Изобретение относится к устройствам для сборки различных ребер жесткости со стальными полотнами перед их сваркой и может быть йс- пользовано в различных отраслях машиностроения .
Известно устройство для сборки под сварку ребер жесткости с полотном, содержащее реи.с электромагнитами и гидравлический доьвсрат l1|.
В таком устройстве низка производительность при сборке полотнищ и не обеспечивается корректировка положения одного ребра жесткости относительно другого, что снижает качество сборки и технологические возможности установки.
Наиболее близким к изобретению jno технической сущности и достигаемому результату является устройство для сборки под сварку ребер жесткости с полотном, содержащее скобу с электромагнитными опорами, механизм для прижима приваренных участков ребер и механизм для ориентации ребер жесткости, выполненный в виде смонтированных на скобе силовых цилиндров с самоустанавливающимися прижимами, соединенными посредствомсилового цилиндра для перемещения
прижимов в плоскости,параллельной опорной поверхности электромагнитных опор .
Недостатком известного устройства является невозможность сборки ребер жесткости различной кривизны в плоскости, параллельной плоскости полотна. Указанный недостаток обусловлен постоянством расстояния между
10 прижимами в процессе сборки.
Целью изобретения является повышение производительности и технологических возможностей путем o6efeneчения сборки полотен с ребрами различ
15 ной кривизны.
С этой целью в устройстве для c6oi ки под сварку ребер жесткостис полотном, содержащем скобу с электромагнитными опорами, механизм для при20жима приваренных участков ребер и механизм ориентации ребер жесткости, выполненный в виде смонтированных на скобе силовых цилиндров с самоустанавливающимися прижимами,
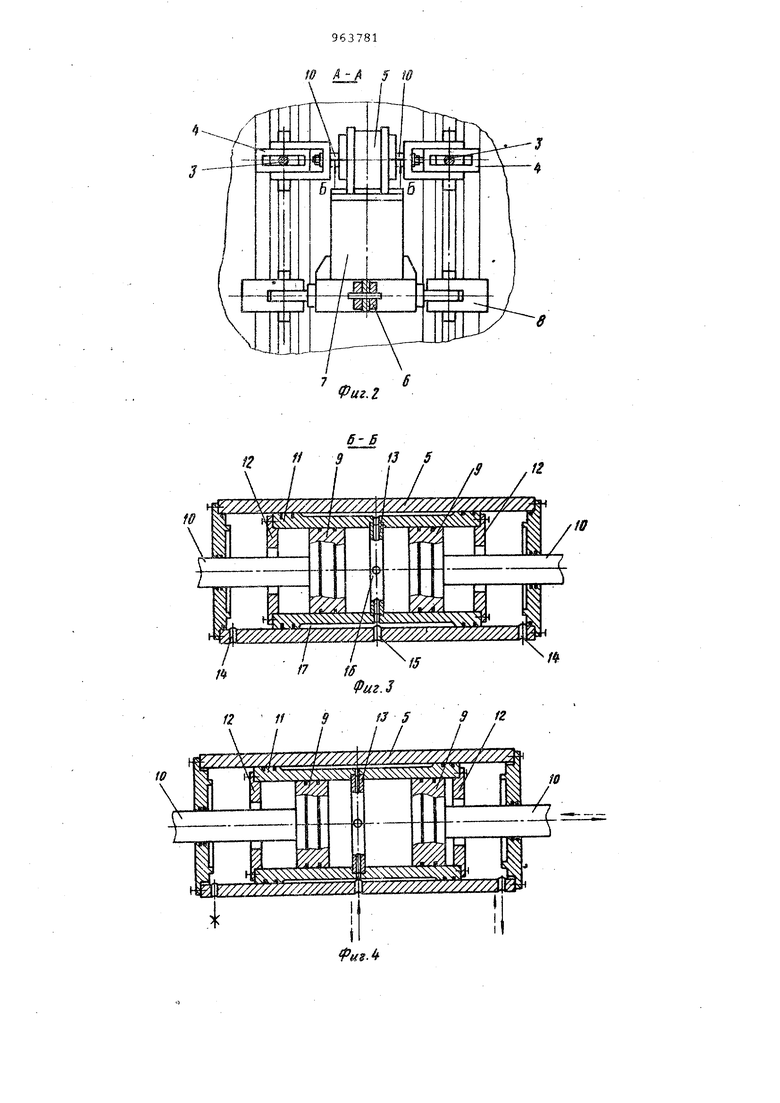
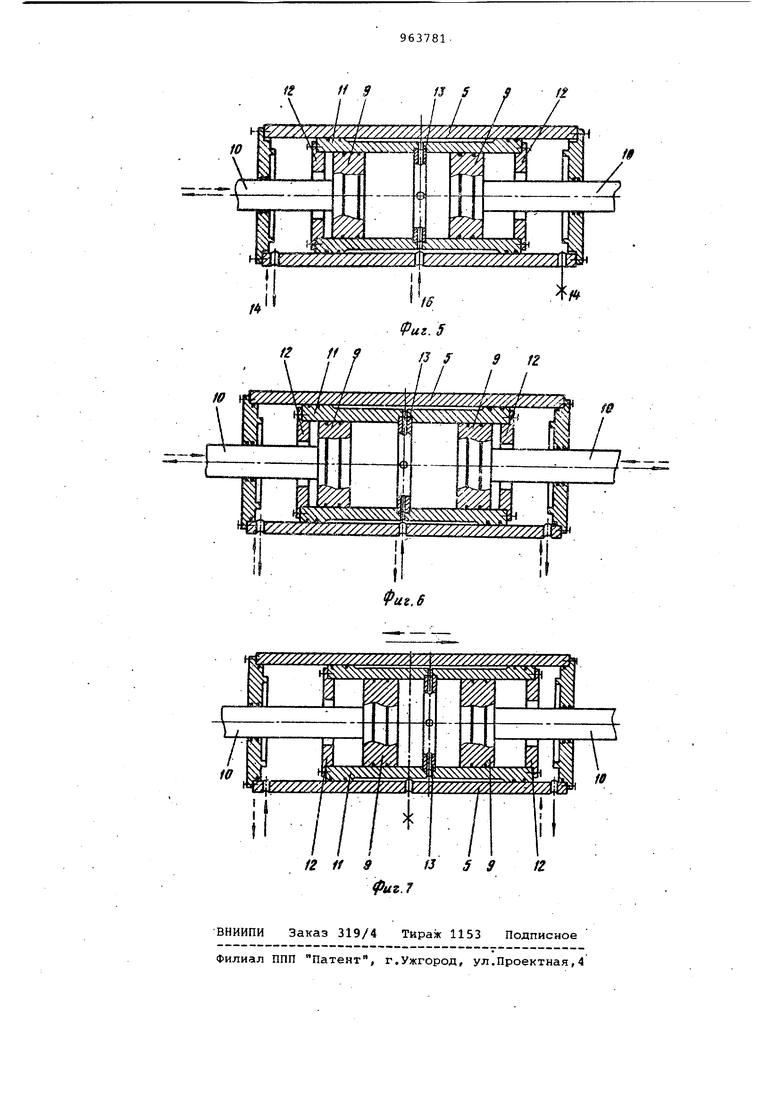
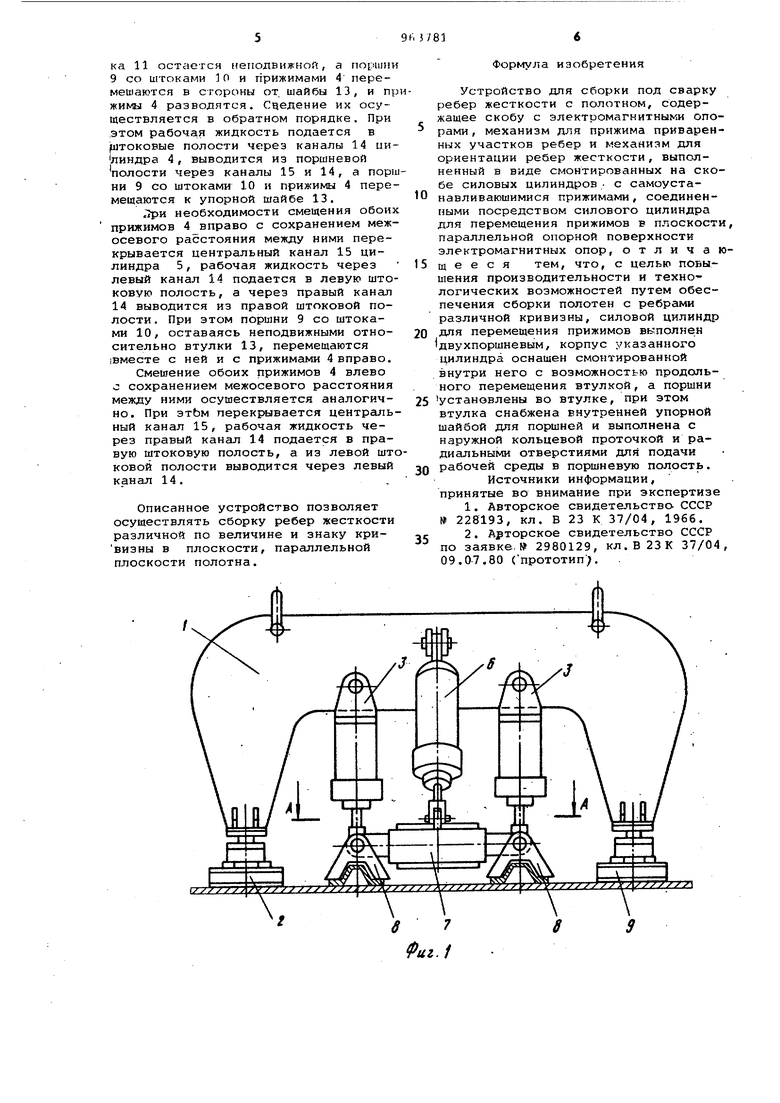
