(54) РАСТОЧНАЯ ГОЛОВКА
Изобретение OTIHOCRTCH к области металлообработки, а именно к чистовой обработке отверстий, и является усоверШ1е1НСТВован«е(М известной расточной головки.
По авт. св. № 759238 язвестна расточная головка, содержащая корпус, в цилиндрическом отверстии которого устаиовлена цилвширическая державка с расположенным перпендикулярно ее оси плаваюнщм резцовым блоком, причем расточная головка снабжена фик|сатором, при этом отверст1и.е под державку выполнено перпендикулярно оси корпуса, а державка под1пруж|ивена и установлена с возможностью поворота, отверстие под фиксатор выполнено в корпусе и державке 1.
При обработке отверстий в заготовках предварительно .настраивают резцовый блок на требуемый исполнительный размер и устанавливают его в паз державши расточной головки симметрично относительно ее 01си. Затем перемещают фикса тор в крайнее левое положение, при котором он со всей конической частью контактирует с конической поверхностью, выполненной в державке со стороны фиксатора. В этом положении вершины режущих лезвий резцового блока располагаются в плоскости, перпендикулярной оси раСТОЧ1НОЙ головки.
Однако для установки резцового блока в рабочее положение перед рабочим ходом 5 и его отвода от обработанной поверхности перед обратным ходом необходимо переместить фиксатор соответственно влево и вправо, что осуществляется специальным приводом, например пидравличе10ским, воздействующим на фиксатор. Это приводит к усложнению конструкции расточной головки и потере производительности.
15 Целью дополнительного изабретеиия является повыщение произво(дит1ельности головки.
Это достигается тем, что известная по авт. св. № 759238 расточ1ная головка снабжена механизмом перемещения фиксатора и упругим элементом, установленным в отверстии корпуса на фиксаторе, при этом механизм перемещения фиксатора размещен в отверстии корпуса и выполнен в
25 виде щтока гидроцилиндра или шайбы с штифтом, установленной на корпусе.
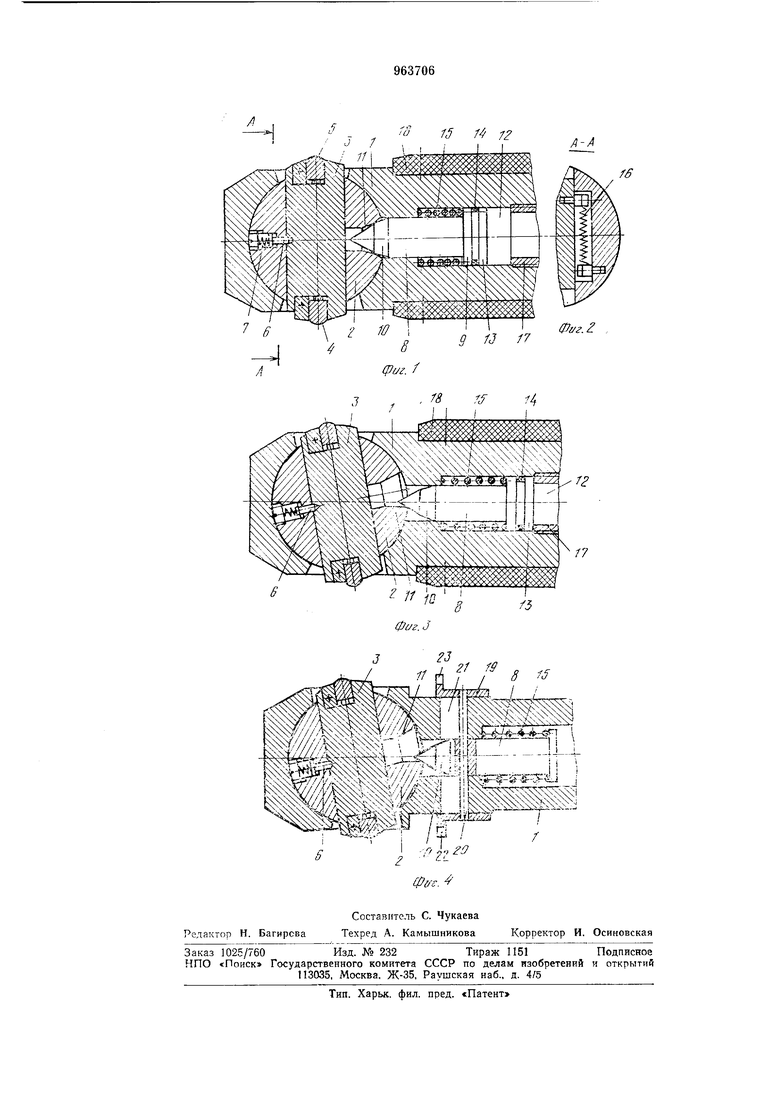
На фиг. 1 изображена предлагаемая расточ1ная головка (при рабочем ходе); на фиг. 2 - разрез А-А «а фиг. 1; на
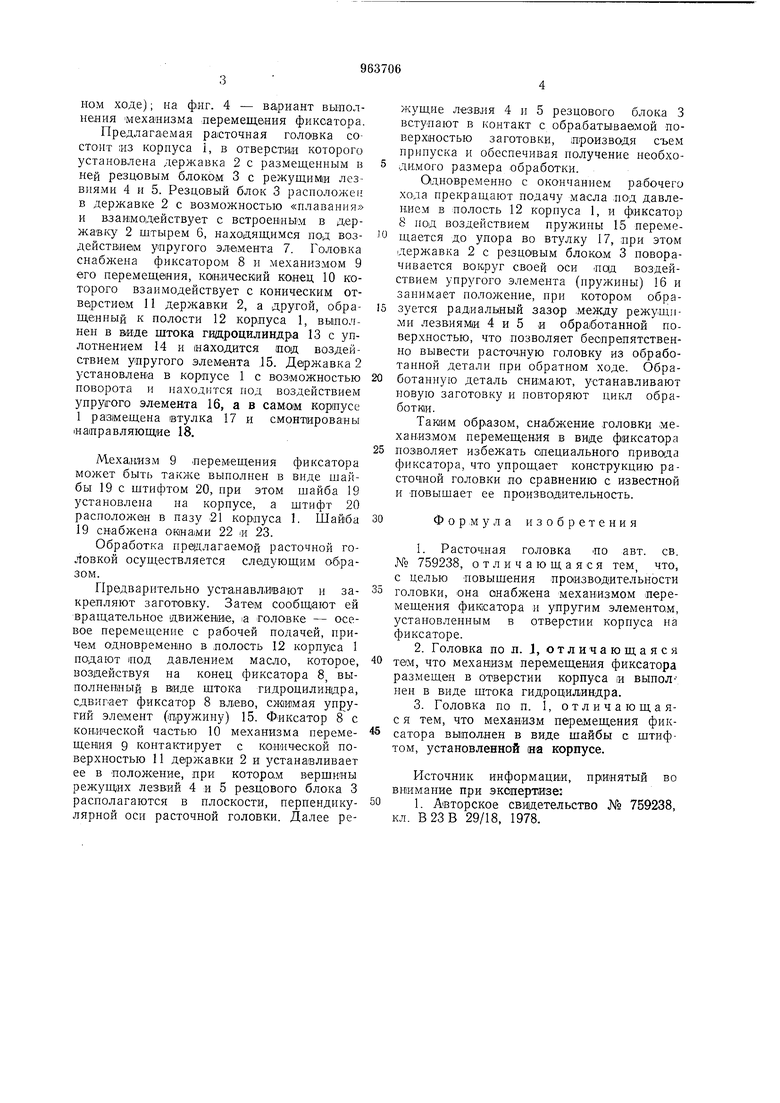
30 фиг. 3 - расточная головка (при обратиом ходе); на фиг. 4 - вариант выполнения Механизма перемещения фиксатора.
