(54) АГРЕГАТ ПРОДОЛЬНОЙ РЕЗКИ ПОЛОС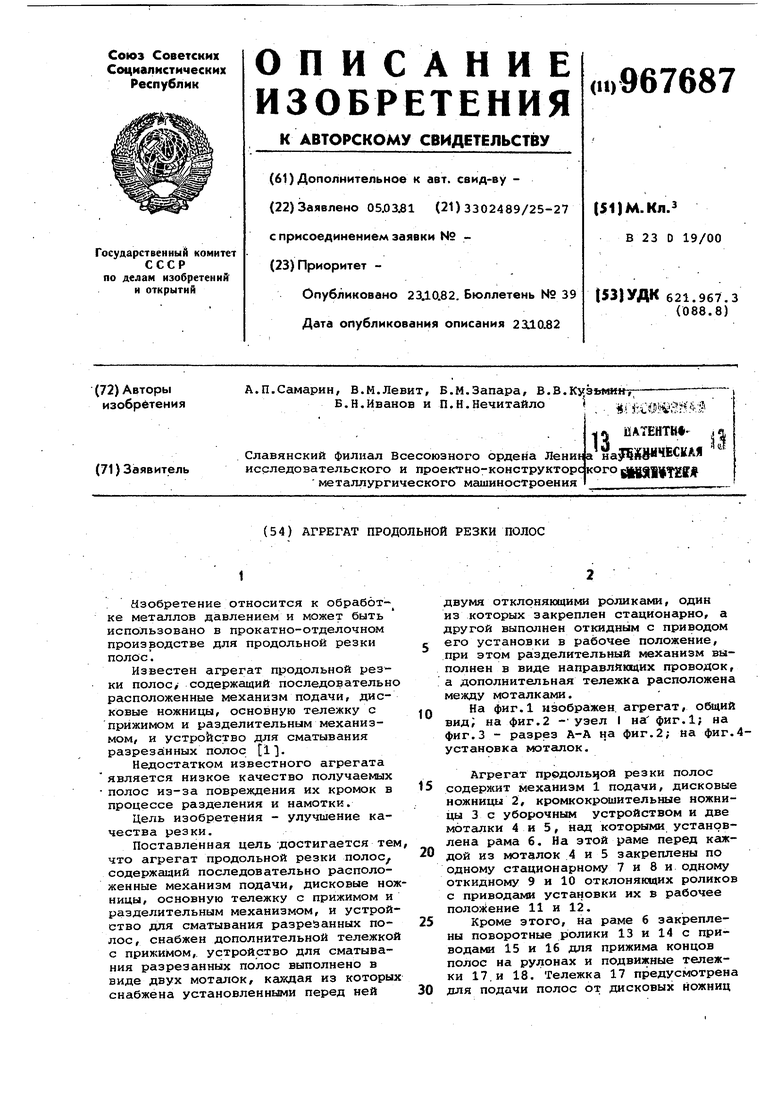
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для продольной резки полосы | 1975 |
|
SU612728A1 |
| Устройство для продольной резки полосы | 1981 |
|
SU990439A1 |
| Устройство для торможения полос | 1989 |
|
SU1763066A1 |
| Агрегат продольной резки полосы | 1979 |
|
SU872058A1 |
| Агрегат продольной резки ленточногоМАТЕРиАлА | 1979 |
|
SU816703A1 |
| Устройство для разделения и задачи полос в зев барабана моталки | 1982 |
|
SU1021491A1 |
| Агрегат продольной резки | 1988 |
|
SU1637961A1 |
| Агрегат продольной резки рулонного материала | 1987 |
|
SU1750864A1 |
| Агрегат продольной резки | 1983 |
|
SU1151378A1 |
| Агрегат продольной резки полосы | 1974 |
|
SU495169A1 |
изобретение относится к обработке металлов давлением и может быть использовано в прокатно-отделочном производстве для продольной резки полос.
Известен агрегат продольной резки полосу содержащий последовательно расположенные механизм подачи, дисковые ножницы, основную тележку с прижимом и разделительным механизмом, и устройство для сматывания разрезанных полос tilНедостатком известного агрегата является низкое качество получаемых полос из-за повреждения их кромок в процессе разделения и намотки.
Цель изобретения - улучшение качества резки.
Поставленная цель достигается тем, что агрегат продольной резки полос содержащий последовательно расположенные механизм подачи, дисковые ножницы, основную тележку с прижимом и разделительным механизмом, и устройство для сматывания разрезанных полос, снабжен дополнительной тележкой с прижимом, устройство для сматывания разрезанных полос выполнено в виде двух моталок, казхдая из которых снабжена установленными перед ней
двумя отклоняющими роликами, один из которых закреплен стационарно, а другой выполнен откидным с приводом его установки в рабочее положение, при этом разделительный механизм выполнен в виде направляющих проводок, а дополнительная тележка расположена между моталками.
