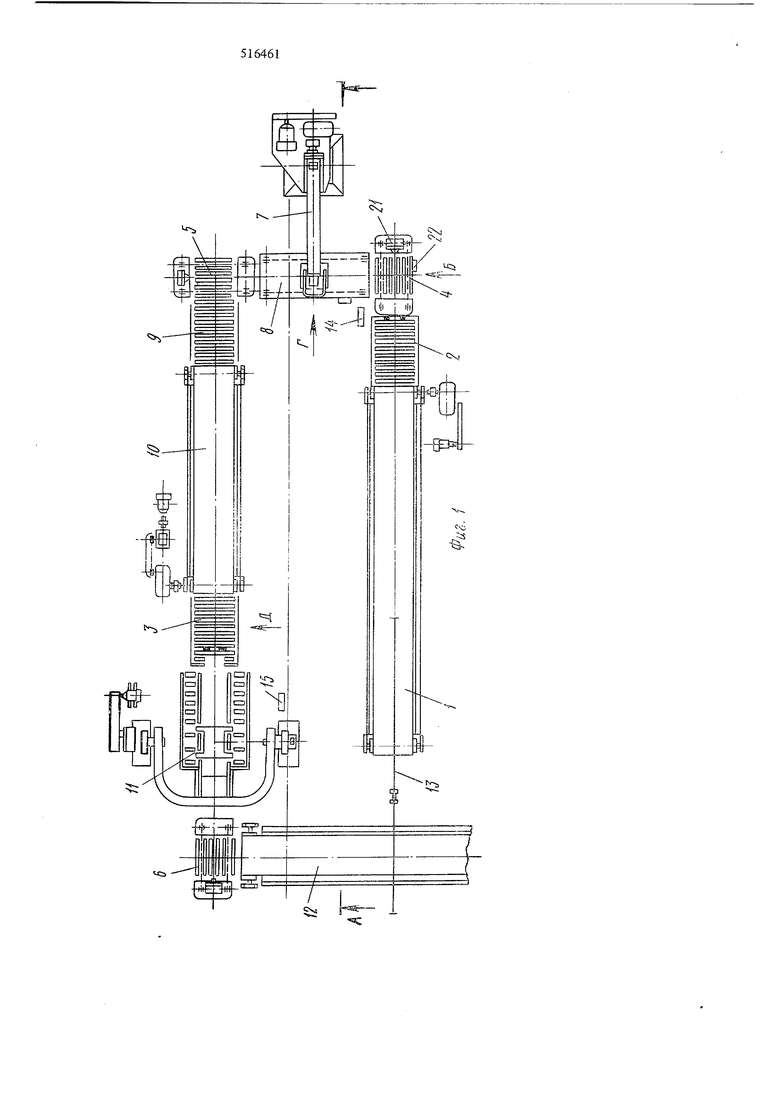
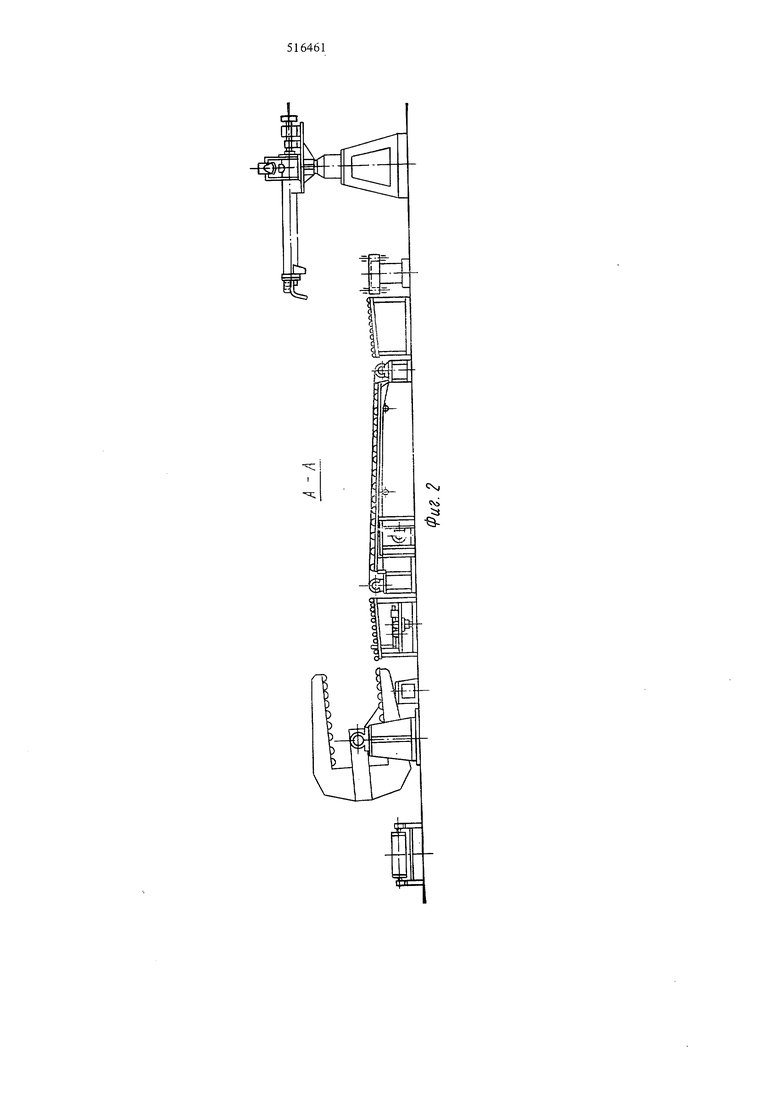
полнения стержневых ящиков смесью; встряхивающего стола 8 для уплотнения смеси и передачи наполненного ящика на следующую позицию; переходного рольганга 9; ленточного транспортера 10 твердеющих стержней, длина и скорость которого рассчитаны на обеспечение полного отверждения смеси в стержневом ящике до кантовки; кантователя 11; реверсивного ленточного транспортера 12 готовых стержней; монорельса 13с талью для протяжки и возврата пустых стержневых ящиков на ленточньш транспортер ; двух пультов управления 14 и 15. С пульта управления 14 управляются ленточньш транспортер 1, гравитационный рольганг 2, поворотный стол 4, встряхивающий стол 8, а с пульта управления 15 - гравитационньш рольганг 3, кантователь 11 и ленточньш транспортер 12.
