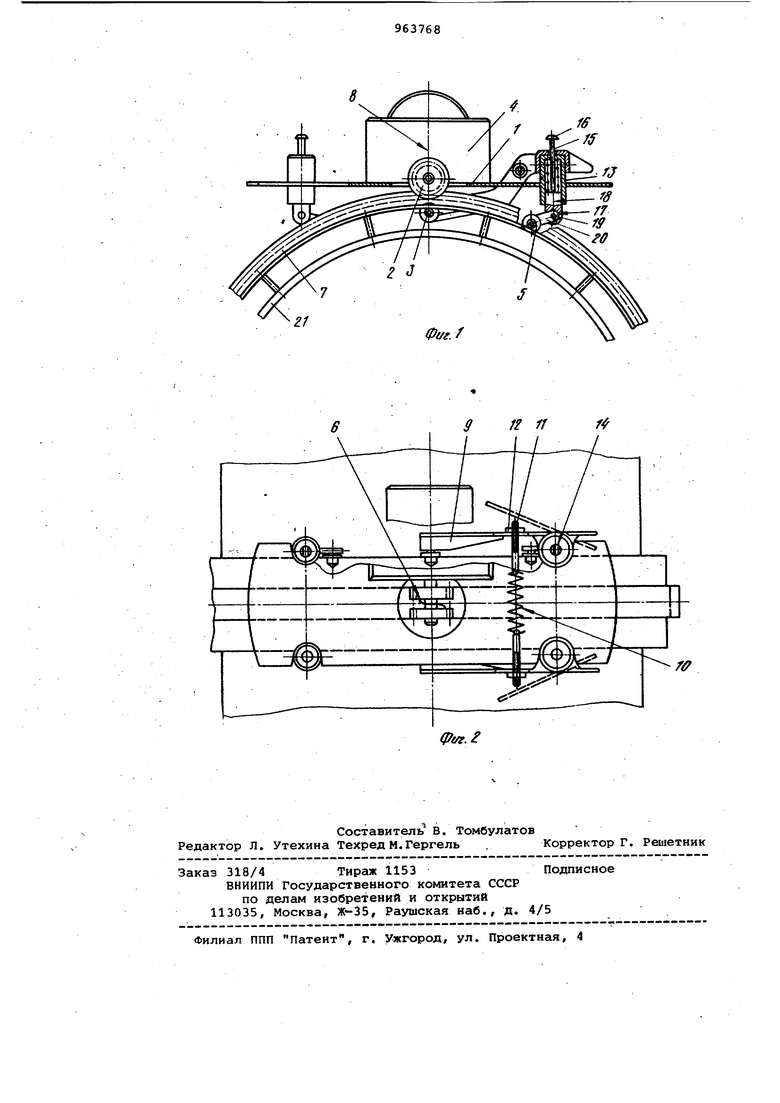
3 .9 эксплуатации непроста, особенно в полевых условиях. Целью изобретения является упроще ние переналадки каретки на различные диаметры трУб. Для достижения поставленной цели в каретке для перемещения инструмента, преимущественно сварочной горелки вокруг стыка, содержащей привод, основание и закрепленные на нем с возможностью взаимодействия с напра ляющей приводные и холостые ролики, смонтированные на подпружиненных ры чагах, приводные и холостые ролики установлены по разные стороны от направляющей, а их оси расположены в одной плоскости, перпендикулярной основанию проходящей через ось привода. На фиг. 1 представлена предложен ная каретка, вид сбоку с вырывами на фиг-. 2 - то же, вид сверху. Каретка содержит основание 1, приводные 2 и холостые 3 ролики, привод 4, подпружиненные колеса 5. Спаренные через пружину 6 ролики 2 обеспечивают безлюфтовое зацепление с направляющей 7 при реверсе для слу чая нефрикционного сцепления. Ролики 2 и 3 установлены по разные стороны оси направляющей 7. Их оси расположены в плоскости, перпендикулярной основанию 1 и проходящей через ось 8 4. Ролики 3 расположены на рычагах 9, связанных пружиной 10 с регулируемым усилием с помощью винтов 11 и гаек 12. Рычаги 9 установлены на стойках 13 с прямоугольным пазом 14 в верхней части, через который проходит подпружиненный шток 15 сечением прямоугольной формы в верхней час ти с фиксатором 16. На нижней части штока 15 сделаны выборки 17 неодинакового наклона относительно вертикальной оси 18 и на шарнире 19 через планку 20 установлены колеса 5. Выборки неодинакового наклона и подпру жиненность штока 15 позволяют устанавливать основание 1 на гамму диаметров труб без налсщки простым нажатием сверху при расжатых рычагах 9 и фиксацией колес 5 слева или справа от вертикальной оси 18. Размещение рычагов 9 параллельно друг другу на роликах 3 под направляющей 7 определяет наличие или отсутствие зацепленния, которое создает соответственно автоматическое при условии вращения роликов 2 от привода 4 или ручное перемещение каретки по профилю изделия 21, Кроме подпружиненных колес 5 можно применить плоские пружины или мощ 8 ные постоянные магниты для самоустановки основания 1 при условии орбитального движения с учетом веса каретки и ее коммуникаций. Перед сваркой на изделии 21 располагают направляющую 7, на которую устанавливают каретку. Затем рычагами 9 путем их поворота ролики 3 вводят в зацепление с направляющей 7. Ролики 2 охватывают направляющую 7 и поджаты к ней пружиной 6, Колеса 5 также входят в зацепление с направляющей 7. Затем включают привод 4 и начинают сварку. Величина прижатия вниз, например,- для гаммы труб диаметром от 720 мм до 1420 мм составляет 6 мм. Благодаря расположению в одной плоскости оси привода с осями вращения холостых роликов и выполнению основанию тележки самоустанавливающимся, например, на подпружиненных относительно трубгы колесах достигается простота переналадк-и на различные диаметры труб и установки каретки на направляющей. Одноплоскостное расположение обеспечивает постоянное расстояние между приводным и ХОЛОСТЫМИ роликами на все диаметры изделий. При испытаниях конструкция дала положительный эффект и внедряется в комплексе оборудования для сварки толстостенных труб с экономическим эффектом 30 тыс. руб. в год на один комплекс. Формула изобретения Каретка для перемещения инструмента, преимущественно сварочной горелки вокруг стыка, содержащая привод, основание и закрепленные на нем с возможностью взаимодействия с направляющей приводные и холостые ролики, смонтированные на подпружиненных рычагах, отличающаяся тем, что, с целью .упрощения переналадки каретки на различные диаметры труб,, приводные и холостые ролики установлены по разные стороны от направляющей , а их оси расположены в одной плоскости, перпендикулярной основанию и проходящей через ось привода. Источники информации, ринятые во внимание при экспертизе 1.Патент США W .3604612, л. 228-45, 1971. 2.Авторское свидетельство СССР 656776, кл. В 23 К 31/06, 1974. 3.Патент СССР № 680623, л. В 23 К 31/06, 1974 (прототип).
