Изобретение относится к технологи ческому оборудованию, используемому в конвейерных линиях по производству строительных изделий на заводах строительной индустрии, в частности при изготовлении плоских строительных изделий в многоместных жестких формах.;
Известно устройство для распалубки и удалений изделий из формы, содержащее станину на которой смонтированн поворотные рамы для приема формы и готовых изделий Cl.
Наиболее близким к предлагаемому по технической сущности является устройство для распалубки и удаления готовых изделий из формы, выполненное в виде кантователя, содержащего установленную на стойках основания поворотную раму, на которой смонтированы друг над другом средства для приема формы с изделиями и удаления готовых изделий, привод поворота рамы и ограничители ее поворота 2.
Недостатки известного устройства состоят в низком качестве получаемых после распалубки изделий и плохих эксплуатационных характеристиках.
Цель изобретения - повышение качества готовых изделий и упрощение эксплуатации.
Указанная цель достигается тем, что в устройстве для распалубки и удаления изделий из формы/ выполненном в виде кантователя, содержащего установленную на стойках основания поворотную раму, на которой смонтированы друг над другом средства для приема формы с изделиями и удаления готовых изделий, привод поворота ра10мы и ограничители ее поворота, средство для приема формы выполнено в виде поворотной рамы с рольгангами, закрепленной посредством шарнирных тяг на поворотной раме, средство
15 для приема готовых изделий - в виде ленточного транспортера, а привод поворота рамы - в виде лебедки и трособлочной системы с запасовкой концов троса на поворотной раме, причем
20 подвижная рама снабжена вибраторами и ограничительными упорами, а трособлочная система - стабилизатором натяжения троса, при этом ограничители поворота поворотной рамы смонтирова25ны на стойках основания.
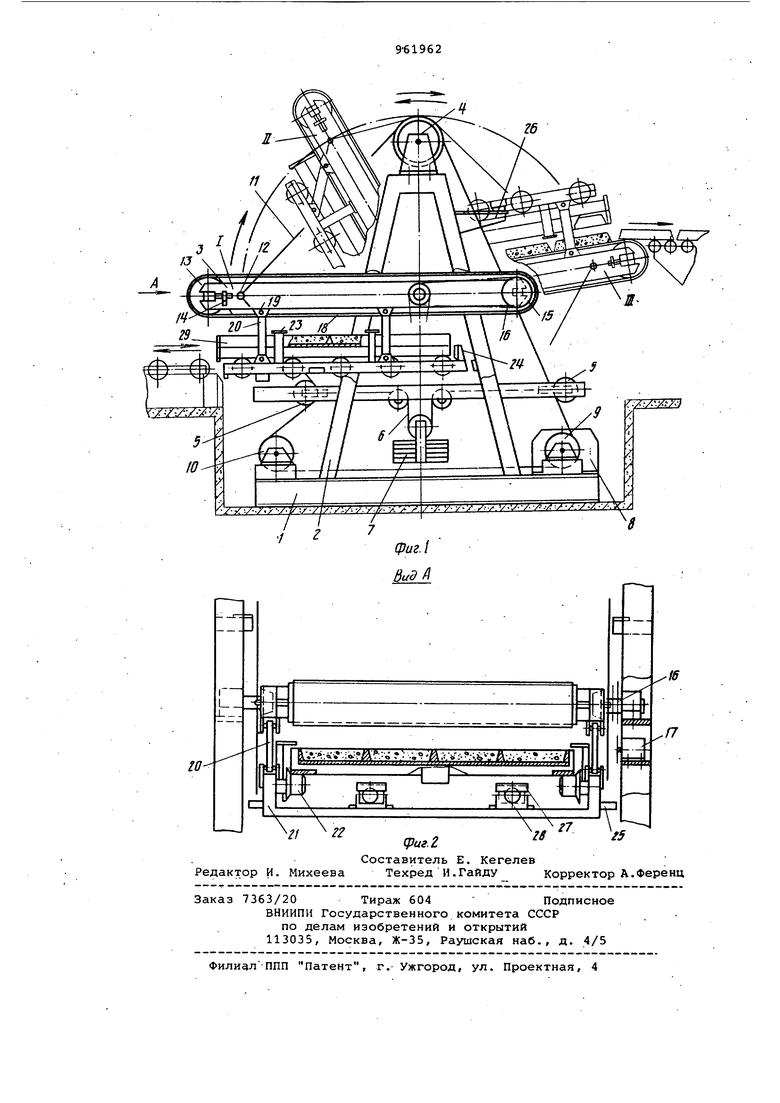
На фиг. 1 приведено устройство, вид сбоку; на фиг. 2 - вид Л на фиг. 1.
