(54).УСТРОЙСГЮ ДЛЯ ОРИЕНТИРОВАННОЙ ПОДАЧИ ШТУЧНЫХ ИЗДЕЛИЙ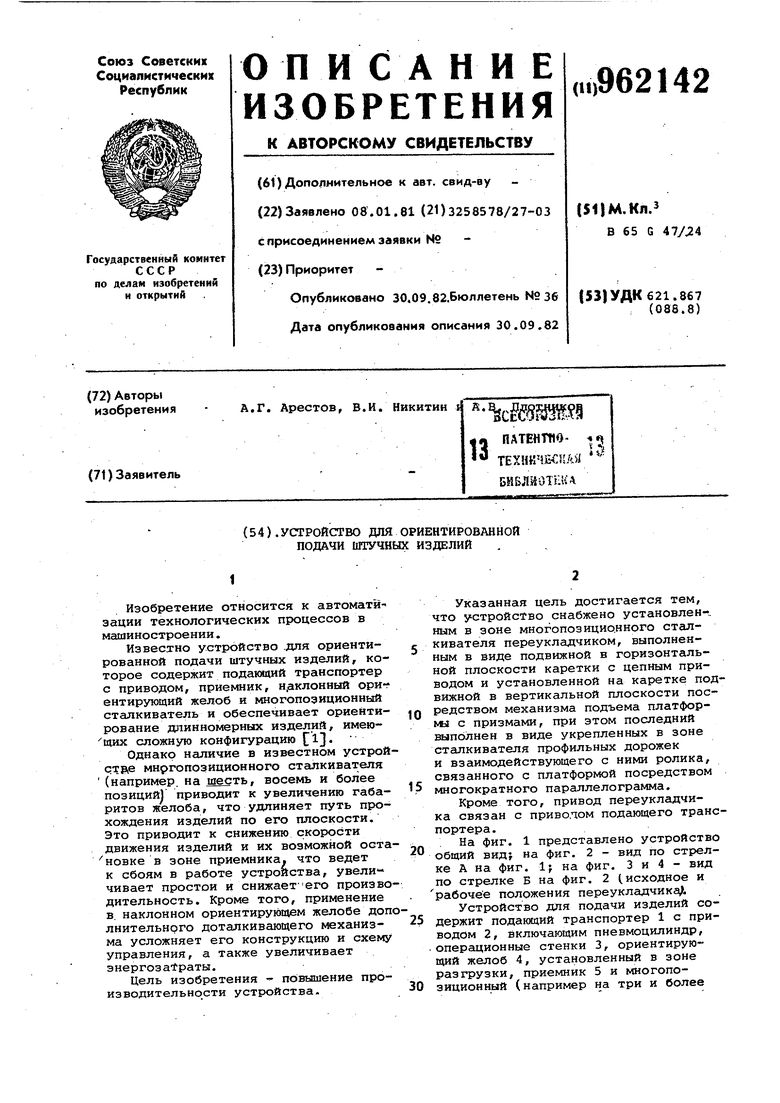
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентированной подачи штучных изделий | 1978 |
|
SU776968A1 |
| УСТАНОВКА ДЛЯ САДКИ СЫРЦЫ-КИРПИЧА НА ПЕЧНУЮ ВАГОНЕТКУ | 1992 |
|
RU2043192C1 |
| Шаговое устройство для подачи изделий к станкам | 1978 |
|
SU727528A1 |
| АВТОМАТИЗИРОВАННАЯ ТРАНСПОРТНО-СКЛАДСКАЯ СИСТЕМА ДЛЯ КОЛЕСНЫХ ШИН | 1990 |
|
RU2013327C1 |
| Установка для нанесения и сушки защитного покрытия на поверхность полых цилиндрических изделий | 1984 |
|
SU1279674A1 |
| Устройство для нанесения паст на плоские изделия | 1985 |
|
SU1313731A1 |
| Устройство для укладки изделий в тару | 1977 |
|
SU713771A1 |
| Устройство для подачи и перемещения цилиндрических изделий | 1981 |
|
SU954765A1 |
| Транспортное устройство автоматическойлиНии для ОбРАбОТКи ТРуб | 1979 |
|
SU850355A1 |
| Технологическая линия для изготовления строительных изделий | 1986 |
|
SU1426801A1 |
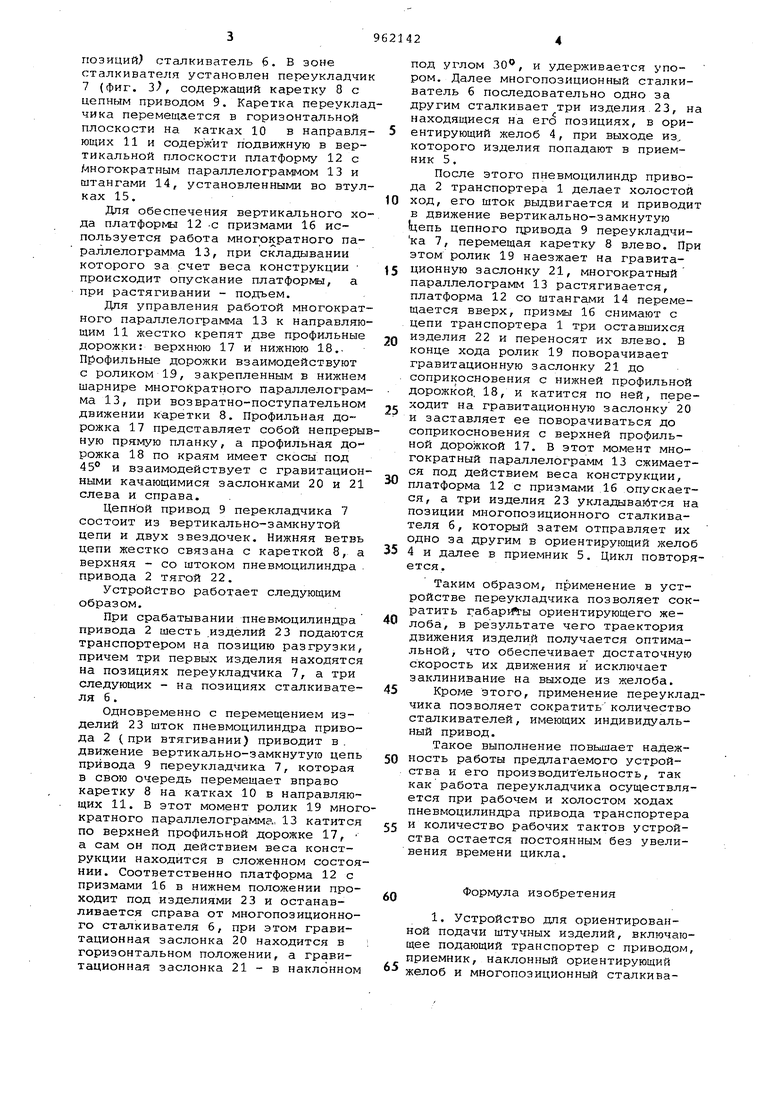
