Изобретение относится к инструментальному производству, конкретнее к изготовлению электрода-инструмента для электроэрозионной обработки отверстий, например, конических отверс тий в фасонных волоках сложной конФигурации.,
Известен способ изготовления электрода-инструмента для электроэрозирнной обработки отверстий, согласно которому заготовку обрабатывают по двум копирам, располагаемым по обе ее стороны С 1Недостатк известного способа является то, что размерное несоответствие формы электрода-инструмента и обрабатываемой полости сложной конфигурации, например волоки, приводит к искажению расчетной формы конического отверстия волоки, а в процессе эксплуатации ее - к непредвиденным утяжкам и завиванию обрабатываемого профиля ввиду неодновременного наЧсша пластической деформации по всему периметру в плоскости, перпендикулярной оси волоки.
Цель изобретения - повышение точности при обработке конических отверстий фасонных волок сложной коН 5из7урации.
Поставленная цель достигается способом изготовления электрода-инструмента для электроэрозионной обработки отверстий, по которому заготовку Обрабатывают по дэум копирам, располагаемыг 1 по обе ее стороны, при этом копиры взаимно ориентируют, для чего вокруг контура каждого из них описывают прямоугольник и сох10раняют между сторонами этих прямо угольников. расстояния, равные расстояниям между сторонами прямоугольников, описанных вокруг соответствующих контуров обрабатываемого отверсt5тия.
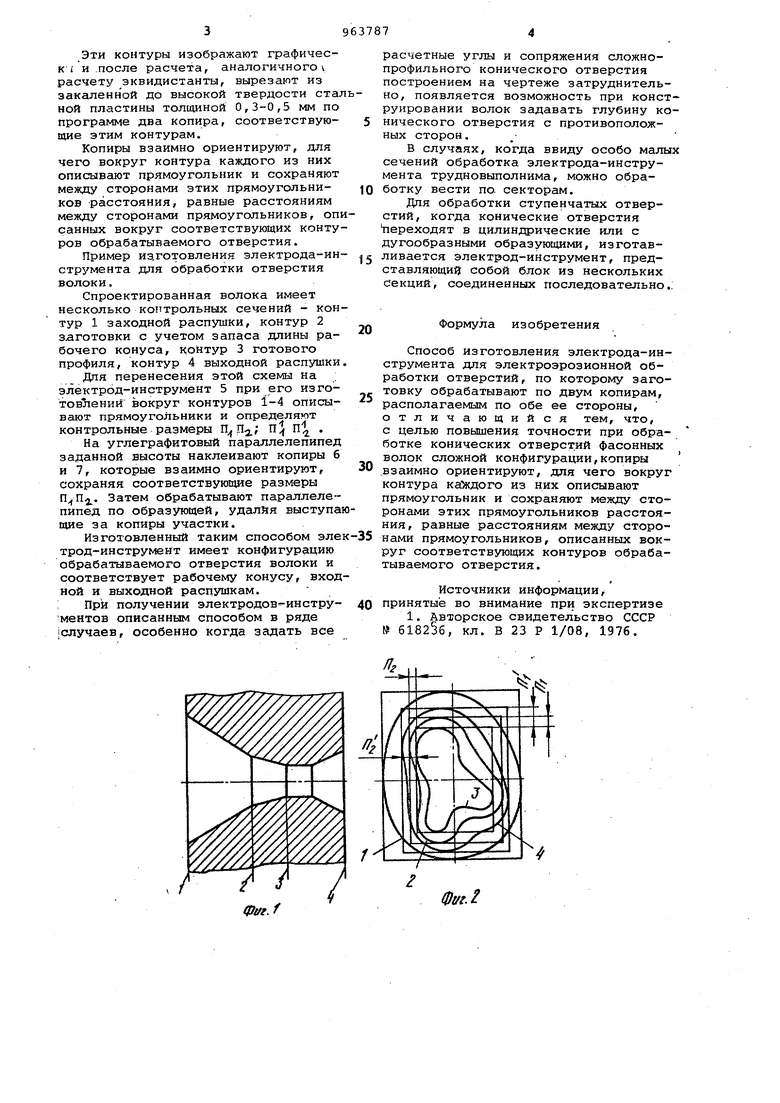
jНа фиг 1.представлена фасонная волока, на фиг. 2 - схема определения взаимного расположения
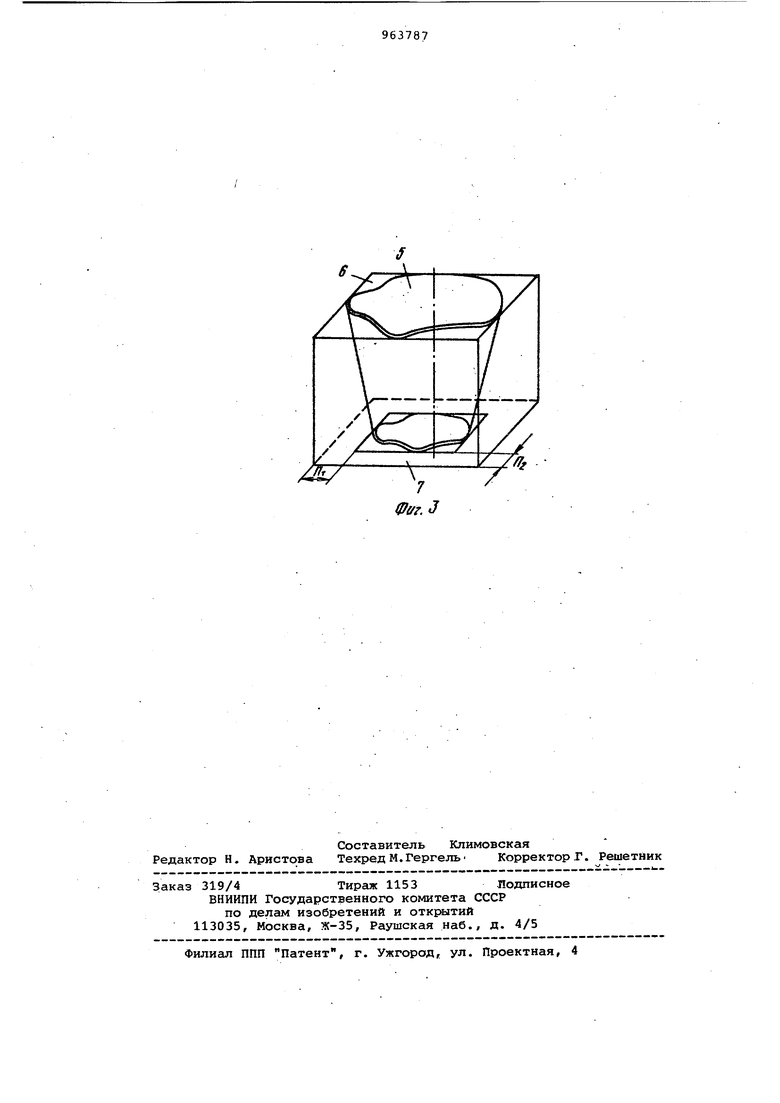
20 контуров в нескольких сечениях волоки; на фиг. 3 - изготовление электрода-инструмента .