Поворотньш стол состоит из рамы 16, рольганга 17, закрепленного с одной стороны шарнирно, а с другой поднимаемого с помощью пневмокамеры 18; цепного транспортера 19; мотор-редуктора 20 привода цепей; упора 21с конечным выключателем, ограничивающ«1м продольное перемещение ящика; пневмоэлектроклапана 22.
Встряхивающий стол состоит из рамы 23, встряхивающего механизма 24, цепного транспортера 25 для перемещения ящика вдоль стола; мотор-редуктора 26 привода цепного транспортера. Цепной транспортер - реверсивньш, Ч о обеспечивает лучшее заполнение ящика смесью и возможность производить встряхивание любого участка длинного стержневого ящика.
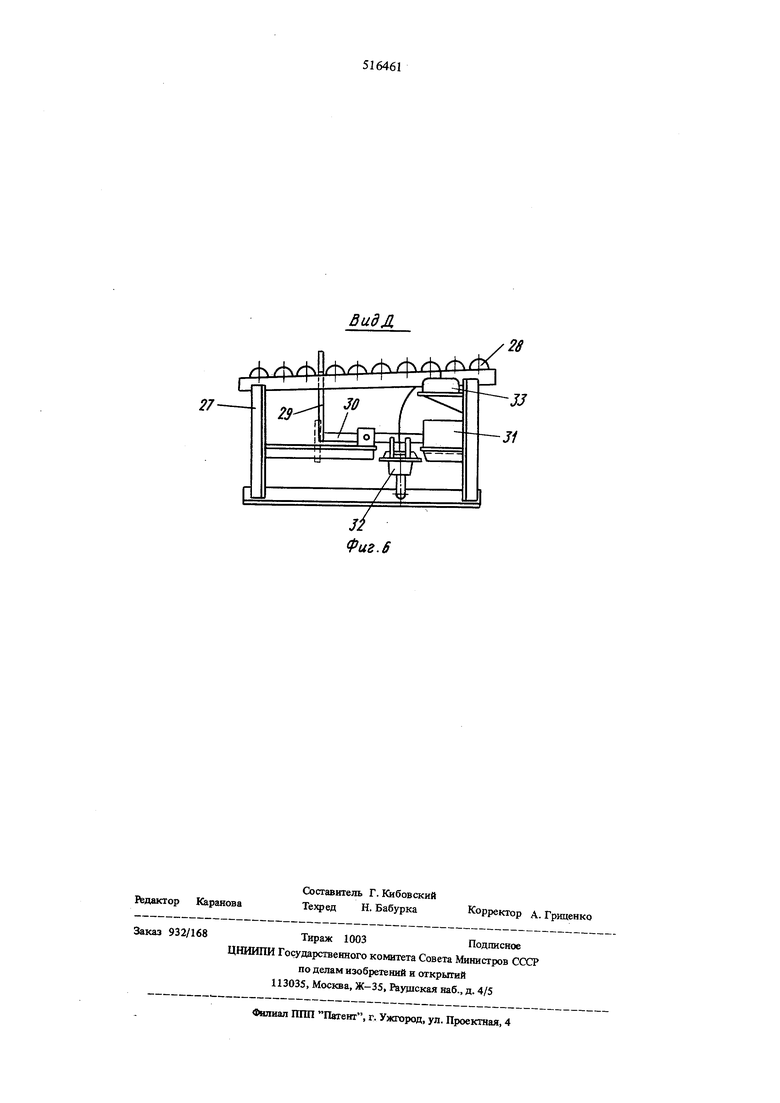
Гравитационный рольганг с выдвижным упором состоит из рамы 27, роликов 28, вьщвижного упора 29, рычага 30, противовеса 31 для подъема упора, пневмокамеры 32 для утапливания упора; пневмозлектроклапана 33.