Изобретение относится к автоматизации технологических процессов в машиностроении. Известно устройство .для ориентированной подачи штучных изделий, которое содержит подающий транспортер с приводом, приемник, ндклонный ориентирующий желоб и многопозиционный сталкиватель и обеспечивает ориентирование длинномерных изделий, имеющих сложную конфигурацию flj. Однако наличие в известном устрой стр,е мнргопозиционного стгшкивателя (например, на шесть, восемь и более позиций приводит к увеличению габаритов желоба, что удлиняет путь прохождения изделий по его плоскости. Это приводит к снижению скорости движения изделий и их возможной оста новке в зоне приемника, что ведет к сбоям в работе устройства, увеличивает простои и снижает его произво дительность. Кроме того, применение в. наклонном ориентирующем желобе доп лнительного доталкивающего механизма усложняет его конструкцию и схему управления, а также увеличивает энергозатраты. Цель изобретения - повышение производительности устройства. Указанная цель достигается тем, что устройство снабжено установленным в зоне многопозиционного сталкивателя переукладчиком, выполненным в виде подвижной в горизонтальной плоскости каретки с цепным приводом и установленной на каретке подвижной в вертикальной плоскости посредством механизма подъема платфорMJ с призмами, при зтом последний выполнен в виде укрепленных в зоне сталкивателя профильных дорожек и взаимодействующего с ними ролика, связанного с платформой посредством многократного параллелограмма. Кроме того, привод переукладчика связан с приводом подгдащего транспортера . На фиг. 1 представлено устройство общий ВИД} на фиг. 2 - вид по стрелке А на фиг. Ij на фиг. 3 и 4 - вид по стрелке Б на фиг. 2 (исходное и рабочее положения переукладчика. Устройство для подачи изделий содержит подающий транспортер 1 с приводом 2, включающим пневмоцилиндр, операционные стенки 3, ориентирующий желоб 4, установленный в зоне разгрузки, приемник 5 и многопозиционный (например на три и более
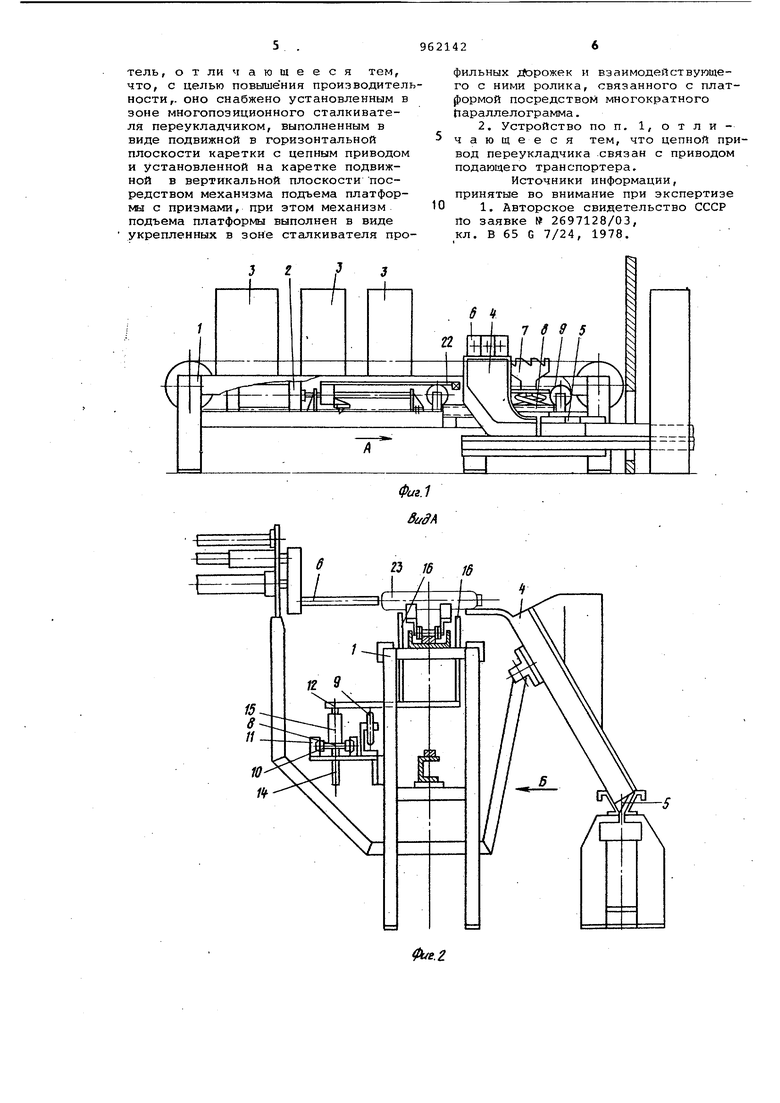
позиций сталкиватель 6. В зоне сталкивателя установлен переукладчик 7 (фиг. 3, содержащий каретку 8 с цепным приводом 9. Каретка переукладчика перемещается в горизонтальной плоскости на катках 10 в направляющих 11 и содержит подвижную в вертикальной плоскости платформу 12 с Многократным параллелограммом 13 и штангами 14, установленными во втулках 15.
