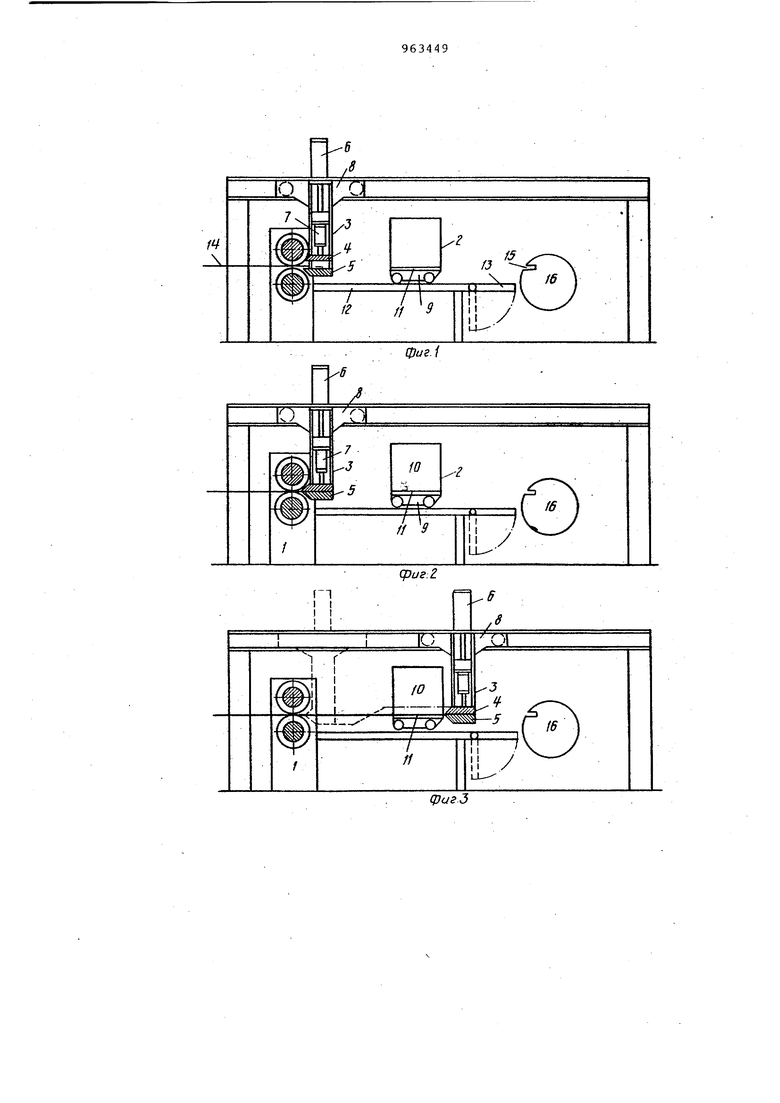
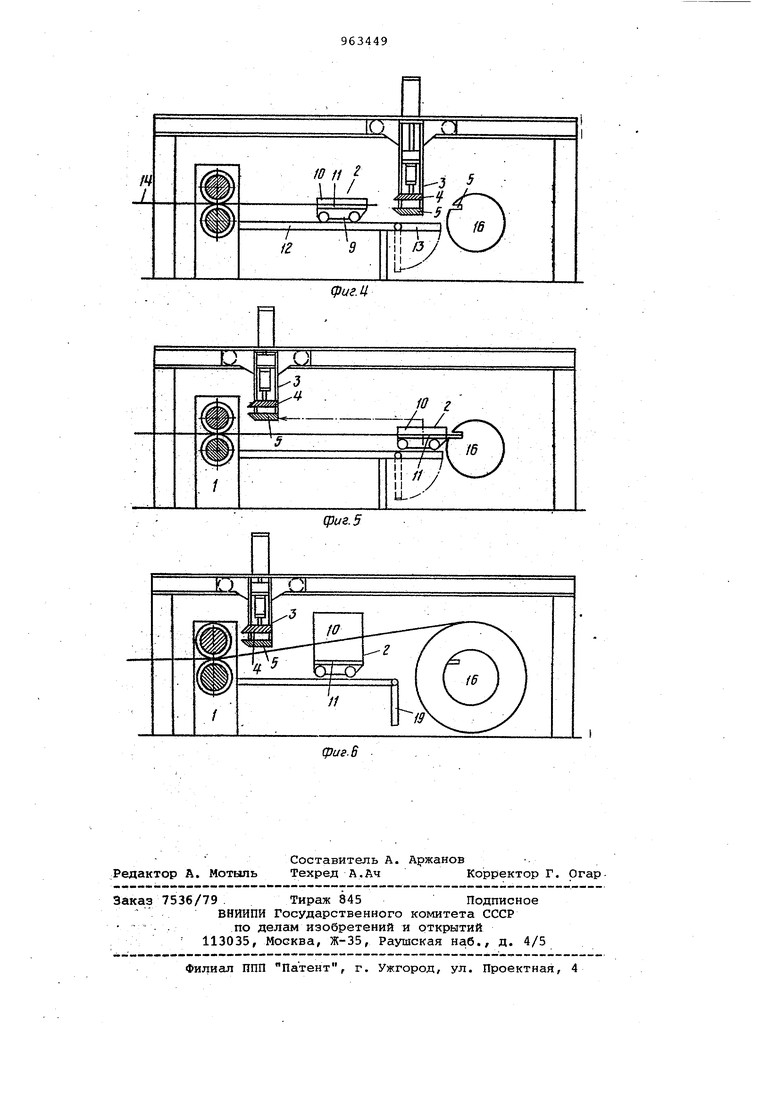
I Изобретение относится к обработке.металлов давлением и в частности,, к устройствам для транспортировки металлических полос после дисковых ножниц к барабану моталки. Известно устройство, для транспор тировки металлических полос, содержащее ролик с разделительными лисками и направляющие для каждой полосы fl Недостатком данного устройства является то, что данная конструкция не обеспечивает надежной заправки каждой полосы на барабан моталки, так как при движении полосы по направляющей возможны утыкания и задиры, что приводит к браку. Известно также устройство для тран спортировки металлических полос от ножниц к намоточному барабану, содержащее установленный с возможностью перемещения зажимной механизм с верхним и нижнргм зажимными элементамиГ2| Недостатком данного устройства является то, что отдельные разделенные в продольном направлении полосы могут быть загнуты круглым ножом продольных ножниц, поэтому требуется перед закреплением разделенных полос в зажимном устройстве рихтование конца полосы. Цель.изобретения - повышение надежности работы. Указанная цель достигается тем, что устройство для транспортировки металлических полос от ножниц к намоточному барабану, содержащее установленный с возможностью возвратно-поступател-:ного перемещения зажимной механизм с верхним и нижним зажимными элементами, снабжено установленным с возможностью перемещения параллельно направлению перемещения первого зажимного механизма вторым зажимным механизмом с верхним и нижним зажимными элементами, подвижными в этом же направлении , а по меньшей мере один из зажимных элементов второго зажимного механизма установлен с возможностью перемещения перпендикулярно к направлению перемещения зажимных механизмов. Зажимные элементы второго зажимного механизма выполнены в виде зажимных губок, установленных на расстоянии одна от другой, равном половине длины губок. На фиг. 1-6 схематически показано устройство в различных рабочих положениях. Устройство содержит дисковые нож ницы 1, первый зажимной механизм 2, второй зажимной механизм 3 с верхне зажимной губкой 4 и нижней зажимной губкой 5. Верхняя зажимная губка 4 связана с приводом б их подъема и приводом 7 их зажима. Второй зажимной механизм 3 устанавлен на тележке 8, а первый зажим ной механизм 2 установлен на тележке 9. Первый зажимной механизм 2 имеет верхнюю зажимную часть 10 и нижнюю зажимную.