(54) ШЛИФОВАЛЬНЫЙ СТАНОК
| название | год | авторы | номер документа |
|---|---|---|---|
| Шлифовальный станок | 1979 |
|
SU859120A1 |
| Шлифовальный станок с числовым программным управлением | 1985 |
|
SU1316795A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Устройство для шлифования профильных валов с равноосным контуром | 1983 |
|
SU1140937A1 |
| Полуавтомат для заточки мелкомодульного многолезвийного инструмента | 1968 |
|
SU301030A1 |
| Круглошлифовальный станок с ЧПУ | 1977 |
|
SU1144852A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ ЦИКЛОИДАЛЬНОГО ПРОФИЛЯ ЗУБА ПРЯМО- И КОСОЗУБЫХ ЦИЛИНДРИЧЕСКИХ ЦИКЛОИДАЛЬНЫХ ЗУБЧАТЫХ КОЛЕС | 2018 |
|
RU2688114C1 |
| Станок для обработки поверхности круглой детали | 1983 |
|
SU1126418A1 |
| Устройство для обработки сферических поверхностей деталей | 1982 |
|
SU1024239A1 |
| Устройство для заточки буровых коронок | 1971 |
|
SU592575A1 |
Изобретение относится к области станкостроения и предназначено для обработки объемных поверхностей, в частности профиля пера лопаток с косыми прикомлевыми участками.
По основному авт. св. № 859120 известен шлифовальный станок, содержащий станину, стол с бабкой изделия, головку со шлифовальным кругом, снабженную приводом поворота шлифовального круга вокруг двух взаимно перпендикулярных осей и установленную на колонне, кинематически связанной с размещенными на станине приводами поворота и перемещения круга 1.
Недостатком известного станка является низкое качество обработки.
Цель изобретения - повышение качества обработки.
Поставленная цель достигается тем, что шлифовальная голов1ка снабжена вилкой и установленным на ней дополнительным приводом поворота шлифовального круга вокруг горизонтальной оси, выполненным в виде кулачкового механизма.
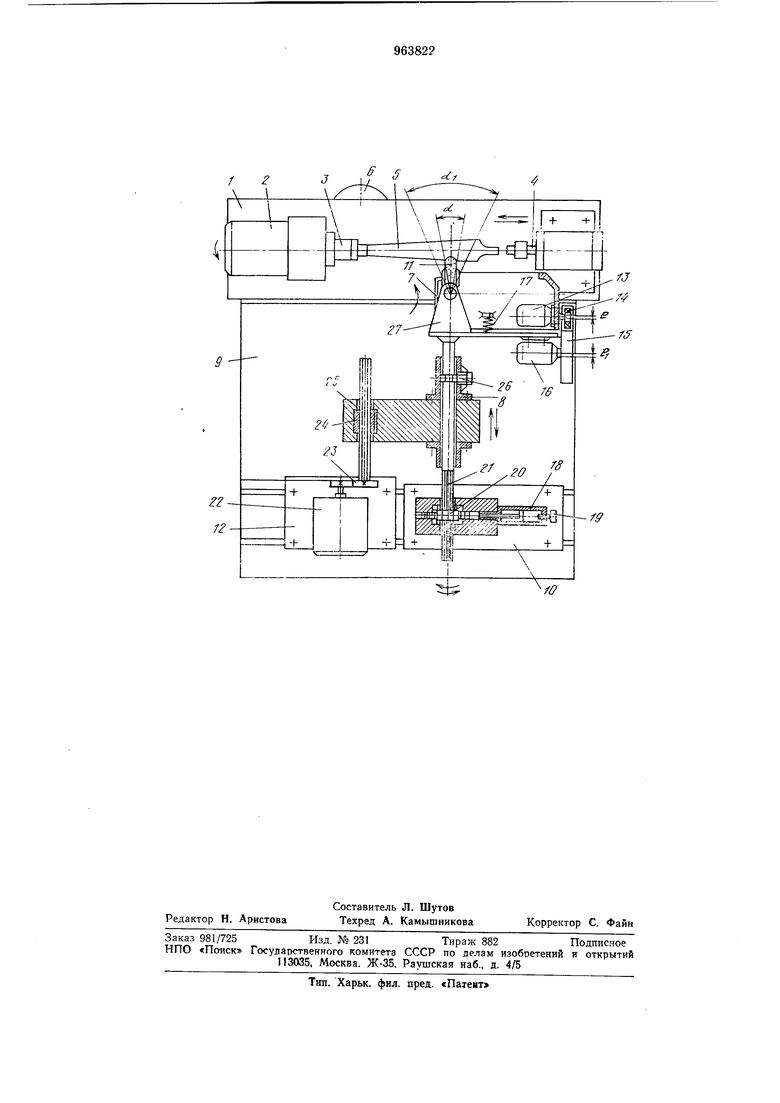
На ч-вртеже .изображен общий вид сгаяка.