Для обеспечения вертиксьльного хода платформы 12 -с призмами 16 используется работа многократного параллелограмма 13, при складывании которого за счет веса конструкции происходит опускание платфор ы, а при растягивании - подъем.
Для управления работой многократного параллелограмма 13 к направляющим 11 жестко крепят две профильные дорожки: верхнюю 17 и нижнюю 18.. Профильные дорожки взаимодействуют с роликом 19, закрепленным в нижнем шарнире многократного параллелограмма 13, при возвратно-поступательном движении каретки 8. Профильная дорожка 17 представляет собой непрерывную прямую планку, а профильная до-рожка 18 по краям имеет скосы под 45 и взаимодействует с гравитационными качающимися заслонками 20 и 21 слева и справа.
Цепной привод 9 перекладчика 7 состоит из вертикально-замкнутой цепи и двух звездочек. Нижняя ветвь цепи жестко связана с кареткой 8, а верхняя - со штоком пневмоцилиндра привода 2 тягой 22.
Устройство работает следующим образом.
При срабатывании пневмоцилиндра привода 2 шесть изделий 23 подаются транспортером на позицию разгрузки, причем три первых изделия находятся на позициях переукладчика 7, а три следующих - на позициях сталкивателя 6.
Одновременно с перемещением изделий 23 шток пневмоцилиндра привода 2 ( при втягивании) приводит в. движение вертикально-замкнутую цепь привода 9 переукладчика 7, которая в свою очередь перемещает вправо каретку 8 на катках 10 в направляющих 11. В этот момент ролик 19 многкратного параллелограмма, 13 катится по верхней профильной дорожке 17, а сам он под действием веса конструкции находится в сложенном состоянии. Соответственно платформа 12 с призмами 16 в нижнем положении проходит под изделиями 23 и останавливается справа от многопозиционного сталкивателя 6, при этом гравитационная заслонка 20 находится в горизонтальном положении, а гравитационная заслонка 21 в наклонном
под углом 30, и удерживается упором. Далее многопозиционный сталкиватель 6 последовательно одно за другим сталкивает три изделия 23, на находящиеся на его позициях, в ориентирующий желоб 4, при выходе из, которого изделия попадают в приемник 5.
После этого пневмоцилиндр привода 2 транспортера 1 делает холостой
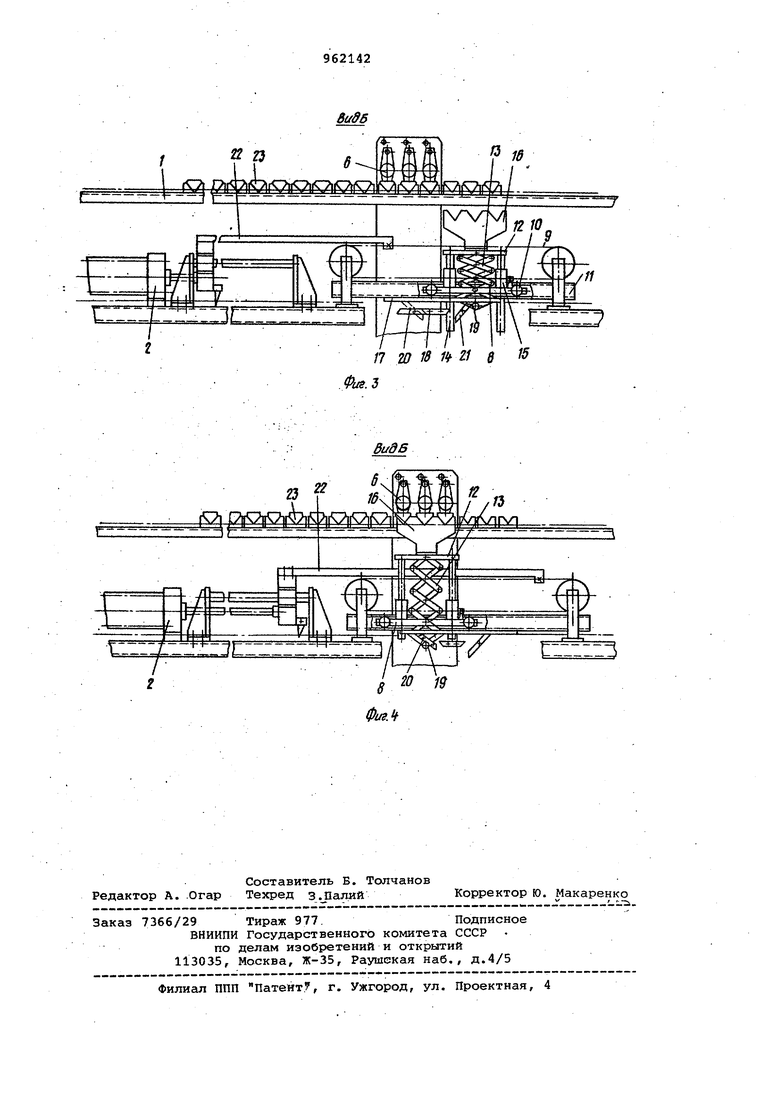
