Цель достигается тем, что в ycrpofiCTiKдля автоматической подпаладкп резца, и том числе в ipouecce обработки, содержащем расположеииую в птииделе иеитральн ю тягу, иаходящуюся иод воздействием иажр1М110го винтового механизма с приводом при помощи враи1ательио-осевых па иодшииииках качеиия, виит иа/кимиого механизма двустороиие соедииеи пеиосредетвеиио с нейтральной тягой, а его гайка- со шпинделем ирп HOMOLHH враи1,ате;1ьноосевых муфт на подшипниках качения, собранных с натягом, и каждый из элементов винтовой пары снабжен собственным нриводом, настроенным каждый на свой нодпаладочпый тяг с возможностью совместной или раздельиой работы.
По крайней мере один из элементов винтового механизма может быть снабжен приводом с программным унравлением.
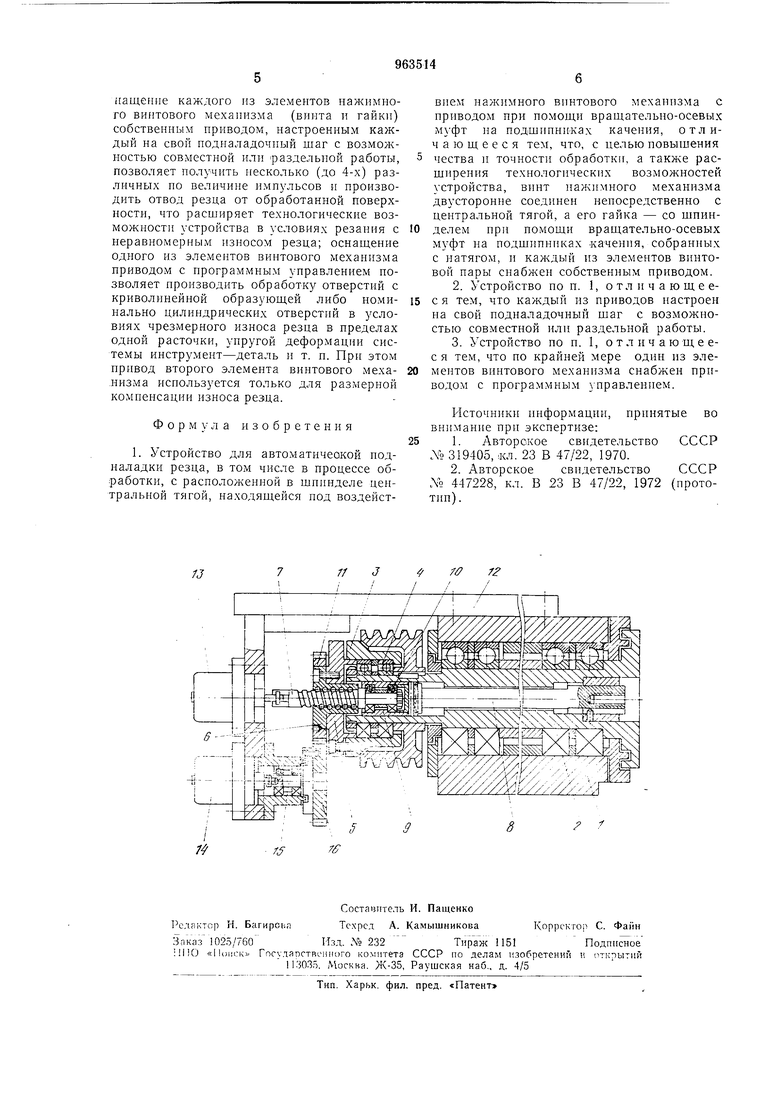
На чертеже изображеио устройство, продольный разрез.
В К0рп се шпипдельного уз.ча 1 на но iшиппнках качеиня смонтирован по.тый шпи1Г1ель 2, иа фланне которого за креплена унругодеформнруемая резцовая онравка. На хвостовике шнннделя посредством вращательно-осевой муфты 3 на нодшннни.ках -1 качеи1гя установлена кры. 5, к которой :креннтся гайка 6 шарнковой винтовой нарьг Винт 7 нары связан с .центральной тягой 8 при НОМОИ1И вратнателыюосевой муфты 9 на нодшипннках 10 качения. Центральная тяга 8 связана с не11едаточным устройством упругодеформирхемо резцовой онравки (па чертеже не ноказана). Гайка 6 снабжена зубчатым венцом 11. На корпусе шпиндельного узла 1 устаповле1Г кронштейн 12, на котором расноложены приводной электродвигатель 13, вал которого продольно-подвижно связан- с винтом 7 шарико-винтовой пары, а также приводной электродвигатель 14, вал которого связан с промежуточным валом 15, скабжепным зубчатым вепцом 16, паходя1цнмся в заненленнп с з бчатым вепцом 11 гайки 6.
