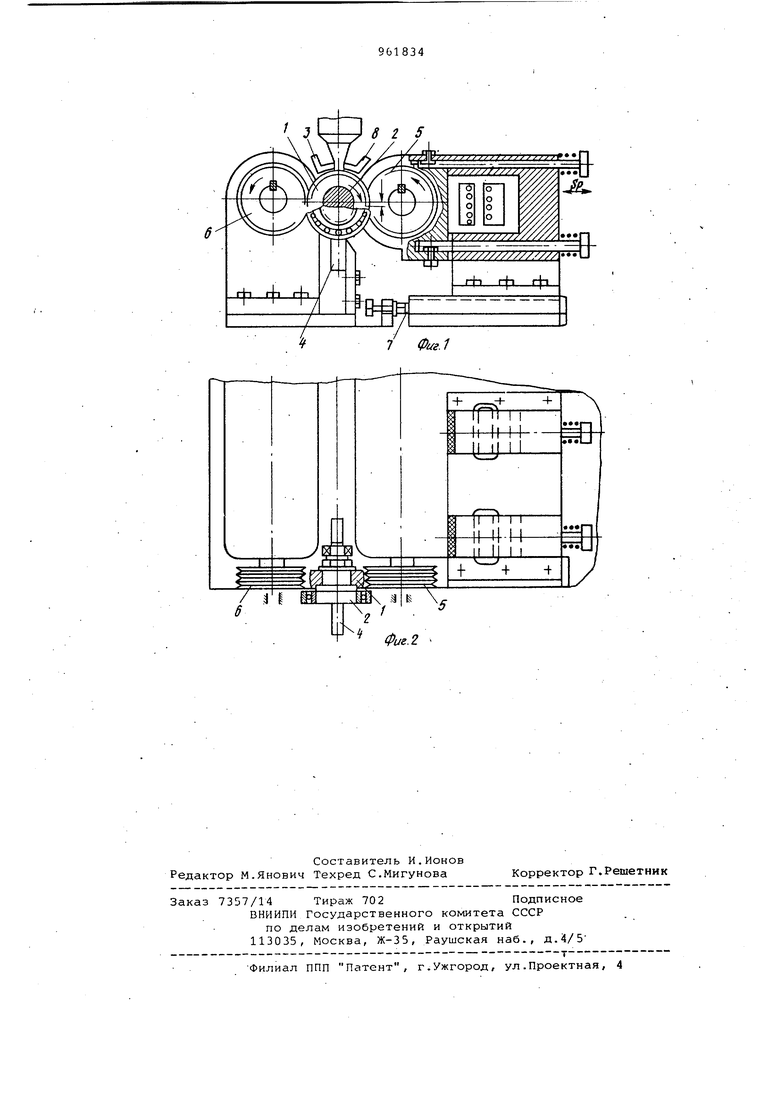
тер-ролика 5 на упоре 7. Включают кратковременный нагрев восстанавливаемого или нового накатного ролика 1 по реле времени (5-8 с) индуктором 8 до 250-500°С. Включают магнитоконструкционные или другие виды вибрационных устройств (электромеханические, пневматические и др.) и налагаюх на основную подачу перемещающегося правого мастер-ролика 5 к левому мастер-ролику 6 дополнительные осцилирующие, регулируемые по амплитуде и частоте, возвратно-поступательные перемещения (вибрирование). Частоту осцилирующих перемещений определяют по виду применяемого конкретно вибра тора. ( М гнитострикционного - ДО 20000 кГц; других вибраторовдоболе ни-зких частот.в зависимости от их возможностей). Ролик 1 охлаждают до 100-150°С сжатым до 3-5 атм воздухом в смеси с пылевидным графитом, чем достигается улучшение чистоты обрабо .танного резьбового профиля ролика 1. Проведенные опытные работы по.каза ли реальную возможность- осуществлени .способа восстановления изношенного резьбового профиля накатного ролика 1 (или правки нового ролика) путем перемещения алмазных зерен в связыва ющем их размягченном слое металличес кой связки в момент накатки этого резьбового профиля при кратковременном прогреве алмазоносного слоя до 250-500°С и вибрирующем перемещении правого мастер-ролика 5 относительно восстанавливаемого профиля ролика 1, при охлаждении наружной его поверхности сжатым до 3-5 атм воздухом в смеси с пылеобразным графитом. При фактическом нагреве восстанав ливаемого ролика в пределах 250-260 (до 300°С с учетом потери температур на 50°С) восстановление высоты профи ля и углов ниток происходит удовлетворительно. При попытке нагрева в пределах 200°С имели место случаи начала разрушения металлической связки. Пластичность связи при фактическ нагреве при 375-385°С является хорошей, кольцевой профиль резьбы резко очерчен, высота профиля полная. Пластичность металлической связки при фактическом нагреве ролика при 500-510°С (до момента накатки) также является достаточно хорошей. Однако, исходя из условий работоспособности режущих кромок алмазных Зерен, нагрев ролика до температуры 550-600°С является нежелательным. Пример . Изношенные по высоте резьбового профиля правочные ролики 1 типа ИК-628-ООСБ Кабардино-Балкарского завода алмазных инструментов были многократно восстановлены по резьбовому профилю на резьбонакатном станке с двумя мастер-роликами. Восстановленные по высоте резьбового Профиля накатные ролики были испытаны на правке абразивных шлифкругов резьбошлифовальных станков предприятия. Срок службы в.