Предлагаемая расточная головка состоит :из корпуса i, в отверстия которого установлена державка 2 с размещенным в ней резцовым блоком 3 с режущими лезвиями 4 и 5. Резцовый блок 3 расположен в державке 2 с возможностью «плавания и взаимодействует с встроенны-м в державку 2 штырем 6, находящимся иод воздействием упругого элемента 7. Головка снабжена фиксатором 8 и механизмом 9 его перемещения, конический конец 10 которого взаимодействует с коническим отверстием 11 державки 2, а другой, обращенный к полости 12 корпуса 1, выполнен в виде штока гидроцилиндра 13 с уплотН1ением 14 и находится под воздействием упругого 15. Державка 2 установлена в корпусе 1 с возможностью поворота и находится под воздействием упругого элемента 16, а в самом корпусе 1 ра13)мещена втулка 17 и смонтированы |На1правляющие 18.
Механизм 9 перемещения фиксатора может быть выполнен в виде шайбы 19 с штифтом 20, при этом шайба 19 установлеиа на корпусе, а штифт 20 расположен в пазу 21 корпуса 1. Шайба 19 снабжена окнами 22 -и 23.
Обработка предлагаемой расточной гоЛовкой осуществляется следующим образом.
Предварительно устанавливают и закрепляют заготовку. Затем сообщают ей вращательное движен1ие, la головке - осевое перемещение с рабочей подачей, причем одновременно в полость 12 корпуса 1 подают под давлением масло, которое, воздействуя на конец фиксатора 8, выполненный в виде штока гидроцилиняра, сдвигает фиксатор 8 влево, сжи1мая упругий элемент (|П|ружину) 15. Фиксатор 8 с конической частью 10 механизма перемещения 9 контактирует с конической поверхностью 11 державки 2 и устанавливает ее в положение, при которо.м верщины режущих лезвий 4 и 5 резцового блока 3 располагаются в плоскости, перпендикулярной оси расточной головки. Далее режущие лезвия 4 и 5 резцового блока 3 вступают в контакт с обрабатываемой поверхностью заготовки, производя съем припуска и обеспечивая получение необхо;димого размера обработки.
Одновременно с окончанием рабочего хода прекращают подачу под давлением в полость 12 корпуса 1, и фиксатор 8 под воздействием пружины 15 перемещается до упора во втулку 17, при этом державка 2 с резцовым блоком 3 поворачивается вокруг своей оси под воздействием упругого элемента (пружины) 16 п занимает положение, ири котором образуется радиальный зазор между режущими лезвиям1и 4 и 5 и обработанной поверхностью, что позволяет беспрепятственно вывести расточную головку из обработанной детали ири обратном ходе. Обработанную деталь снимают, устанавливают новую заготовку и повторяют цикл обра6ОТК1И.
Так1им образом, сна/бжение головки механизмом перемещения в виде фиксатора позволяет избежать специального привода фиксатора, что упрощает конструкцию расточной головки по сравнению с известной и повышает ее произвадительность.
Формула изобретения
1.Расточная головка по авт. св. N° 759238, отличающаяся тем, что, с целью повышения праизводительпости головки, она снабжена механизмом перемещения фиксатор.а и упругим элементо,м, установленным в отверстии корпуса на фиксаторе.
2.Головка по п. J, отличающаяся тем, что механизм перемещения фиксатора размещен в отверстии корпуса и вьшолнен в виде штока гидроцилиндра.
3.Головка по п. I, отличающаяс я тем, что механизм перемещения фиксатора выполнен в виде шайбы с штифтом, установленной на корпусе.