Работа линии. Пустые стержневые ящики устанавливаются в произвольной последовательности на ленточньш транспортер 1 (независимо от их конструшщи, габаритов, материала), где производится подготовка их к заполнению смесью. Стоящий впереди пустой ящик транспортером подается на гравитащюнный рольганг 2, где останавливается упором.
Для подачи стержневого ящика на позицию заполнения смесью при помощи общей нефиксированной кнопки на пульте управления 14 утапливается упор гравитационного рольганга и одновременно включается цепной транспортер поворотного стола 4. Ящик скатьшается по гравитационному рольгангу и цепями поворотного стола подается до ограничителя в крайнее правое положение. Конечный выключатель поворотного стола при этом выключает цепи и дает команду на подьем упора гравитационного рольганга в исходное положение для приема на эту позицию следующего стержневого ящика.
Нажатием нефикшрованной общей кнопки на том же пульте управления 14 поднимается рольганг поворотного стола и одновременно включаются
цепные транспортеры встряхивающего стола 8 к . поворотного стола 5 для продвижения первого, ящика на следующую позицию зддолнения смесью. Ящик цепями подается под смеситель, наполняется смесью при встрахивании, и после повторного нажатая той же кнопки ящик перемещается на поворотньш стол 5 (по конструкции и назначению аналогичен поворотному столу 4) „ Дойдя до ограничителя, заполненньп стержневой ящик
нажимает на конечньш вьжлнзчатель, который останавливает цепи и дает команду на подъем рольгаш-а поворотного стола 5. Стержневой ящик со стержнем, скатьшаясь с поворотного стола 5 по переходному рольгангу 9, попадает на ленточньш транспортер I О, где накрьшается легким фанерным щитом. Ленточный транспортер 10 работает недрерьтно. С него заполненный стержневой смесью стержневой ящик скатьтается на гравитационный рольганг 3 до упора. К зтому времени стерх еш в ящике
затвердевает.
Если кантователь 11 свободен, упор гравитационного рольганга 3 утапливается (кнопкой на пульте управления 15) и ящик скатьтается в кантователь, зажимается и кантуется, В конце кантовюн конечный вьпслючатель кантователя дает команду на включение цепного транспортера поворотного стола 6 и перекантованньш ящик со стержнем скатьшается из кантователя на поворотный стол 6 и далее цепями подается дс огракичителя.
Конечньш выключатель стола 6 останавливзйх цепи.
Нажатием общей нефиксированной кнопки на
пульте управления 15 одновременно включайтся
подъем рольганга стола 6 и ленточный трш спортер 12. Стержневой ящик при этом подается под
монорельс с электроталью для протяжки. ЛенгочШ.Ш транспортер 12 - реверсивный, что позволяет точно устанавливать ящик со стержнем под монорельс. Это особенно важно при больпюй разнице в габаритах применяемых ящиков. При помощи тали
с подвещенным к ней балансиром производится протяжка и отправка Ттустого стержневого ящика на ленточный транспортер 1.
Вслед за впереди продвигающимся по линии стержневым ящиком и исполнении при этом заданных технологических операций с такой же последовательностью повторяют транспортные и технологические операции все другие находящиеся на линии стержневью ящики. Готовые стержни ленточным транспортером 12 подаются к месту складирования.
Время изготовления стержня от качала заполнения до протяжки составляет 8-10 мин з зависимост от габаритов ящиков.