Станок содержит стол 1, на котором смонтирован механизм поворота 2, узел крепления 3 и поджимной центр 4 лопаток
5, привод возвратно-поступательного перемещения 6.
Шлифовальная головка 7 установлена на колонне 8, которая размещена на ста5 Нине 9 станка. Головка 7 снабжена приводом поворота 10 алмазного сферического круга 11 и приводом вертикального ее перемещения 12. На шлифовальной головке 7 установлен привод 13 с эксцентриком 14,
10 имеющим эксцентриситет е, который связан с Kj-лачком 15, имеющим свой эксцентриситет , с управлением от привода 16 и прижат к нему пружиной 17. Привод поворота 10 снабжен гидроцилиндром 18, регу15лировочным винтом 19, зубчато-реечной передачей 20 и щлицевым валом 21.
Привод вертикального перемещения 12 включает силовой шаговый двигатель 22, зубчатую передачу 23, передачу винт-гай20 ка 24, корпус 25 и установленный на колонне 8 фиксатор 26, фиксирующий вилку 27.
Привод 13 с эксцентриком 14 предназначен для совершения алмазно-шлифо25 вальным кругом колебательных движений вокруг горизонтальной оси круга I1 на угол а, а привод 16 с кулачком 15 обеспечивает разворот шлифовального круга 11 в диапазоне угла xi на величину, требуемую
30 по технологии обработки детали 5, в зависимости от конфигурации детали, при условии перпендикулярности шлифовального круга 1К поверхности детали.
Станок работает следующим образом. Обрабатываемая лопатка 5, закрепленна на столе 1 механизмами 3 и 4, получает возвратно-поступательное перемещение от привода 6 и вращение от механизма поворота 2 по программе от любого программоносителя.
Алмазный сферический круг 11, установленный на шлифовальной головке 7, в процессе работы станка начинает перемещаться приводом 22 и врезаться в обрабатываемую деталь 5. В процессе шлифования происходит самозатачивание алмазной сферической поверхности круга, т. е. идет равномерный износ круга. Этому процессу способствуют колебательные движения вокруг горизонтальной оси щл1ифовальной головки 7 и вращение привода 13 с эксцентриком 14.
Частота колебания обеспечивается регулированием числа оборотов привода 13, а амплитуда - эксцентриситетом е эксцентрика 14. Оптимальный угол качания щлифовальной головки 7 выбирается из условий угла качания щлифовального круга 11. В дальнейшем при обработке косых участков детали 5 осуществляется поворот шлифовальной головки 7 вокруг колонны 8 гидроцилиндром 18 через зубчато-реечную передачу 20 и щлицевый вал 21, снабженный кольцевой канавкой, в которую входит фиксатор 26. Угол поворота круга фвксируется винтом 19. Фиксатор 26, утопленный в канавку, держнвает шлицевый вал 21 от вертикального смещения, но позволяет ему свободно поворачиваться в колонне 8.
При обработке косых участков детали 5 алмазный круг 11 поворачивается вокруг горизонтальной оси в пределах угла аь Для этого привод поворота 16 начинает по программе вращаться и поворачивать кулачок 15 с эксцентриситетом на величину еь
Вертикальное перемещение и подача круга И на врезание осуи ;ествляется приводом 13, управляемым по программе. Программа дает информацию силовому шаговому двигателю 22 и через зубчатую передачу 23, передачу винт-гайка 24 и корпус 25 перемещает колонну 8.
Таким образом, предложенный станок позволяет повысить качество обработки.
Формула изобретения
Шлифовальный станок по авт. св. № 859120, отличающийся тем, что, с целью новыщещния качества обработки, шлифовальная головка снабжена вилкой и установленным на ней дополнительным приводом поворота щлифовальпого круга вокруг горизонтальной оси, выполненным в виде кулачкового механизма.
Источник информации, принятый во внимание при экспертизе:
