Изобретение относится к прокатному производству, а более конкретно к конструкции валка дискового стана, предназначенного для производства труб.
Цель изобретения - повышение качества труб путем снижения скручивания металла. Сущность изобретения состоит в создании валка дискового стана, имеющего диск с конической и цилиндрической поверхностями и установленное в диске с возможностью вращения концентрично расположенное кольцо, имеющее внутренний диаметр, составляющий 0,7-0,8, и наружный диаметр, составляющий 0,85-0,90 от диаметра цилиндрической поверхности диска.
На фиг. 1 представлен общий вид валка предлагаемой конструкции; на фиг. 2 - то же, вариант; на фиг. 3 - элемент крепления кольца.
Валок содержит диск 1 с конической поверхностью 2, кольцо 3, антифрикционную прокладку 4, пальчиковые упоры 5, регулировочные болты 6.
Кольцо устанавливается в проточку, выполненную со стороны рабочей поверхности диска и фиксируется пальчиковыми упорами, заходящими одним концом в кольцевой паз на боковой поверхности кольца, а другим - упирающимися в регулировочные болты. Положение пальчиковых упоров определяется затяжкой регулировочных болтов. Для обеспечения вращения кольца предусмотрена антифрикционная прокладка из материала, имеющего низкий коэффициент трения (например из меди), которая устанавливается между кольцом и диском. Валок работает следующим образом. В момент задачи заготовка соприкасается с торцом конической поверхности 2 диска 1 и под действием сил трения, действующих между заготовкой и валками, перемещается в очаг деформации. В первый период происходит деформация сплощной заготовки. После необходимой для создания больщих тянущих усилий деформации заготовка встречается с расположенной на оси прокатки оправкой и происходит вторичный захват. После вторичного захвата заготовка попадает в зону кольца 3, которая соответствует максимальной деформации металла, и где при использовании валков известной конструкции наблюдается максимальное закручивание заготовки. Свободное вращение кольца приводит к тому, что заготовка не подвергается воздействию крутящего момента и скручивание ее отсутствует. При дальнейшей деформации заготовка попадает в зону выходного конуса очага деформации, где снова подвергается воздействию крутящего момента, однако уменьщение величины давления металла на валки, что объясняется малой величиной обжатия на этом участке, уменьшает крутящий момент, воспринимаемый заготовкой. Заключительная стадия деформации осуществляется под действием тянущих усилий, воспринимаемых заготовкой в выходном конусе очага деформации.
После износа валка его переточка осуществляется совместно с кольцом. Фиксацию кольца производят с помощью пальчиковых упоров 5 путем затяжки регулировочных болтов 6.
Испытания валков предлагаемой конструкции, изготовленных из стали 45, проводили на лабораторном дисковом стане. Антифрикционную прокладку готовили из меди.
Для определения оптимальных размеров внутреннего и наружного диаметров кольца проведена прощивка гильз из ст. 20 диаметром 50 мм с кольцами нескольких размеров.
Устойчивое протекание процесса прощивки наблюдалось при наружном диаметре кольца от 0,8D, где D - диаметр цилиндрической поверхности диска, до 0,90 D и при внутреннем диаметре 0,7D-0,85D. Однако при наружном диаметре кольца 0,85D и внутреннем диаметре 0,75D значительного снижения скручивания металла не происходило, что объясняется малой щириной кольца. Максимальное, в сравнении с прокаткой на известных валках, снижение скручивания металла (до 30-40%) наблюдалось при максимальной ширине кольца, когда внутренний и наружный диаметры кольца составляли 0,70D и 0,90D соответственно.
Пример 1. Прокатка проводилась на валках с кольцом внутренним и наружным диаметрами 0,70D и 0,90D соответственно. Крепление кольца в валке осуществлялось согласно фиг. 1. Прокатывалась заготовка из ст. 20 диаметром 50 мм. После прокатки гильза имела диаметр 51-55 мм и толщину стенки 7-8 мм. Испытания показали значительное (до 40%) снижение скручивания гильзы в сравнении с прокаткой на известных валках. Процессы первичного и вторичного захватов, а также схода заготовки с оправки протекали стабильно. Случаев незахватов заготовок и закатов гильз не наблюдалось.
Пример 2. Прокатка проводилась на валках с составным кольцом внутренним и наружным диаметрами 0,75D и 0,87D соответственно. Крепление кольца осуществлялось согласно фиг. 2.