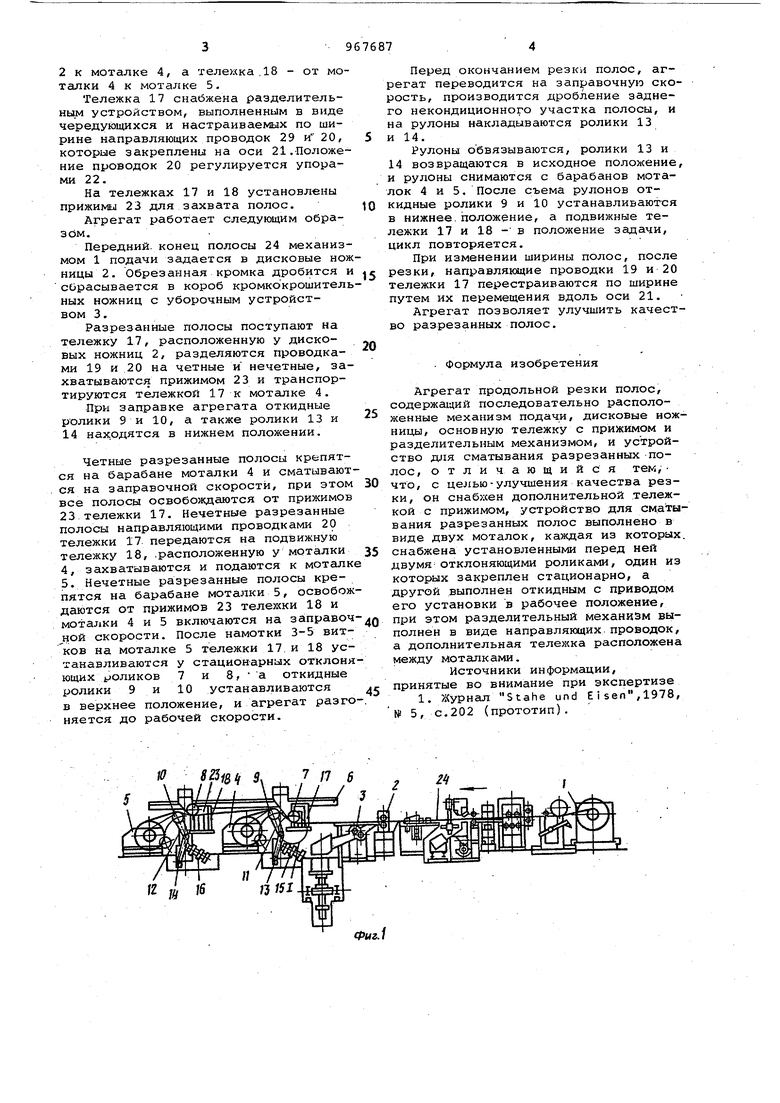
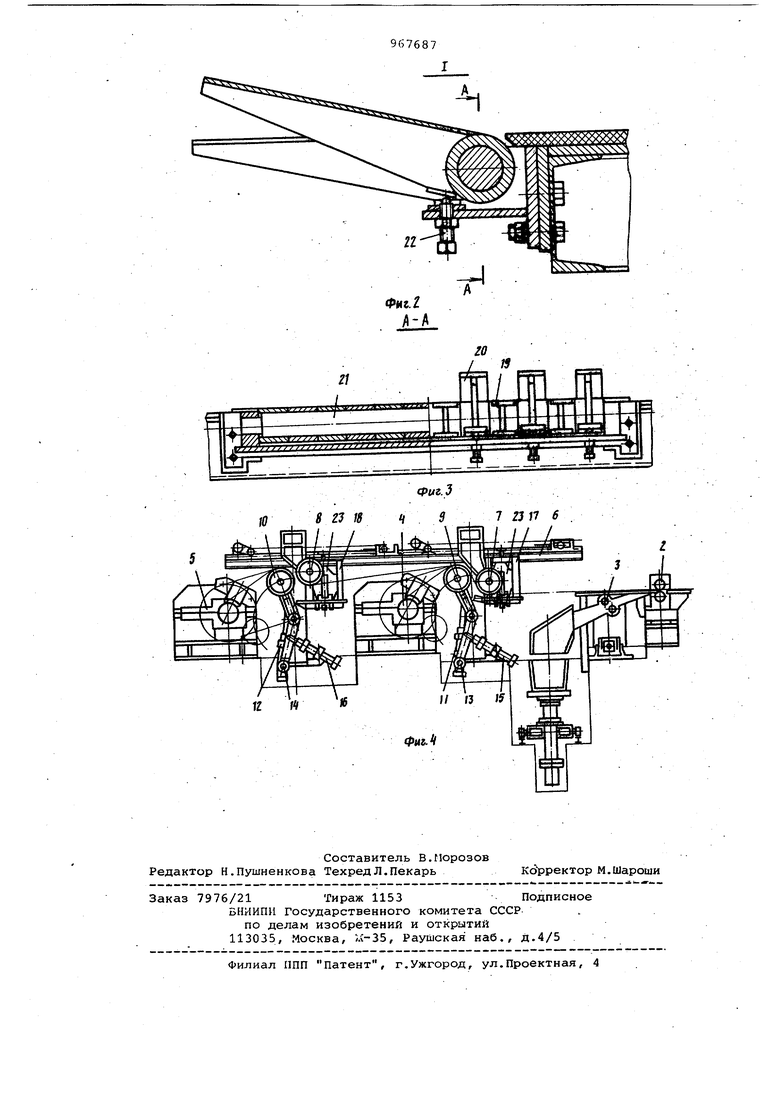
На фиг.1 изображен, агрегат, общий
10 вид; на фиг.2 - узел I на фиг.1; на фиг.З - разрез А-А на фиг.2; на фиг.4установка моталок.
