Изобретение относится к устройствам для сборки и сварки секций низкобортных корпусов и может быть использовано на судостроительных и судоремонтных предприятиях.
Известен кондуктор для сборки и сварки цилиндрических секций низкобортных корпусов судов, содержащий базовую раму с постоянной опорой и съемные бортовые опоры с рабочей поверхностью для взаимодействия с корпусом судна 1 J. Бортовые опоры посредством скуловых сменных лекал разъемно соединены с опорой. Базовая рама выполнена с направляющими, в которых подвижно установлены указанные бортовые опоры.
Для наладки кондуктора бортовые опоры передвигают по направляющим, устанавливая их на необходимую ширину секций корпуса судна. Опоры фиксируют в рабочем положении.
Для полного прилегания плоскостные секции прижимают к бортовым опорам при помощи различных средств. Усилия прижима и усилия, возникающие вследствие деформаций сварки, достигают значительной величинь и вызывают упругие деформации кондуктора, затрудняющие извлечение из него собранного блока. Для извлечения блока кондуктора бортовые опоры раздвигают, после чего проводят переналадку кон5 дуктор.
При изготовлении блоков одного типоразмера многократная переналадка кондуктора затрудняет его обслуживание и приводит к увеличению затрат
10 труда и времени на их сборку.
Наиболее близким к изобретению .является кондуктор для сборки и свар ки цилиндрических секций низкобортных корпусов судов, содержащий базоtsвую раму с бортовыми опорами для корпуса судна, соединенными ш рнирно с основанием кондуктора 21. Базовая рама выполнена с направляющими, в которых подвижно установлены ука20занные бортовые опоры. Бортовые опоры имеют верхнюю часть с рабочей поверхностью дпя взаимодействия с корпусом судна и соединенное с ней при помощи шарнира основание, уста25новленное на раме. Шарнир выполнен в виде горизонтального вала несущего бортовые опоры и параллельного продольной оси симметрии кондуктора. :Для фиксации бортовых опор на осно30 ,вании установлены клинья.
.Передвигая основание по направляющим, устанавливают бортовые опоры на необходимую ширину корпуса судна. Опры фикcиpsпoт клиньями в рабочем положении. Для извлечения собранного блока из кондуктора выбивают клинья и за счет момента силы тяжести верхня часть опоры поворачивается вокруг |горизонтального вала.
Недостатками кондуктора являются высокая трудоемкость изготовления, связанная со сложностью конструкции, обусловленной необходимостью обеспечения поворота бортовых опор под действием сил тяжести, и высокая трудоемкость обслуживания, связанная с необходимостью выполнения ручных работ: выбивание клиньев, фиксирующи бортовые опоры при извлечении блоков и забивание их при наладке кондуктоРа.
Целью изобретения является снижение трудоемкости изготовления и обслуживания кондуктора.
Поставленная цель достигается тем 4TQ в кондукторе для сборки и сварки цилиндрических секций низкобортных корпусов судов, содержащем базовую |раму с бортовыми опорами для корпуса |судна, соединенными шарнирно .с основанием кондуктора, в опоре выполнен ;Т-образный паз с радиусными скруглениями на полке, а шарнир, соединупощий основание с опорами, выполнен в виде стяжки, закрепленной на полке указанного паза.
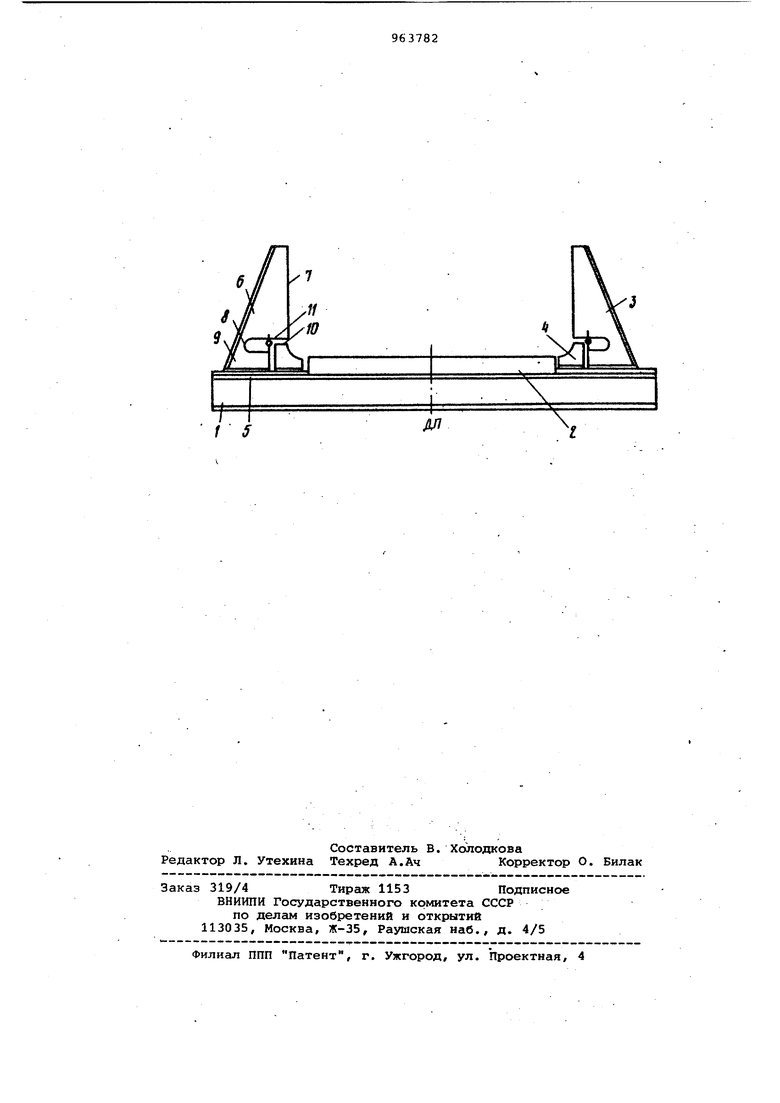
На чертеже изображен кондуктор дл сборки и сварки цилиндрических секций низкоборотных судов, общий вид.