Кольцо состояло из двух частей (7 и 8), имеющих возможность относительного вращения. Ожидалось, что при использовании составного кольца будет наблюдаться больщее снижение скручивания, чем при использовании сплошного кольца. Однако испытания показали, что скручивание снизилось лишь на 35% против 33% при использовании
сплошного кольца, т. е. значительного снижения скручивания не произошло.
(лг.2
fua.S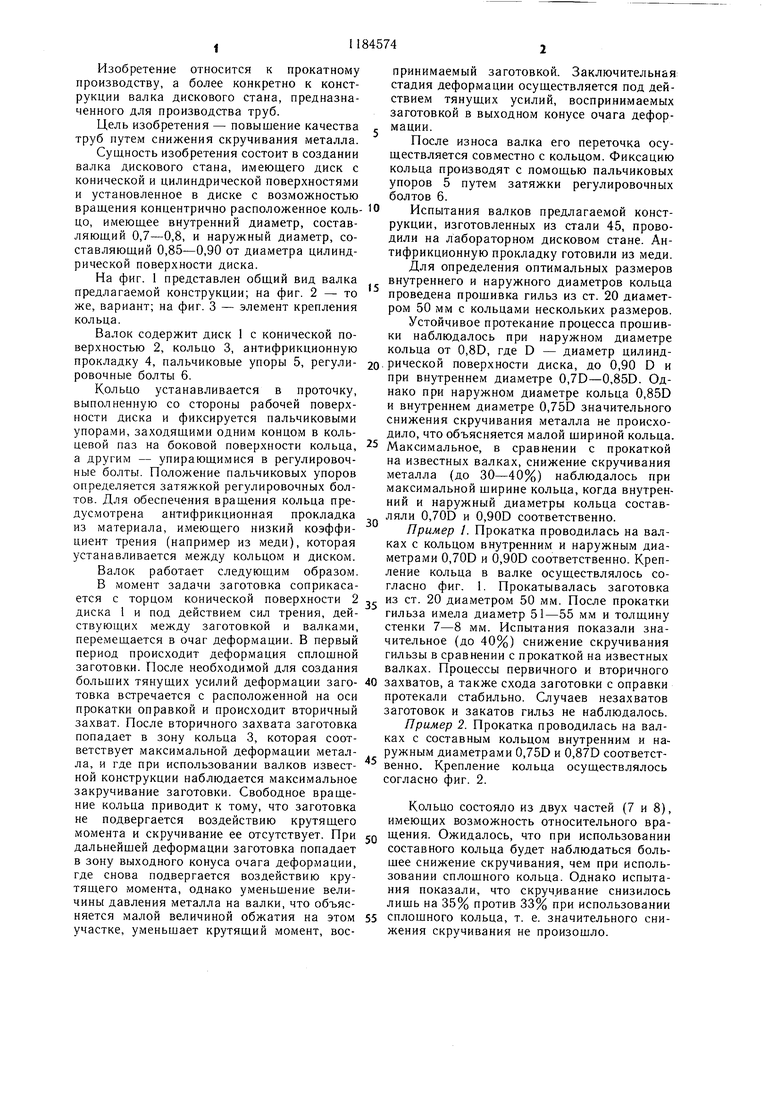
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ винтовой прошивки | 1984 |
|
SU1194521A1 |
| Валок стана винтовой прокатки | 1985 |
|
SU1258532A1 |
| Центрирующее устройство трубопрокатного стана | 1983 |
|
SU1090468A1 |
| Устройство для установки оправочного стержня | 1982 |
|
SU1020170A1 |
| Технологический инструмент дискового прошивного стана | 1976 |
|
SU548327A1 |
| Способ винтовой прокатки | 1986 |
|
SU1337157A1 |
| Способ получения гильз | 1977 |
|
SU725728A1 |
| Удерживатель оправки трубопрокатного стана | 1990 |
|
SU1712015A1 |
| Технологический инструмент для винтовой прошивки | 1978 |
|
SU753505A1 |
| Валок дискового трубопрокатного стана | 1987 |
|
SU1424886A1 |

ВАЛОК ДИСКОВОГО СТАНА, содержащий диск с конической и цилиндрической поверхностями и концентрично расположенное кольцо, отличающийся тем, что, с целью повышения качества труб путем снижения скручивания металла, кольцо установлено в диске с возможностью вращения и имеет внутренний диаметр, составляющий 0,7-0,8 и наружный диаметр, составляющий 0,85-0,90 диаметра цилиндрической поверхности диска. (Л 00 О1 4
| Валок дискового стана винтовой прокатки | 1975 |
|
SU531565A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| УГЛОМЕР ДЛЯ ИЗМЕРЕНИЯ МАЛОК | 0 |
|
SU174372A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