г1
/J
Фиг. /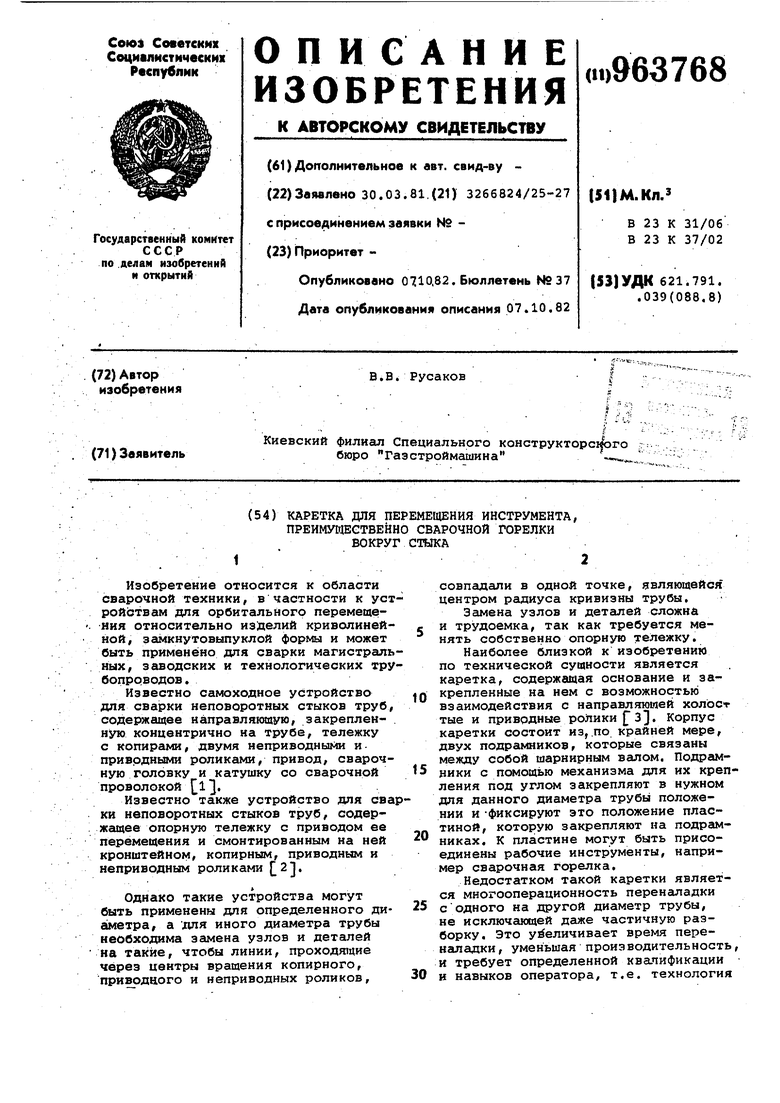
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической сварки угловых соединений | 1990 |
|
SU1764915A1 |
| Устройство для сварки неворотных стыков труб | 1978 |
|
SU764903A1 |
| Способ сварки неповоротных стыков труб и устройство для его осуществления | 1978 |
|
SU1109044A3 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ | 2016 |
|
RU2641208C2 |
| Устройство для перемещения инструмента | 1990 |
|
SU1729721A1 |
| УСТРОЙСТВО ДЛЯ НАСТРОЙКИ СВАРОЧНОЙ ГОРЕЛКИ НА СТЫК | 1987 |
|
SU1471416A1 |
| Установка для сборки и сварки труб с резьбовыми хвостовиками | 1987 |
|
SU1433726A1 |
| Бухтосвертывающая машина | 1991 |
|
SU1797506A3 |
| Устройство для орбитальной обработки неповоротных стыков и торцов труб | 2018 |
|
RU2696984C1 |
| Каретка для перемещения сварочной головки вокруг стыка | 1974 |
|
SU680623A3 |