Способ осуществляется следующим образом.
25
Электрод-инструмент по форме представляет собой усеченную пирамиду, основание и плоскость любого сечения которой копирует два крайних ;противолежащих расчетных контура
30 конического отверстия.
Эти контуры изображают графическ I и .после расчета, аналогичногоv расчету эквидистанты, вырезашт из закаленной до высокой твердости сталной пластины толщиной 0,3-0,5 мм по программе два копира, соответствующие этим контурам.
Копиры взаимно ориентируют, для чего вокруг контура каждого из них описывают прямоугольник и сохраняют между сторонами этих прямоугольников расстояния, равные расстояниям между сторонами прямоугольников, описанных вокруг соответствующих контуров обрабатываемого отверстия.
Пример изготовления электрода-инструмента для обработки отверстия волоки,
Спроектированная волока имеет несколько контрольных сечений - контур 1 заходной распушки, контур 2 заготовки с учетом запаса длины рабочего конуса, контур 3 готового профиля, контур 4 выходной распушки
Для перенесения этой схемы на ; электрод-инструмент 5 при его изготовлений вокруг контуров 1-4 ОПР1СЫвают прямоугольники и определяют контрольные размеры п( П .
На углеграфитовый параллелепипед заданной высоты наклеивают копиры б и 7, которые взаимно ориентируют, сохраняя соответствующие размеры .. Затем обрабатывают параллелепипед по образующей, удаляя выступающие за копиры участки.
Изготовленный таким способом элек трод-инструмент имеет конфигурацию обрабатываемого отверстия волоки и соответствует рабочему конусу, входной и выходной распушкам. : При получении электродов инструментов описанным способом в ряде |случаев, особенно когда задать все
расчетные углы и сопряжения сложнопрофильного конического отверстия построением на чертеже затруднительно, появляется возможность при конструировании волок задавать глубину конического отверстия с противоположных сторон.
В случаях, когда ввиду особо малых сечений обработка электрода-инструмента трудновыполнима, можно обработку вести по секторам.
Дпя обработки ступенчатых отверстий, когда конические отверстия переходят в цилиндрические или с дугообразными образующими, изготавливается электрод-инструмент, представляющий собой блок из нескольких Секций, соединенных последовательно..
Формула изобретения
Способ изготовления электрода-инструмента для электроэрозионной обработки отверстий, по которому заготовку обрабатывают по двум копирам, располагаемым по обе ее стороны, отличающийся тем, что, с целью повышения точности при обработке конических отверстий фасонных волок сложной конфигурации,копиры .взаимно ориентируют, для чего вокруг контура кейкдого из них описывают прямоугольник и сохраняют между сторонами этих прямоугольников расстояния, равные расстояниям между сторонами прямоугольников, описанных вокруг соответствующих контуров обрабатываемого отверстия.
Источники информации, принятые во внимание при экспертизе
1. Авторское свидетельство СССР № б182§б, кл. В 23 Р 1/08, 1976.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для электроэрозионной обработки конических поверхностей | 1979 |
|
SU854663A1 |
| Способ электроэрозионного изготовления фасонных волок | 1988 |
|
SU1590239A1 |
| Способ электроэрозионной обработки | 1990 |
|
SU1703315A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФАСОННЫХ ОТВЕРСТИЙ | 2009 |
|
RU2430816C2 |
| Станок для электроэрозионной обработки | 1977 |
|
SU763058A1 |
| Способ изготовления кулачков генераторов волновых передач Абрамова В.А. | 2015 |
|
RU2618354C9 |
| Способ электроэрозионного вырезания сложноконтурных деталей с наклонными стенками | 1977 |
|
SU707744A1 |
| Способ изготовления кулачков генераторов волновых передач Абрамова В.А. | 2015 |
|
RU2625221C2 |
| Способ электроэрозионного изготовления матриц | 1977 |
|
SU633698A1 |
| Способ изготовления электрода-инструмента для размерной электрохимической обработки | 1982 |
|
SU1144815A1 |