(54) СПОСОБ ФОРМОВАНИЯ БЕТОННЫХ ИЗДЕЛИЙ

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования изделий | 1977 |
|
SU644622A1 |
| Способ формования изделий из бетонных смесей | 1982 |
|
SU1065197A1 |
| Способ изготовления напорных виброгидропрессованных трубчатых изделий | 1980 |
|
SU996213A1 |
| Способ изготовления трубчатых изделий | 1981 |
|
SU1004113A1 |
| Способ формования изделий из жестких бетонных смесей | 1986 |
|
SU1463486A1 |
| Способ изготовления изделий из ячеистого бетона | 1977 |
|
SU697442A1 |
| Способ изготовления раструбных труб из бетонных смесей и устройство для его осуществления | 1987 |
|
SU1502350A1 |
| ВИБРАЦИОННОЕ УСТРОЙСТВО ДЛЯ УКЛАДКИ БЕТОННЫХ СМЕСЕЙ, ПРЕИМУЩЕСТВЕННО ЖЕСТКИХ | 2008 |
|
RU2378447C1 |
| Способ формования бетонныхиздЕлий | 1979 |
|
SU814732A1 |
| Способ формования изделий из цементогрунтовых смесей | 1980 |
|
SU1013281A1 |
Изобретение относится к строительству и касается производства бетонных и железобетонных.изделий в формах, установленных на вибр площадках. Известен способ формования бетон ных и железобетонных изделий путем воздействия маятниковых колебаний в процессе укладки и уплотнения бетонной смеси 1. Недостаткс1ми этого способа являю ся сложность его осуществления, невозможность создания равномерного вибрационного воздействия и исключе ния ударных вертикальных импульсов Наиболее близким по технической сущности к предлагаемому является способ формования бетонных изделий путем совместного -вибровоздействия горизонтальных и вертикально направ ленных колебаний с частотой 15001600 кол/мин в процессе укладки и уплотнения бетонной смеси 2. Недостатком указанного способа является то, что применение вибросмещений постоянной величины не позволяет получить достаточно высок го качества изделий, ведет к увеличению времени формования и, следовательно, к увеличению износа агрег тов виброплоцадки и вибровозбудителя. Кроме того, формование изделий при постоянных амплитудах вибросмещений не позволяет ликвидировать резонансные явления, возникающие при формовании. Цель изобретения - интенсификация процесса уплотнения. Поставленная цель достигается тем, что согласно способу формования бетонных изделий путем совместного вибрОБОЗдействия горизонтальных и вертикально направленных колебаний с частотой 1500-1600 кол/мин в процессе укладки и уплотнения бетонносмеси, в процессе формования изменчют амплитуду колебаний горизонтальных и вертикальных соответственно по следующему режиму: в течение 4050% времени формования 1,8-2,0 мм и 0,1-0,2 мм, в течение 25-30% - с одинаковой амплитудой 0,9-1,0 мм, в течение 10-15% - 0,3-0,4 мм и 1,31,4 мм и заканчивают с амплитудой 0,9-1,0 мм и 0,1-0,2 мм. Способ формования бетонных-и железобетонных изделий осуществляется следующим образом. Собранную форму с арматурой устанавливают на виброплошапку, включают
электропривод вибровоэСудителя. и.начинают непрерывно подавать в бетонную смесь.ivB первые 40-50% времени, необходимого для формования одного изделия, уплотнение производят путем одновременного действия горизонтальных и вертикальных вибросмещений с амплитудами, соответственно равными 1,8-2,0 и 0,1-0,2 мм. При таком соотношении амплитуд бетонная смесь практически ,любой жесткоети начинает интенсивно разжижаться, заполнитель смеси стремится занять минимальный объем, заполняя все контуры формы. Затем плавно перераспределяют горизонтальные и вертикальные вибросмещения и в течение 2530% времени формования изделия осуществляют уплотнение с амплитудами горизонтальных и вертикальных смещений, равньвии 0,9-1,0 мм. Бетонная смесь при этом приобретает устойчивую структуру, начинается интенсивное удаление защемленного воздуха. В последующие io-15% общего времени формования изделия вибросмещения распределяют таким образом, что величина амплитуды горизонтальных вибросмещений равняется 0,3-0,4 мм,а вертикальных - 1,3-1,4 мм. При этом из уплотняемой бетонной смеси вытесняются остатки защемленного воздуха до максимального коэффициента уплотнения. Заканчивают уплотнение путем одновременного действия горизонтальных вибросмещений с величиной амплитуды 0,8-1,0 мм и вертикальных, с амплитудой О,1-0,2-мм. При таком воздействии вибросмещений полностью исключаются деструктивные процессы в уплотненной бетонной смеси,, а также исключаются резонансные явления. Процесс формования заканчивается, после чего выключают электропривод вибровозбудителя, форму с изделием транспортируют на пост термообработки и далее процесс ведут известным путем.