осстановленных по высоте резьбового профиля накатных роликов 1 (типа ИК-628-ООСБ) увеличился в пределах 50-70% от нормативной стойкости нового ролика 1 (стойкость этого ролика составляет 15000 деталей до.полного износа по высоте профиля). Формула изобретения Способ восстановления и правки накатного ролика, изношенного по кольцевому резьбовому профилю в алмазоносном слое с металлической связкой, при котором осуществляют предварительный нагрев накатного ролика до температуры, не превышающей температуру разрушения алмазоно.сного слоя, и накатку резьбового профиля накатным мае т ер-рол и к ом, отличающ и и с я тем, что, с целью повышения качества резьбового профиля накатного ролика, в процессе накатки на мастер-ролик накладывают осцилирующие, регулируемые по амплитуде и частоте, возвратно-поступательные перемещения и охлаждают наружную поверхность накатного ролика до температуры 100-150°С, а предварительный нагрев осуществляют в диапазоне 250500°С. Источники информации, принятые во внимание при экспертизе 1. Авторское свидетельство СССР № 218004, кл. В 24 D 5/02, 15.08.66 (прототип).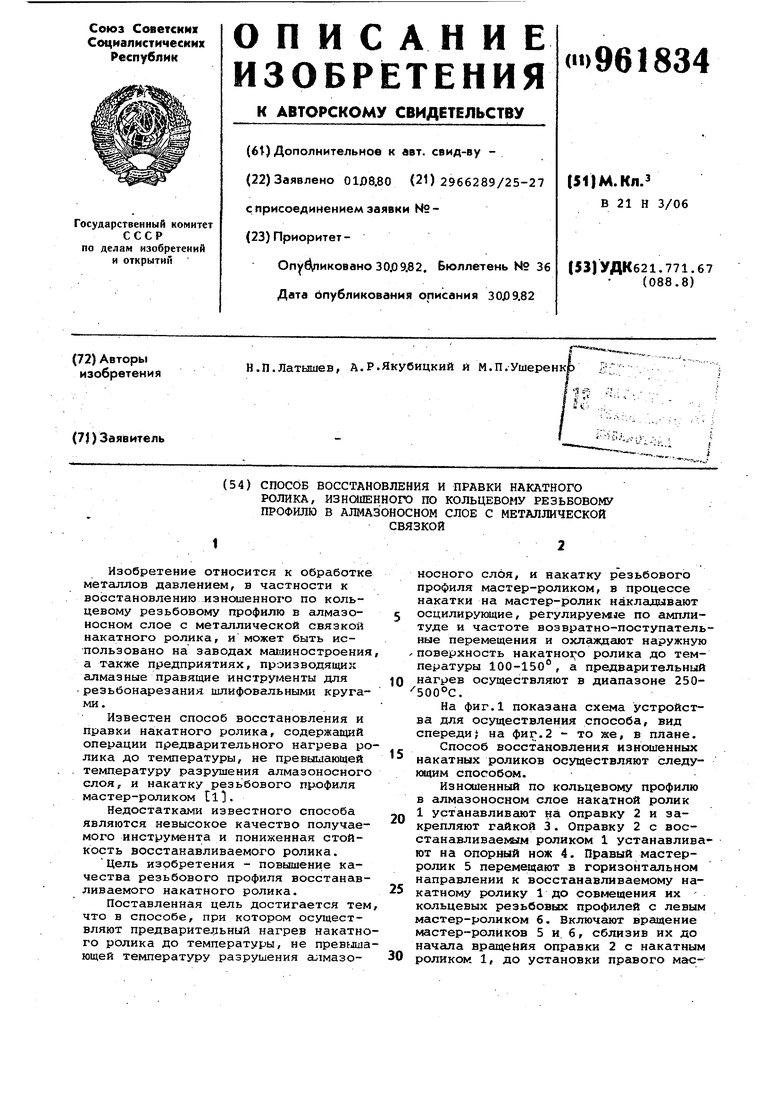
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для восстановления правящих резьбовых алмазных роликов | 1980 |
|
SU1022805A1 |
| Устройство для изготовления или восстановления резьбовых алмазных роликов | 1990 |
|
SU1791068A1 |
| Способ правки абразивного круга на металлической связке | 1979 |
|
SU882719A1 |
| Устройство для правки многониточных шлифовальных кругов | 1987 |
|
SU1785883A1 |
| Устройство для обработки,профилирования и правки алмазных кругов на металлической связке | 1985 |
|
SU1283001A1 |
| СПОСОБ ШЛИФОВАНИЯ СЛОЖНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ | 2010 |
|
RU2432239C1 |
| Способ изготовления накатных роликов | 1989 |
|
SU1703421A1 |
| Способ изготовления алмазного инструмента | 1978 |
|
SU709354A1 |
| Способ профилирования шлифовального круга | 1989 |
|
SU1773705A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРОФИЛЬНЫХ ШЛИФОВАЛЬНЫХ КРУГОВ | 2008 |
|
RU2364497C1 |