часть 11. Тележка 9 йеремещается по направляющей 12 с поворотным участком 13. Полоса 14 по дается в 1дель 15 барабана 16. Для контроля процессов непосредственно .за продольными ножницами является существенным, чтобы второй зажимной механизм имел компактную и хорошо доступную пространственную форму. Поэтому предпочтительной является конструкция, при которой зажимныв элементы второго зажимного механизма в направлении подачи полосы имеют длину зажима мак симально 500 мм, а предпочтительно |50-250 мм. За счет короткой линии зажима второй зажимной механизм имее большую силу захйата начала полосы, отнесенную к единице ее поверхности Максимальная ширина раскрытия вто рого зажимного механизма, т.е. макси мальное расстояние от верхнего до нижнего зажимного элемента в раскрытом положении, должна составлять по меньшей мере 50% длины зажима. Корот кая длина зажима обеспечивает в комбинации с большой шириной раскрытия то, что нарушения в районе продольны ножниц легко контролируются, могут рано распознаваться и быстро устраняться. На основе компактной простра ственной формы второго зажимного механизма обеспечивается при подобных нарушениях хорошая доступность. Это является преимуществом, в частности при узких полосах, у которых ширина равна менее, чем десятикратной толщине полосы. Устройство работает следующим обра ом. Полоса 14 подается в дисковые нож ницы 1, разрезается на полосы и поступает в пространство между верхней бажимной губкой 4 и нижней зажимной рубкой 5 второго зажимного механизма 3. Включают привод зажима 7 губок и зажимают полосу Сфиг. 2) , Затем пере мещают тележку 8 с вторым зажимным механизмом 3 в направлении подачи полосы, вверх и вниз для перемещения полосы через первый зажимной механизм 2 (фиг, 3). Верхняя зажимная часть 10 первого механизма зажима опускается и зажимает полосу. Губки второго зажимного механизма при этом раскрываются (фиг. 4). Второй зажимной механизм 3 возвращается в исходное положение, а первьзй зажимной механизм 2 с полосой 14 вместе с тележкой передается к барабану 16 и конец полосы задается в щель 15 (фиг.5) Затем тележка 9 с первым зажимным механизмом 2 возвращается в исходное положение, поворотный участок 13 поворачивается и осуществляется намотка полосы 14 на барабан 16 (фиг. 6). Применение второго зажимного механизма позволяет значительно повысить надежность работы устройства, так как губки этого механизма входят непосредственно между дисками ножниц и сразу же ловят концы полос, не давая им никуда свернуть или во что-нибудь упереться. Формула изобретения 1.