Формула изобретения
Линия для изготовлевия (лержвгй нк холоднотвердеяшщх смесей, вклвнанщая (я/шситедь, встря швающий стол, калтователь и траншоргнью федства, отличающаяся тем, что, с целью расширения номенклатуры используемых стержневых ящиков, транспортные средства вьшолнены в виде монорельса с талью, связанного с ленточным транспортером подачи пустых стержневых ящиков, примыкающим через гравитащюнньш рольганг к столу поворота стержневых ящиков к смесителю и встряхивающему столу, снабженному цепным реверсивным транспортером; поворотного стола, переходного рольганга и ленточного транспортера твердения стержней, расположенного параллельно с ленточным транспортером подачи пустых стержневых ящиков и связанного через гравитационный рольганг, кантователь и поворотный стол с ленточным транспортером готовых стержней, установленным перпендикулярно упомян)ггым ленточным транспортерам.
«5
| название | год | авторы | номер документа |
|---|---|---|---|
| Линия для изготовления стержнейиз ХОлОдНОТВЕРдЕющиХ СМЕСЕй | 1978 |
|
SU846064A1 |
| Установка для изготовления стержней | 1989 |
|
SU1713718A1 |
| Кантователь | 1990 |
|
SU1726122A1 |
| Линия для изготовления стержней | 1979 |
|
SU835599A1 |
| Линия для изготовления стержней | 1978 |
|
SU706180A1 |
| Линия для изготовления литейных стержней | 1978 |
|
SU749542A1 |
| Технологическая линия для производства ограждающихКОНСТРуКций | 1973 |
|
SU472549A1 |
| Устройство для выбивки литейных форм | 1979 |
|
SU863173A1 |
| Пескодувная машина для изготовления стержней | 1984 |
|
SU1163970A1 |
| Линия для изготовления литейных стержней | 1981 |
|
SU1013087A1 |
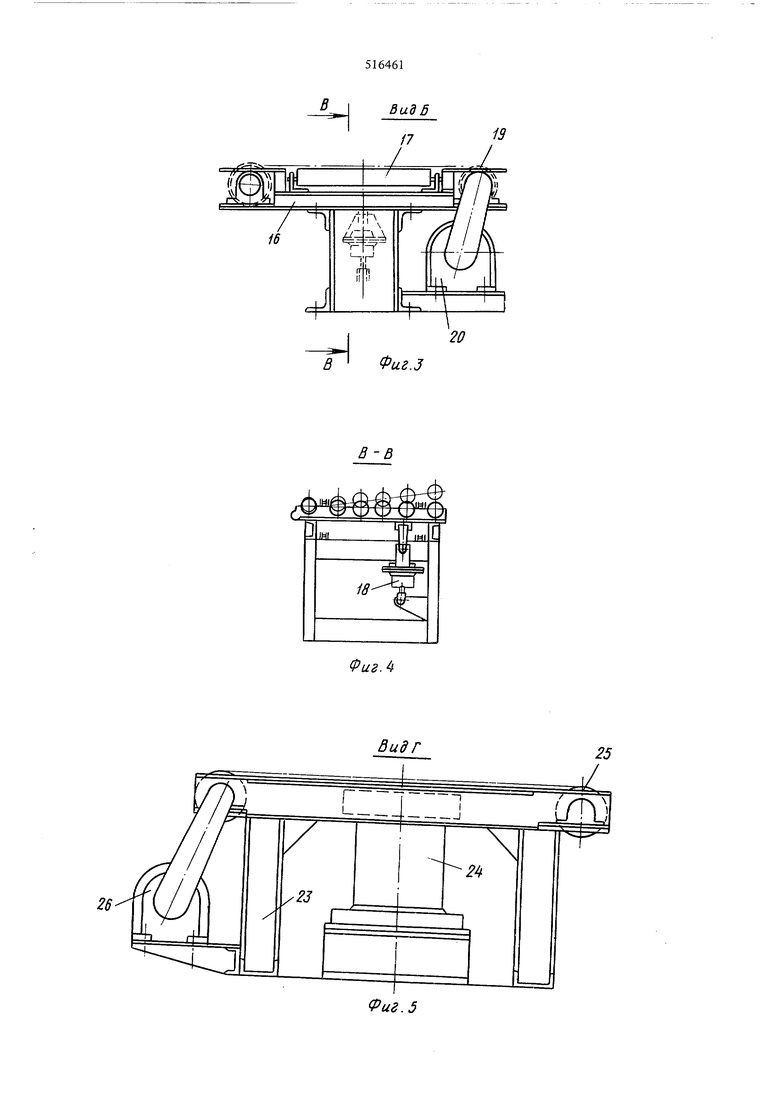
Видб
Фиг.З
ВидГ
Фиг. 5