Источник информаци.и, принятый во внимание при экспертизе:
1. Авторское свидетельство № 759238, кл. В 23 В 29/18, 1978.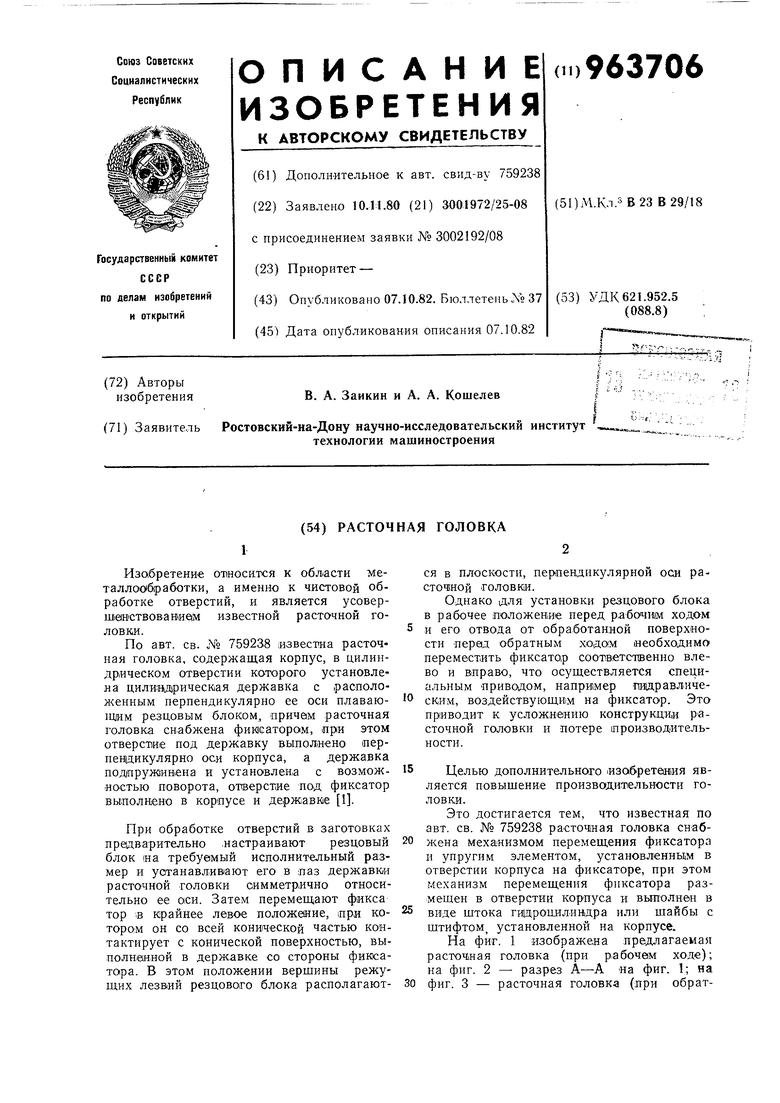
| название | год | авторы | номер документа |
|---|---|---|---|
| РАСТОЧНАЯ ГОЛОВКА | 2006 |
|
RU2314181C1 |
| СПОСОБ ОБРАБОТКИ ЗАГОТОВОК КОЛЕЦ С ДВУМЯ СООСНЫМИ РАЗНОНАПРАВЛЕННЫМИ КОНИЧЕСКИМИ ОТВЕРСТИЯМИ И УСТРОЙСТВО ДЛЯ РАСТОЧКИ | 2006 |
|
RU2323066C2 |
| Резцовая головка | 1989 |
|
SU1808482A1 |
| Резцовая головка | 1989 |
|
SU1785836A1 |
| Расточная головка | 1990 |
|
SU1726154A1 |
| Расточная головка | 1982 |
|
SU1060327A1 |
| Расточная головка | 1981 |
|
SU1053973A1 |
| Комбинированный инструмент дляОбРАбОТКи ОТВЕРСТий | 1979 |
|
SU837809A1 |
| Инструмент для виброобработки глубоких отверстий (его варианты) | 1985 |
|
SU1253745A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЯМОУГОЛЬНЫХ ОТВЕРСТИЙ, ОПРАВКА РЕЗЦОВАЯ, РЕЗЕЦ | 2001 |
|
RU2212985C2 |