(54) ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Инструмент для радиальной ковки | 1989 |
|
SU1639864A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК | 2004 |
|
RU2284874C2 |
| Инструмент для радиальной ковки | 1983 |
|
SU1144753A1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 2003 |
|
RU2240199C1 |
| Инструмент для радиальной ковки | 1982 |
|
SU1073953A1 |
| Способ радиальной ковки | 1988 |
|
SU1655644A1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОСТЕННЫХ ТРУБ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2010655C1 |
| ИНСТРУМЕНТ ДЛЯ РАДИАЛЬНОЙ КОВКИ | 1993 |
|
RU2056968C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОКОВОК ПРЕИМУЩЕСТВЕННО ИЗ МЕТАЛЛОВ И СПЛАВОВ ПОДГРУППЫ ТИТАНА И КОВОЧНЫЙ КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2002 |
|
RU2220020C1 |
| Инструмент для радиальной ковки заготовок прямоугольного сечения | 1988 |
|
SU1611538A1 |
Изобретение относится к обработке ;металлов давлением, а именно к ковке на радиально-ковочных машинах, в частности к устройствам и инструменту радиально-ковочных машин.
Известен инструмент для радиальной ковки, содержащий две пары одинаковых бойков, выполненных с возможностью перемещения в двух взаимно перпендикулярных плоскостях 1.
Применение такого инструмента не позволяет осуществлять интенсивную проработку металла по сечению заготовки, что в конечном .итоге не способствует получению высокого качества металла, к которому предъявляются повышенные требования по уровню механических свойств.
Целью изобретения является улучшение качества получаемых поковок путем более полной проработки литой структуры обрабатываемой заготовки.
Цель достигается тем, что в инструменте для радиальной ;овки, содержащем две пары одинаковых бойков, выполненных с возможностью перемещения в двух взаимно перпендикулярных плоскостях, одна пара бойков выполнена смещенной относительно другой пары в направлении продольной подачи заготовки, при этом величина смещения определена зависимостью
KSN
с TIT
где С - величина смещения;
К - коэффициент смещения, равный 0,4-0,8} S - величина продольной подачи
10
заготовки;
N - число ходов бойка в минуту; h - число оборотов заготовки в
минуту.
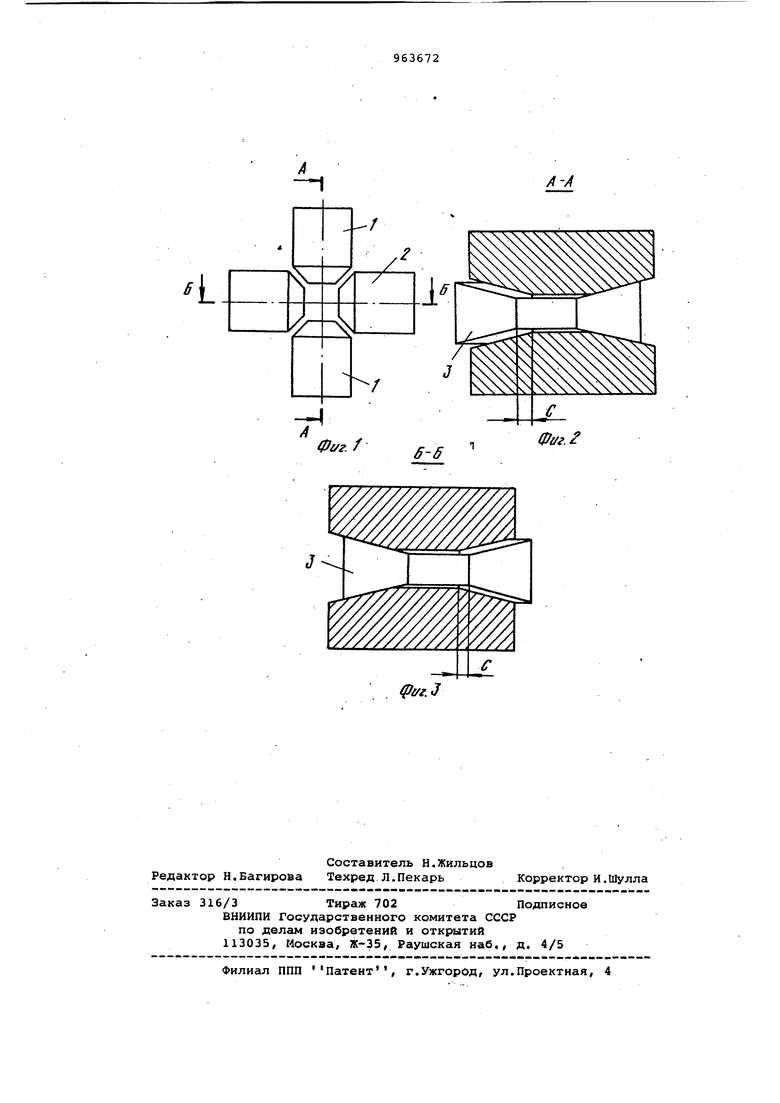
На фиг. 1 изображен инструмент,
15 общий вид; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - сечение Б-Б на фиг. 1.
Инструмент для радиально ковки содержит две пары одинаковых бойков
20 1 и 2, установленных на радиальноковочной машине с возможностью перемещения в двух взаимно перпендикулярных плоскостях. Одна пара бойков .смещена в направлении продольной по25дачи заготовки 3 на величину смещения С, которую определяют из соотношения