Агрегат продольной резки полос
15 содержит механизм 1 подачи, дисковые ножницы 2, кромкокрошительные ножницы 3 с уборочным устройством и две моталки 4 и 5, над которыми установлена рама 6. На этой раме перед каж20дой из моталок 4 и 5 закреплены по одному стационарному 7 и 8 и одному откидному 9 и 10 отклоняющих роликов с приводами установки их в рабочее положение 11 и 12.
Кроме зтого, на раме 6 закрепле25ны поворотные ролики 13 и 14 с приводами 15 и 16 для прижима концов полос на рулонах и подвижные тележки 17,и 18. Тележка 17 предусмотрена для подачи полос от дисковых ножниц
30 2 к моталке 4, а тележка ,18 - от моталки 4 к моталке 5. Тележка 17 снабжена разделительным устройством, выполненным в виде чередующихся и настраиваемых по ширине направляющих проводок 29 и 20, которые закреплены на оси 21.Положение проводок 20 регулируется упорами 22. На тележках 17 и 18 установлены прижимы 23 для захвата полос. Агрегат работает следующим образом.. Передний- конец полосы 24 механизмом 1 подачи задается в дисковые нож ницы 2. Обрезанная кромка дробится и сбрасывается в короб кромкокрошител ных ножниц с уборочным устройством 3. Разрезанные полосы поступают на тележку 17, расположенную у дисковых ножниц 2, разделяются проводками 19 и 20 на четные и нечетные, захватываются прижимом 23 и транспортируются тележкой 17 к моталке 4. При заправке агрегата откидные ролики 9 и 10, а также ролики 13 и 14 находятся в нижнем положении. Четные разрезанные полосы крепятся на барабане моталки 4 и сматывают ся на заправочной скорости, при этом все полосы освобождаются от прижимов 23 тележки 17. Нечетные разрезанные полосы направляющими проводками 20 тележки 17 передаются на подвижную тележку 18, .расположенную у моталки 4,захватываются и подаются к моталк 5.Нечетные разрезанные полосы крепятся на барабане моталки 5, освобож даются от прижимов 23 тележки 18 и моталки 4 и 5 включаются на заправоч ной скорости. После намотки 3-5 витков на моталке 5 тележки 17. и 18 устанавливаются у стационарных отклоня ющих роликов 7 и 8, а откидные ролики 9 и 10 устанавливаются в верхнее положение, и агрегат разго няется до рабочей скорости. . №S 5,, 7/7 М ; 16 Перед окончанием резки полос, агрегат переводится на заправочную скорость, производится дробление заднего некондиционного участка полосы, и на рулоны накладываются ролики 13 и 14. Рулоны обвязываются, ролики 13 и 14 возвращаются в исходное положение, и рулоны снимаются с барабанов моталок 4 и 5. После съема рулонов откидные ролики 9 и 10 устанавливаются в нижнее.положение, а подвижные тележки 17 и 18 - в положение задачи, цикл повторяется. При изменении ширины полос, после резки, направлякадие проводки 19 и 20 тележки 17 перестраиваются по ширине путем их перемещения вдоль оси 21. Агрегат позволяет улучшить качество разрезанных полос. Формула изобретения Агрегат продольной резки полос, содержащий последовательно расположенные механизм подачи, дисковые ножницы, основную тележку с прижимом и разделительным механизмом, и устройство для сматывания разрезанных полос, отличающийся тем, что, с целью-улучшения качества резки, он снабжен дополнительной тележкой с прижимом, устройство для сматывания разрезанных полос выполнено в виде Двух моталок, каждая из которых, снабжена установленными перед ней двумя отклоняющими роликами, один из которых закреплен стационарно, а другой выполнен откидным с приводом его установки в рабочее положение, при этом разделительный механизм выполнен в виде направляющих проводок, а дополнительная телеиска расположена между моталками. Источники информации, принятые во внимание при экспертизе 1. Х урнал Stahe und Eisen,1978, № 5, с.202 (прототип). 6