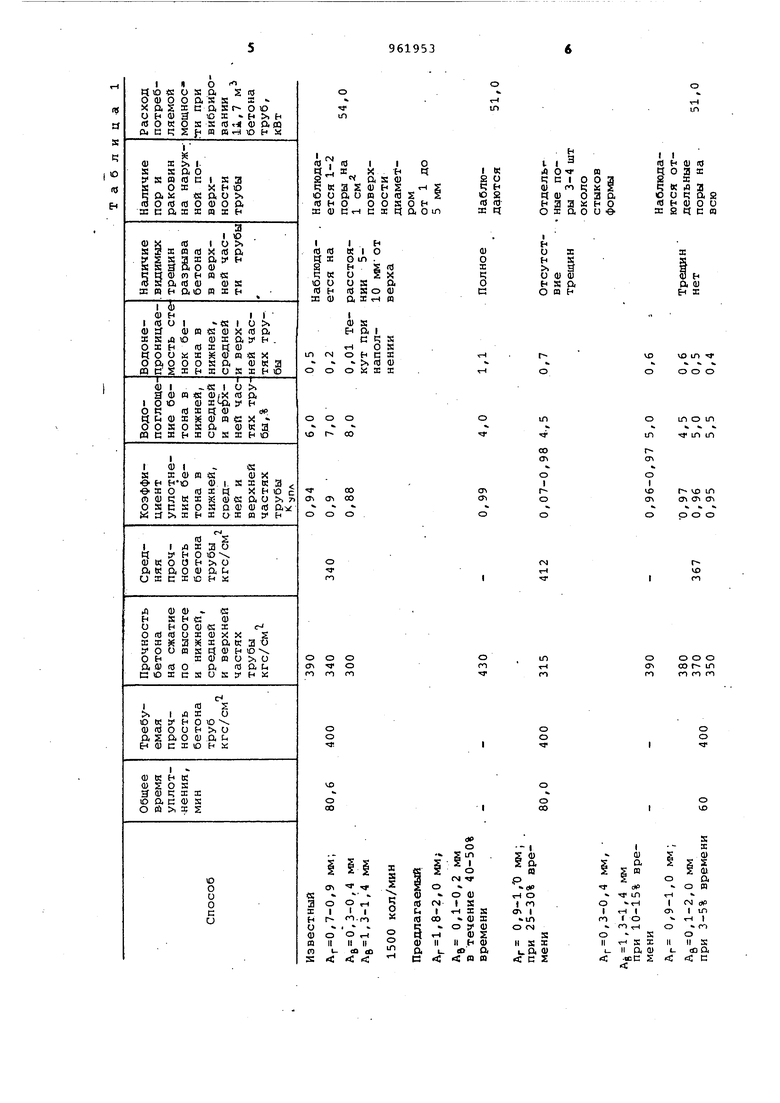
Пример. Форму с арматурой для изготовления напорной виброгидропрессованной трубы диаметром 1600 м и высотой 5000 мм устанавливают
на подвижную раму виброплощадки. Включают электропривод блока вибровозбудителя с частотой колебаний 1500 кол/мин одновременно с подачей бетонной смеси в полость формы. В течение первых 50% времени формовани ведут воздействием горизонтальных вибросмещений с величиной амплитуды 2,0 мм и вертикальных с величиной амплитуды 0,2 мм. Затем в течение последующих 30% времени формования изделия уплотнение производят воздействием вертикальных и горизонтальных вибросмещений с одинаковой амплитудой, равной 1,0 мм. В следующие 15% времени перераспределеляют горизонтальные и вертикальные вибросмещения так, что величина амплитуды горизонтальных вибросмещений составляет 0,4 мм, а вертикальных - 1,4 мм. После окончания подачи бетонной омеси в последние 5% времени вновь производят перераспределение вибросмещений и оканчивают процесс формования при действии горизонтальных вибросмещений с величиной амплитуды 1,О мм и вертикальных - 0,2 мм. По окончании процесса формования выключают вибровозбудитель, форму с изделием транспортируют на пост термообработки и далее процесс ведут известным путем.