Рассмотрим работу устройства па примере использования его в нормальных условиях резання, сопровождаемого неравномерным износом резца в течепне периода его стойкости. Цри этом регулирование положения резца ведут различнымн по величиие импульсами для стадий процесса резания - начальной, соответствуюп1ей повышенному износу (прпработке) резна, п основной, соответству1Он;ей стабильному но изиосу резца режиму.
Цредположим, что в предлагаемом )стройстве подналадка резца импульсами, соответствующими начальному повышенно.му изиосу резца, ведется от приводного электродвигателя 13, настроениого на определенный подиаладочиый шаг, а подиаладка резца имнульсами, соответствующими стаоильному износа . ведется от ()диого э.1ектродвпгателЯ 1-1, иасгроеи110 ч) иа ме1П):ний иол.иа.кадочный 1иаг. При вк.лючепии приводного э,1ектродвигате,1я 13 ирс)исходит но 5орот винта 7 Н1арико-внитовой нары иа задаин1,Й тловой И1аг нолп;:.тадки. ири этом винт 7 изменяет свое осевое поло/кеиие отиос1 тельпо гайки 6. Осевое нсремен1еиие винта 7 и связанно с ним
г снтрально - тягн 8 преобразуется в радиа. исремсн1ение резна исрсдаточиым -стройством унругодеформируемой резцовой оправки. Во время иеремеп;ения вшгга 7 гайка 6 )держнвается от проворота
заторможенным электродвигателем 14 черсз )) пар} венцов 11 н Hi. При вк.почснпп приводного электродвигате.чя 14 вал электродвигателя новорачиваетея на другую велнчииу углового Hjara нодналадки, ири этом через промежуточный вал 5 и з бчатую нару венцов 11 и 16 происходит поворот гайки 6, которая иеремен1,ает ностунате.чьно винт 7 и связанную с ни.м иеитральиую тя|-у 8. При этом винт 7 удер;к1Н5астся от нроворота заторможеннь --электродвигателем 13. Отвод резца от обработанной поверх ностн ос 1неств.1яется ири одновре.менном вк.почении нриводных электродвигателе 13 и 14. При этом ироисходит СОГЛаСО 5а1ППз1Й НОВОрОТ ВИИТ.П 7 l
гайкн 6 в разные стороны, преобразуемы в осевое перемен1ение тяги 8 на суммар1.|Г niar, i соответству оии1Й ему рад1 альиый отвод резца от наетроенного размера Обработки. При выводе инструмента после обработкн на обработанной новерхност рискн ие образуется.
Рассмотри.м 1 рнмер нсно,:п зования -стройстиа .чля а1Помат ческой Г1од 1аладкн
ре,;а iip обрабслке отверстий с крнвол;-гнсйной образующей.
В это.м с, один пз .1ных электродвигателей во время обработки иовор;:чивается но заданной программе в пеоб
дммом направлении и с необходимой чтотой вран1,ення, которые обуеловлен фоп мой образуюн1,ей отверст1 я. Второй нриводной электродвигатель настраивается на определенный подиаладочпый niar н
для изноеа .
Аиалог чно иронзвод1 тся обработка нг)мииально 1илипдр11ческих отверc i(ii либо деталей с неравномерной но , отверстня жесткост1)Ю.
исиользование устройства и с по. ключе П е.м двух нриводных электрод игателей к программиому управлению. этом случае каждый из ириводиых элск родв 1гателей нравляется по своей программе, обусловле 1 1ой меняюн1нмпся но длине расточки факторами, например npi обработке глубоких отверстий с кр1 ВОсЧ1 нейной образующей.
Техиико-экономнческий эффект данного
изобретения заключается в следующем: ос
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подналадки резца | 1980 |
|
SU929344A1 |
| ВСЕСОЮЗНАЯ I | 1973 |
|
SU380745A1 |
| Подающе-поворотное устройство стана холодной прокатки труб | 1976 |
|
SU578132A1 |
| Пропеллер с переменным шагом | 1931 |
|
SU50292A1 |
| СДВОЕННЫЙ ГИДРАВЛИЧЕСКИ УРАВНОВЕШЕННЫЙ ОДНОВИНТОВОЙ ЭЛЕКТРОНАСОС | 1969 |
|
SU236987A1 |
| Станок для нарезания конических колес с криволинейными зубьями | 1987 |
|
SU1558584A1 |
| УСТРОЙСТВО для ЗАКАТКИ И РАСКАТКИ РУЛОННОГОМАТЕРИАЛА | 1970 |
|
SU275632A1 |
| РЕЗЬБОТОКАРНЫЙ ПОЛУАВТОМАТ С НЕРЕВЕРСИВНЫМ ШПИНДЕЛЕМ | 1969 |
|
SU241904A1 |
| ПРИВОДНАЯ НАПРАВЛЯЮЩАЯ ПЛИТА | 1972 |
|
SU325111A1 |
| ТОКАРНО-ОБТОЧНОЙ СТАНОК | 1973 |
|
SU395183A1 |