Устройство для транспортировки металлических полос от ножниц к намоточному барабану, содержащее установленный с возможность ю возвратНо-поступательного перемещения зажимной механизм с верхним и нижним зажимными элементами, о т личающе еся тем, что, с целью повышения надежности работы, оно снабжено вторым зажимным механизмом, установленным с возможностью перемещения параллельно направлению перемещения первого зажимного механизма с верхним и нижним зажимными элементами., подвижными в этом направлении, а по меньшей мере один из зажимных элементов второго зажимного механизма установлен с возможностью перемещения в направлении, перпендикулярном к направлению перемещения зажимных механизмов. 2.Устройство по п. 1, о т л и ч ающе е с я тем, что зажимные элементы второго зажимного механизма выпoлнe ы в виде зажимных губок, установленных на расстоянии одна от другой, равном половине длины губок. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 113660, кл. В 21 С 47/26, 07.10.57. 2.Авторское свидетельство СССР № 110412, кл. В 21 С 47/26, 26.01.57 (прототип).
ff
фuг.i
10
fF
if 9
I I
I I I I
.e A
.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСОВЕРШЕНСТВОВАННАЯ КОНВЕЙЕРНАЯ НАМОТОЧНАЯ УСТАНОВКА ДЛЯ КАТАНОГО МАТЕРИАЛА | 2004 |
|
RU2353454C2 |
| Дисковые двухпарные ножницы | 1983 |
|
SU1138264A1 |
| Устройство для заправки полос в барабан моталки | 1987 |
|
SU1512716A1 |
| Агрегат продольной резки полос | 1981 |
|
SU967687A1 |
| Непрерывный агрегат для производства узких полос | 1978 |
|
SU948018A1 |
| ЛИНИЯ АВТОМАТИЧЕСКАЯ ПРОДОЛЬНО-ПОПЕРЕЧНОЙ РЕЗКИ РУЛОННОЙ СТАЛЬНОЙ ПЛОСКОЙ ЛЕНТЫ НА МЕРНЫЕ ПОЛОСЫ | 2022 |
|
RU2810218C2 |
| Агрегат продольной резки рулонного материала | 1987 |
|
SU1750864A1 |
| Агрегат для резки рулонного материала | 1982 |
|
SU1085112A1 |
| НАМОТОЧНОЕ УСТРОЙСТВО ДЛЯ КАТАНОГО ИЛИ ТЯНУТОГО ПРОВОДА/ПРУТКА С УСТРОЙСТВОМ ЗАХВАТА ВИТКА ДЛЯ АВТОМАТИЧЕСКОЙ НАМОТКИ | 2005 |
|
RU2335362C2 |
| СПОСОБ И УСТРОЙСТВО КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ ПОЛОС В НЕПРЕРЫВНЫХ МЕТАЛЛУРГИЧЕСКИХ АГРЕГАТАХ | 2009 |
|
RU2391188C1 |