Устройство для выгрузки изделий
30 из форм в лполнено на базе кантона те ля, состоящего из основания 1, на котором установлены стойки 2. Между стойками шарнирно с возможностью по ворота на 180° установлена поворотн рама 3, а на стойках - отклоняющие ролики 4, На стойках в направляющих установлен стабилизатор 5 натяжения троса б, на котором через систему блоков находится груз 7 и лебедка 8 Электродвигатель через редуктор сое динен с барабанами 9, симметрично ко торым установлены на основании откло няющие ролики 10, Трос 11 закреплен на раме 3 кантователя на осях 12, огибает ролики 4 и 5, надевается на приводной барабан 9, огибает нижний отклоняющий ролик 10 и через второй натяжной ролик 5 закрепляется на оси 12. На торцах рамы 3 установлены наг тяжной барабан 13 с системой 14 натяжки и приводной барабан 15, соединенный цепной передачей 16 с приводом 17,; установленным на стойке. Барабаны соединены с бесконечной лен той 18, образуя ленточный транспортер . Рама 3 снабжена шарнирами 19 с четырьмя тягами 20, вторые концы тяг шарнирно соединены с приемной рамкой 21форм, снабженной роликами 22 роль ганга, ограничителями 23, концевыми упорами 24 и опорными столиками 25, которые установлены из условия взаимодействия с кронштейнами 26, закрепленными на стойках при повороте рамы 3 (транспортера). На приемной рамке закреплены вибролыжи 27 с вибраторами 28 из условия взаимодействия с днищем формы 29.при повороте рамы кантователя. Предлагаемое устройство работает следующим образом. В исходном положении I приемная рамка 21 находится в горизонтальном положении и ролиЛи 22 рольганга находятся в одной плоскости с рольгангом подачи формы. Известным устройством (например толкателем, стягивателем цепного конвейера) на ролики 22закатывается форма 29 с группой изделий. Включается лебедка 8 кантователя, и трос 11 поворачивает раму 3 (ленточный транспортер) и за тяги 20 приемную рамку 21 с формой 29 по часовой стрелке, Во время поворота (фиг. 1, положение М) приемная рамка с формой посредством тяг 20 смещается и форма прижимается к ленте 18. При дальнейшем повороте рамы (транспортера) при проходе вертикаль ного положения происходит опускание рамы в положение III (фиг.1), во вре мя которого вибролыжи 27 ложатся на днище формы 29, кратковременно вклю-, чаются вибраторы 28 и происходит внутренний отрыв изделия от формы. При дальнейшем опускании опорные столики 25 опираются на кронштейны 26 и приемная рамка 21 останавливается, а рама 3 (транспортер) продолжает перемещение, пока тяги 20 не займут положение, близкое к вертикальному. Лебедка 8 кантователя выключается. В конечном положении III