25 соединенными посредством силового цилиндра для перемещения прижимов в плоскости, параллельной опорной поверхнорти электромагнитных опор, (СИЛОВОЙ цилиндр для перемещения при30жимов выполнен двухпоршневым. Корпус укязанного цилиндра оснащен смонти рованной внутри него с возможностью продольного перемешения втулкой, а поршни установлены во втулке. Втулк снабжена внутренней упорной шайбой для поршней и выполнена с наружной кольцевой проточкой и радиальными отверстиямидля подачи рабочей сред в поршневую полость. На фиг. 1 изображено устройство общий вид; на фиг. 2 - разрез А-А на фиг. 1, на фиг. 3-7 - разрез Б-Б на фиг. 2 в процессе работы. Устройство содержит скобу 1 с электромагнитными опорами 2, механи для ориентации ребер жесткости, выгтолненный в виде силовых цилиндров ( гидроцилиндров j( 3 с самоустанавливагощимися прижимами 4, соединенны силовым цилиндром 5 для перемещения прижимов в плоскости, параллельной опорной плоскости опор, а также механизм для прижима приваренных участков.ребер, выполненный в виде гидроцилиндра б с установочной балкой .7 , оснащенной захватами.8 ребер жесткости. Балка 7 закреплена на корпусе цилиндра 5 i Цилиндр 5 выполнен двухпоршневым с поршнями 9 и штоками 10. , . В корпусе цилиндра 5 смонтирован втулка11 с торцовыми крышками 12. В крышках выполнены отверотия для ш ков 1р. Во втулке 11 смонтирована. упор ная шайба 13. Поршни 9 имеют общую поршневую полость и не сообщающиеся друг с другом штоковые полости.. В корпусе цилиндра 5 выполнены каналы 14 в штоковык полостях и канал 15 в поршневой полости, а во втулке 11 - радиальные отверстия (каналы) 16 и наружная кольцевая проточка 17. Устройство работает следующим образом. , В исходном положении штоки цилиндров 3 и б втянуты, электромагни ные опоры 2 отключены. После установки на полотно ребер жесткости на него опускается скоба 1, включаются электромагнитные опоры 2, фиксирующие положение скобы 1 на полотне, включаются цилиндры 3, прижимающие прижимами 4 ребра жесткости к полот