г KSN
где К - коэффициент смещения, равный
30 0,4-0,8; S - величина продольной подачи заготовки; N - число ходов бойка в минуту; п - число оборотов заготовки в минуту. Величина смещения пар бойков, ра считанная по указанному выше соотно шению, зависит, в частности, от коэффициента смещения К, значение которого необходимо выбирать в пределах 0,4-0,8. Смысл этого коэффициен та таков, что при К 1 деформация бу дет осуществляться только одной парой бойков, а вторая пара бойков будет участвовать лишь в калибровке, производительность такого процесса будет низкой. Во избежание этого вел чину коэффициента смещения не следует выбирать большей О,8,С другой сто роны/при значении коэффициента смещения меньше 0,4 величина уширения, создаваемого одной из пар бойков, будет мала, и процесс практически не будет отличаться от обычной ковки с применением инструмента-прототипа. Значения всех остальных величин, входящих в формулу, являются характе ристиками радиально-ковочной машины и определены однозначно для каждой машины, за исключением величины подачи заготовки 3, которая выбирается такой же, как и в случае ковки обычным инструментом. Указанный принцип смещения пары бойков в направлении оси подачи заготовки может быть использован как для плоских, так идля вырезных или универсальных бойков. Применение инструмента описанной конструкции по сравнению с инструмен том-прототипом при ковке быстрорежущих сталей типа Р6М5 позволяет снизить карбиднук) неоднородность металла заготовки на 1 балл, т.е. улучшить качество получаемых поковок, а это приводит к повьдпению стойкости инструмента, изготовленного из этой стали, на 15г20%, Формула изобретения Инструмент для радиальной ковки, содержащий две пары одинаковых бойков, выполненных с возможностью перемещения в двух взаимно перпендикулярных плоскостях, отличающийся тем, что, с целью улучшения качества получаемых поковок путем более полной проработки литой структуры обрабатываемой заготовки, одна пара бойков выполнена смещенной относительно другой пары в направлении продольной подачи заготовки, при этом величина смещения определена зависимостью 27Г где С - величина смещения; К - коэффициент смещения, равный 0,4-0,8; 5 - величина продольной подачи заготовки; N - число ходов бойка в минуту; п - число оборотов заготовки в минуту. Источники информации, принятые во внимание при экспертизе 1. Любвин В.И.Обработка металлов радиальным обжатием. М., Машиностроение, 1975, с. 160-163 (прототип) , .f g,s Фиг. /