форма 29 зависает на ограничителях 23, 26, а изделия ложатся на ленте транспортера лицом вверх. Включается привод 17 ленточного транспортера, и изделия выдаются на устройство для укладки их в контейнеры. Включением лебедки 8 кантователя рама 3 (транспортер) с приемной рамкой 21 и порожней формой 29 аналогично ранее изложенному возвращается, в исходное положение. Порожняя форма выкатывается известным устройством и на ее место закатывается форма с изделиями. Цикл выгрузки изделий повторяется. Формула изобретения Устройство для распалубки и удаления изделий из формы,выполненное в виде кантователя, содержащего установленную на стойках основания поворотную раму, на которой смонтированы друг над другом средства для приема формы с изделиями и удаления изделий, привод поворота рамы и ограничители ее поворота, отличающееся тем, что, с целью повышения качества готовых изделий и упрощения эксплуатации, средство для приема формы выполнено в виде . поворотной рамы с рольгангами, закрепленной посредством шарнирных тяг на поворотной раме, средство для приема готовых изделий - в виде ленточного транспортера, а привод поворота рамы - в виде лебедки и трособлочной системы с запасовкой концов троса на поворотной раме причем подвижная рама снабжена вибраторами и ограничительными упорами, а трособлочная система - стабилизатором натяжения троса, при этом ограничители поворота поворотной рамы смонтированы на стойках основания. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР 715329, кл, В 28 В 5/02, 1976. 2.Авторское свидетельство СССР, по заявке 2665333/29-33, кл. В 28 В 5/00, 1978.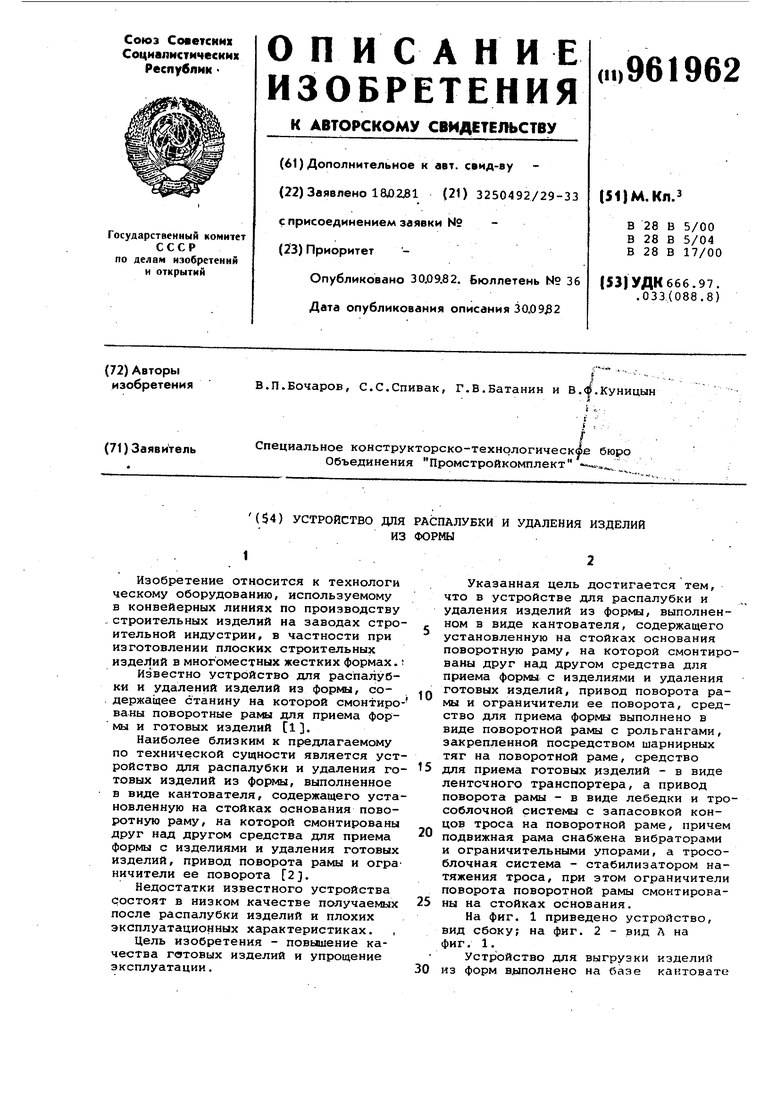
| название | год | авторы | номер документа |
|---|---|---|---|
| Технологическая линия для изготовления строительных изделий | 1978 |
|
SU903112A1 |
| Пост для распалубки и удаления изделия из формы | 1985 |
|
SU1235730A1 |
| Конвейерная линия для производства железобетонных изделий | 1979 |
|
SU863352A1 |
| Виброударная установка для формования строительных изделий | 1977 |
|
SU887169A1 |
| Кольцевой кантователь | 1980 |
|
SU961912A1 |
| Автомат-укладчик кирпича полусухого прессования на вагонетки туннельных обжиговых печей | 1983 |
|
SU1113259A1 |
| Автоматическая линия для изготовлениялиТЕйНыХ пОлуфОРМ | 1976 |
|
SU799913A1 |
| Линия для изготовления стержней из холоднотвердеющих смесей | 1975 |
|
SU516461A1 |
| СПОСОБ ПОГРУЗКИ И РАЗГРУЗКИ ДЛИННОМЕРНОГО ГРУЗА С ТРАНСПОРТНОГО СРЕДСТВА И ТРАНСПОРТНОЕ СРЕДСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2057660C1 |
| АВТОМАТИЧЕСКИЙ УКЛАДЧИК СТАЛЬНЫХ ХОЛОДНОГНУТЫХ ПРОФИЛЕЙ ТИПА П И С | 2024 |
|
RU2828529C1 |