ну, включается цилиндр б, опускаетс установочная балка 7, прижимая захватами 8 ребра жесткости к полот ну, цилиндр 5 корректируется положе ние ребер жесткости и производится их сборкаС полотном путем наложения электросварных швов. После сборки первых прижатых участков выключаются электромагнитные опоры 2 и цилиндры 3 и б, а уст ройство перемешается на соседние участки ребер жесткости. При этом захваты 8 установочной балки 7 выставляются на ранее собранных участках- ребер, а прижимы 4 цилиндров 3 на свободных участках, затем включается цилиндр б., фиксирующий положение захВатов 8 балки 7 на участ ках ребер жесткости, собранных с полотном, включаются электромагнитные опоры 2 и цилиндры 3, и прижимы 4 приближаются к ребрам жесткости. При включении цилиндра 5 бокового смещения штоками 10 прижимы 4 выставляются соосно с собираемыми участками ребер жесткости в плоскости, параллельной плоскости полотна, а затем при повторном включении цилиндров 3 опускаются на эти участки и фиксируют их положение на попотне. Последующим включением цилиндра 5 собираемые участки ребер жесткости выставляются соосно с ранее собранными, и производится их сборка с полотном. Перемещение прижимов 4, шарнирно соединенных со штоками цилиндров 3 и штоками.10 цилиндра 5 в плоскости, параллельной плоскости полотна, осуществляется следующим образом. При , необходимости перемещения правого прижима 4 вправо перекрывается левый канал 14 корпуса цилиндра 5, рабочая среда через центральный канал 15 цилиндра 5 кольцевую проточку 17 и каналы 16 втулки 11 подается в поршневую полость, а из штоковой полости правого штока 10 выводится через правую сквозную торцовую крышку 12 и правый канал 14 цилиндра 5. При этом правый поршень 9 со штоком 10 и правым прижимом 4 смешаются эттраво, а втулка 11, левый поршень 9 со штоком 10 и левым прижимом 4 остаются неподвижными. Перемещение правого прижима 4 влево осуществляется сле.