ход, его шток выдвигается и приводит в движение вертикально-замкнутую цепь цепного привода 9 переукладчика 7, перемещая каретку 8 влево. При этом ролик 19 наезжает на гравитационную заслонку 21, многократный параллелограмм 13 растягивается, платформа 12 со штангами 14 перемещается вверх, призмы 16 снимают с цепи транспортера 1 три оставшихся
д изделия 22 и переносят их влево. В конце хода ролик 19 поворачивает гравитационную заслонку 21 до соприкосновения с нижней профильной дорожкой. 18, и катится по ней, перес ходит на гравитационную заслонку 20 - и заставляет ее поворачиваться до соприкосновения с верхней профильной дорожкой 17. В этот момент многократный параллелограмм 13 сжимается под действием веса конструкции, платформа 12 с призмами 16 опускается, а три изделия 23 укладывается на позиции многопозиционного сталкивателя 6, который затем отправляет их одно за другим в ориентирующий желоб
5 4 и далее в приемник 5. Цикл повторяется.
Таким образом, применение в устройстве переукладчика позволяет сократить габариты ориентирующего же лоба, в результате чего траектория движения изделий получается оптимальной, что обеспечивает достаточную скорость их движения и исключает заклинивание на выходе из желоба.
5 Кроме этого, применение переукладчика позволяет сократитьколичество сталкивателей, имеющих индивидуальный привод.
Такое выполнение повышает надежность работы предлагаемого устройства и его производительность, так какработа переукладчика осуществляется при рабочем и холостом ходах пневмоцилиндра привода транспортера
55 и количество рабочих тактов устройства остается постоянным без увеливения времени цикла.
Формула изобретения
60
65 желоб и многопозиционный сталкиватель, от ли чающееся тем, что, с целью повышения производительности,, оно снабжено установленным в зоне многопоэиционного сталкивателя переукладчиком, выполненным в виде подвижной в горизонтальной плоскости каретки с цепным приводом и установленной на каретке подвижной в вертикальной плоскости посредством механизма подъема платформы с призмами, при этом механизм подъема платформы выполнен в виде укрепленных в зоне сталкивателя профильных дорожек и взаимодействующего с ними ролика, связанного с платформой посредством многократного Параллелограмма.
Источники информации, принятые во внимание при экспертизе