Результаты испытаний сведены в табл.1.
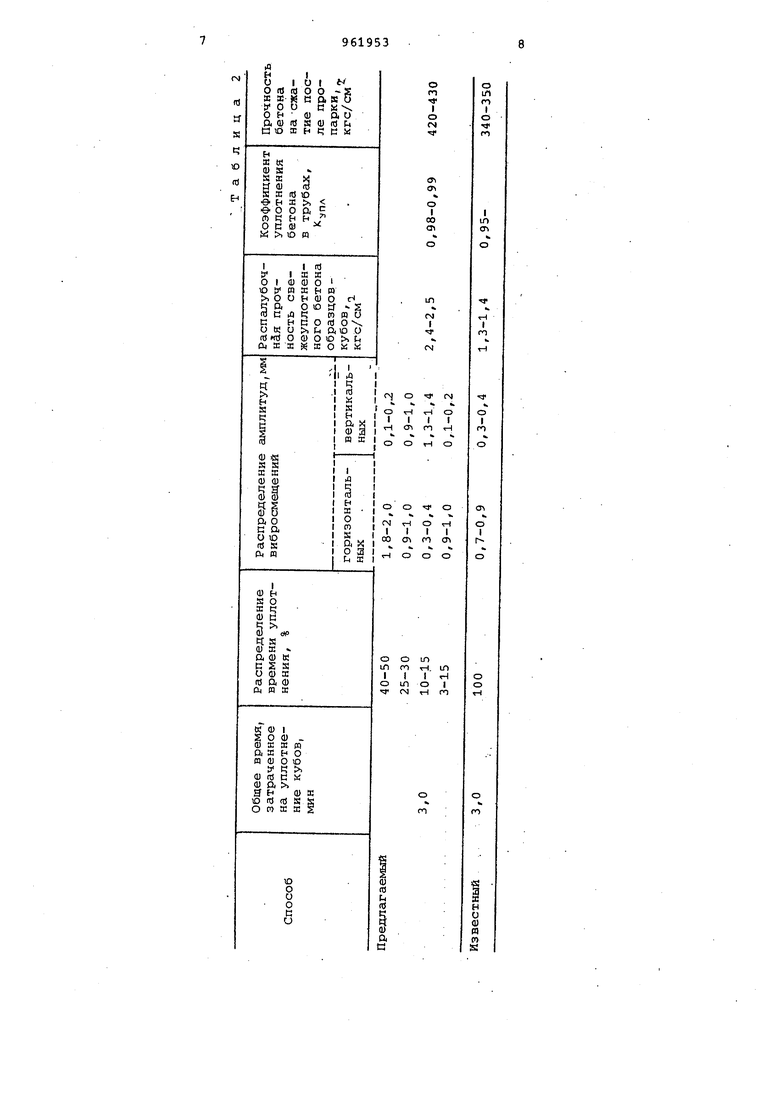
Оптимальные величины амплитуд горизонтальных и вертикальных вибросмещений выбраны экспериментально исходя ИЗ условия обеспечения максимального коэффициента уплотнения. Формуют образцы - кубы размером 10x10x10, изготовленные из бетонной смеси состава Ц:П:Щ:В 570:600:1800: :150.
Результаты сведены в табл.2.
Как видно из таблиц, предлагаемы способ позволит сократить время форвания на 20-30%, повысить распалубоную прочность свежеотформованного иделия и снизить расход потребляемой мощности
Формула изобретения
Способ формования бетонных изделий путем совместного вибровоздействия горизонтальных и вертикально направленных колебаний с частотой 1500-1600 кол/мин в процессе укладки и уплотнения бетонной смеси, отличающийся тем, что, с целью интенсификации процесса уплотнения, в процессе формования изменяют амплитуду колебаний горизонтальных и вертикальных соответственно
по следующему режиму: в течение 4050% времени формования 1,8-2,0 мм и .0,1-0,2 мм, в течение 25-30% - одинаковыми амплитудами 0,9-1,0 NW, Э течение 10-15% - 0,3-0,4 мм и 1,31,4 мм и заканчивают с амплитудой 0,9-1,0 мм и 0,1-0,2 мм.
Источники информации, принятые во внимание при экспертизе