цуюшим образом. Перекрывается левый канал 14 цилиндра 5, и рабочая среда (жидкость) подается в.штоковую полость правого штока 10 через правый канал 14, а выводится из поршневой полости через каналы 16 и 15. Перемещение левого прижима.4 вправо или влево осуществляется аналогично. При этом перекрывается правый канал 14 цилиндра 5, перемещаются левый поршень 9 со штоком 10, а втулка 11, правый поршень 9 со штоком 10 и правым прижимрм остаются неподвижными . При необходимости разведения прижимов 4 в стороны рабочая среда (:жидкость) подается в поршневую полость через каналы 15 и 16, а из штоковых полостей выводится через кры1ики 12 и каналы 14 цилиндра 5. При этом BTV. ка 11 остгается яеподвижной, а поршн 9 со штоками 10 и прижимами 4 перемешаются в CTovKiHH от. шайбы 13, и пу жимы 4 разводятся. Сведение их осуществляется в обратном порядке. При этом рабочая жидкость подается в |штоковые полости через каналы 14 ци линдра 4, выводится из поршневой полости через каналы 15 и 14, а порш ни 9 со штоками 10 и прижимы 4 пере мещаются к упорной шайбе 13. Лри необходимости смещения обоих прижимов 4 вправо с сохранением межосевого расстояния между ними перекрывается центральный канал 15 цилиндра 5, рабочая жидкость через левый канал 14 подается в левую што ковую полость, а через правый канал 14 выводится из правой штоковой полости . При этом поршни 9 со штоками 10, оставаясь неподвижными относительно втулки 13, перемещаются 1вместе с ней и с прижимами 4 вправо. Смешение обоих прижимов 4 влево с сохранением межосевого расстояния между ними осуществляется аналогично. При этЬм перекрывается центральный канал 15, рабочая жидкость через правый канал 14 подается в правую штоковую полость, а из левой што ковой полости выводится через левый канал 14. Описанное устройство позволяет осуществлять сборку ребер жесткости различной по величине и знаку кривизны в плоскости, параллельной плоскости полотна. Формула изобретения Устройство для сборки под сварку ребер жесткости