Кондуктор содержит базовую раму 1 с постоянной опорой 2, разъемно сое диненной со съемными бортовыми опора ми 3 посредством скуловых сменных 4. На раме 1 выполнены направляющие 5, в которых подвижно установлены опоры 3. Бортовые опоры 3 выполнены в виде одной детали и имеют верхнгаю часть б с рабочей поверхностью 7 для взаимодействия с корпусом судна и соединенное с ней при помощи шарнира 8 основание 9, установленное на раме 1. .
Верхняя часть б опоры 3 и основание 9 разделены поперечным надрезом 10, края которого у основания соединены съемной стяжкой 11, обеспечивакяцей опоре 3 жесткость в требуемых пределах. Шарнир 8 выполнен в виде сужения в опоре 3, образованного Надрезом 10.
Наладку кондуктора осуществляют следующим образом.
Бортовые опоры 3 передвигают по направляклцим 5, устанавливая их на необходимую ширину корпуса судна. Опоры 3 фиксируют в рабочем положеНИИ.При сборке секций в блоки стяжками 11 соединяют у основания края нащрезов 10, фиксируя положение опор/ 3 по отношению к теоретическим плоскостям судна.
Для извлечения собранного блока из кондуктора опоры 3 освобождают от стяжек-11. При извлечении блока под действием усилий, равных усилиям прижима бортов корпуса судна к опорам 3, верхняя часть б благодаря надрезу 10 и шарниру 8 отклоняется в пределах упругих деформаций на угол 0,5-1. Это позволяет беспрепятственно вынуть блок из кондуктора, после чего опора 3 возвращается в исходное положение.
Для сборки следующей секции корпуса судна стяжками 11 снова фиксируют положение опор 3 по отношению к теоретическим плоскостям судна. Таким образом, кондуктор без -переналадки готов к сборке следующих сек ций. При переходе на сборку секций иного типоразмера опоры 3 раздвигают на необходимую ширину.
В таком кондукторе упрсядена конструкция бортовой опоры за счет того что верхняя ее часть и основание выполнены в виде .одной детали, разделенной поперечным надрезом, а шарнир выполнен в виде сужения в опоре, образованного надрезом. Это снижает трудоемкость изготовления кондуктора. Кроме того, исключены ручные работы, выбивание клиньев, фиксирующих бортовые опоры, при извлечении блоков и забивание их при наладке кондуктора, что значительно снижает трудоемкость обслуживания кондуктора
с Формула изобретения
Кондуктор для сборки и сварки цилиндрических секций низкобортных корпусов судов, содержащий базовую раму с бортовыми опорами для корпуса судна, соединенными шарнирно с основанием кондуктора, отличающийся тем, что, с целью повышения точности зажима корпуса судна, в опоре выполнен Т-образный паз с радиусными скруглениями на полке, а шарнир, соединяющий основание с опорами, выполнен в виде стяжки, закрепленной на поверхности полки указанного паза.
Источники информации, :принятые во внимание при экспертизе
1.Авторское свидетельство СССР 486942, кл. В 63 В 9/00, 21.04.72.
2.Авторское свидетельство СССР 616183, кл. В 63 В 9/00, 08.10.76 (прототип).
/ 5
| название | год | авторы | номер документа |
|---|---|---|---|
| Кондуктор для сборки и сваркицилиНдРичЕСКиХ СЕКций НизКОбОРТНыХКОРпуСОВ СудОВ | 1979 |
|
SU800016A2 |
| Кондуктор для сборки и сварки цилиндрических секций низкобортных корпусов судов | 1972 |
|
SU486942A1 |
| Кондуктор для сборки строительных изделий | 1978 |
|
SU763558A1 |
| Способ формирования корпуса судна и устройство для его осуществления | 1981 |
|
SU1025577A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРОЧНО-СВАРОЧНОГО КОНДУКТОРА | 1998 |
|
RU2135341C1 |
| Способ изготовления цилиндрической вставки корпуса судна | 1983 |
|
SU1105372A1 |
| Способ сборки корпуса судна изСЕКций и уСТРОйСТВО для ЕгО ОСущЕ-СТВлЕНия | 1979 |
|
SU796056A1 |
| Комплекс для постройки железобетонных судов | 1982 |
|
SU1039796A1 |
| Способ изготовления криволинейных днищевых секций корпуса судна и устройство для его осуществления | 1979 |
|
SU787256A1 |
| Способ сборки объемных конструкций борта и днища при формировании блоков корпуса судна | 1983 |
|
SU1105371A1 |