с полотном, содержащее скобу с электромагнитными опорами, механизм для прижима приваренных участков ребер и механизм для ориентации ребер жесткости, выполненный в виде смонтированных на скобе силовых цилиндров . с самоустанавливающимися прижимами, соединенными посредством силового цилиндра для перемещения прижимов в плоскости, параллельной опорной поверхности электромагнитных опор, отличающееся тем, что, с целью повышения производительности и технологических возможностей путем обеспечения сборки полотен с ребрами различной кривизны, силовой цилиндр для перемещения прижимов вкполнен двyxnopшнeвым, корпус указанного цилиндра оснащен смонтированной внутри него с возможностью продольного перемещения втулкой, а поршни установлены во втулке, при этом втулка снабжена внутренней упорной шайбой для поршней и выполнена с наружной кольцевой проточкой и радиальными отверстиями для подачи рабочей среды в поршневую полость. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство. СССР № 228193, кл. В 23 К 37/04, 1966. 2.Арторское свидетельство СССР по заявке- 2980129, кл.В23К 37/04, 09.07.80 (прототип;. 11 9f3
iLl
11
I / /
10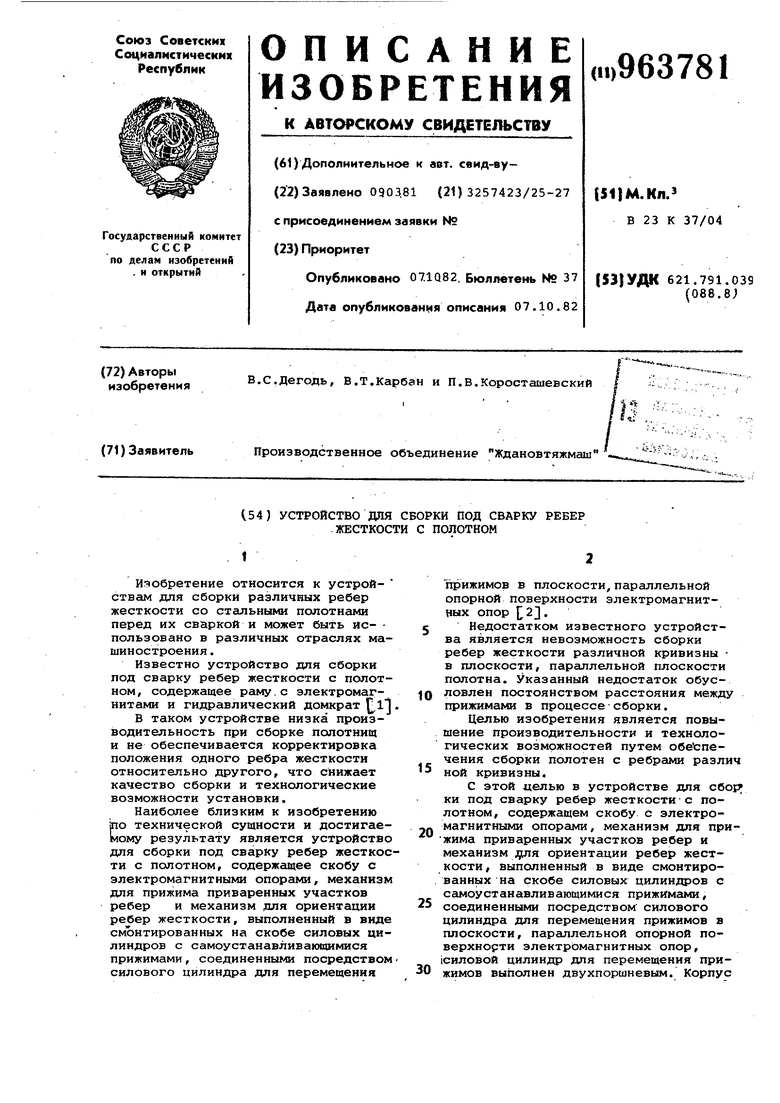
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки под сварку ребер жесткости с полотном | 1980 |
|
SU925606A1 |
| Устройство для сборки под сварку ребер жесткости с полотном | 1982 |
|
SU1074696A2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА КИП ИЗ ЛЕКАРСТВЕННЫХ РАСТЕНИЙ | 1997 |
|
RU2114737C1 |
| Устройство для подачи длинномерного материала | 1983 |
|
SU1181759A1 |
| Устройство для двусторонней сборки запрессовкой | 1985 |
|
SU1286389A1 |
| Механизм для срезания деревьев | 1974 |
|
SU1218915A3 |
| МЕХАНИЗМ ПЕРЕМЕЩЕНИЯ МАШИНЫ ДЛЯ СВАРКИ ТРУБ | 2012 |
|
RU2481933C1 |
| Устройство для сборки и клепки | 1981 |
|
SU996041A1 |
| Автоматизированный комплекс для штамповки деталей | 1987 |
|
SU1581436A1 |
| ПОРШНЕВАЯ МАШИНА | 1999 |
|
RU2165530C1 |