(54) СПОСОБ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ 12
Изобретение относится к области химпко-тер;м.ической обработки.
По основному авт. св. N° 471400 известен сиособ электролизного борирования с последующим диффузионным отжигом в ваине для борировапия при выключенном токе электролиза.
Целью изобретения является увеличение эксплуатационной стойкости борированных покрытий в условиях ударных нагрузок.
Поставленная цель достигается тем, что в известном способе электролизного борирования с последующим диффузионным ОТЖИГ01М в ванне при выклюшенном токе электролиза перед электролизным борированием проводят борирование при ВЫКЛЕОчвн.нам токе электрол(иза.
Предлагаемый сиособ опробован на примере борироваиия пил для деревообрабатывающей промыщленности (ГОСТ 980-69) и сопоставлен с нзвестным способом.
Способ осуществляли в следующей последовательности :
I этап - диффузионный отжиг при выключеииом токе электролиза в ванне для борирования (расплавленная техническая бура ГОСТ 8829-57, лрокалевная перед употреблением до 500° С). Температура
отжига равна температуре боршровапия и равна 910±10°С, длительность отжига 20-100 мин.
И этап - электролпзпое борироваиие при 5 910±10°С, плотность тока 0,20 a/cм, время выдержкп в зависимости от задапной глубипы борированного слоя: 40 MICM - 16 мин., 60 мкм - 24 мин. IIГ этап - дополнительный диффузионный
10 отжиг по I этапу.
Результаты сопоставления све1дены в табл1ицу.
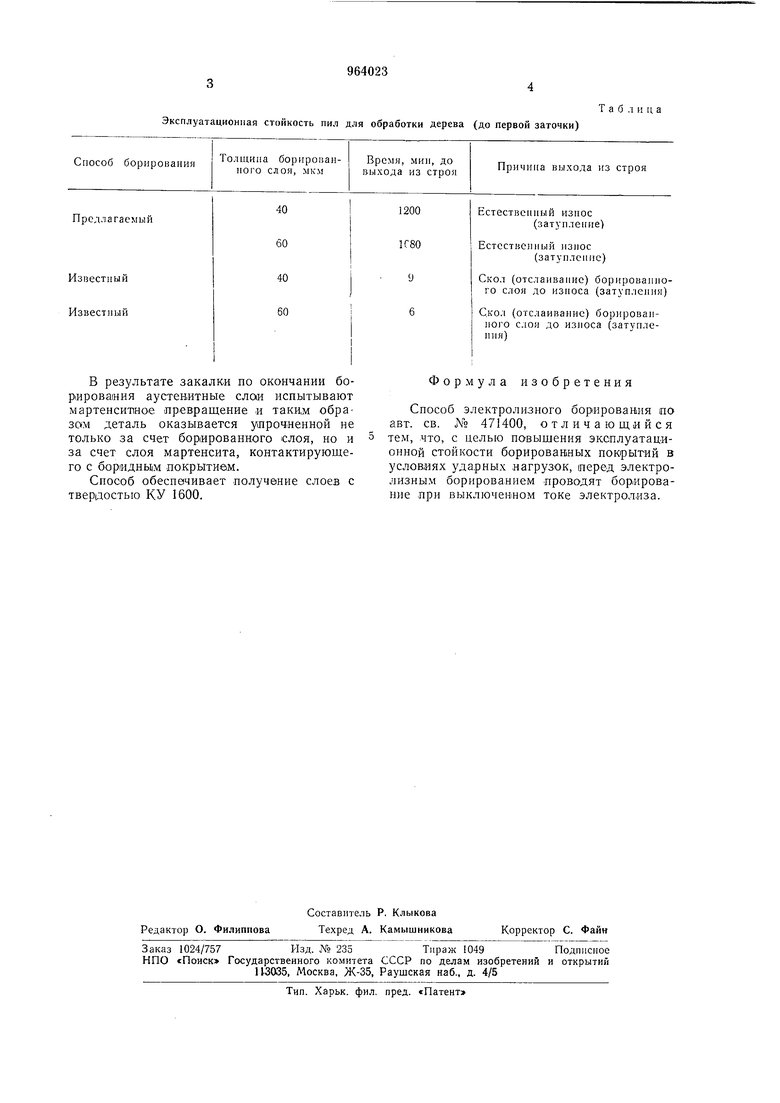
Как видно из табл1ицы, предлагаемый способ электролпзпого борирования позво15ляет увеличить эксплуатационную стойкость пил более, чем в 100 раз по сравнению с прототипом.
Это объясняется тем, что применение
20 диффузионного отжига в ванне, предществующего электролизнОМу бори рованию, позволяет достигнуть перехода в аустенитяое состояние толстых слоев боряруемых деталей. После,дующее насыщение бо25ром поверхпостпых слоев деталей происходит в аустенитной структуре, снижается уровень микронапряжен|ИЙ, повышается однородность распределения бора, что приводит к увеличению прочности сцепления
30 борированного слоя с матрицей.
Эксплуатационная стойкость пил для обработки дерева (до первой заточки)
Таблица
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ электролизного борирования | 1968 |
|
SU471400A1 |
| Способ электролизного борирования стальных изделий | 1990 |
|
SU1763518A1 |
| Способ электролизного борирования углеродистых сталей | 1982 |
|
SU1046340A1 |
| Способ электролизного борирования углеродистых сталей | 1979 |
|
SU768854A1 |
| Способ электролизного борирования стальных деталей | 1982 |
|
SU1046339A1 |
| СПОСОБ ЭЛЕКТРОЛИЗНОГО БОРИРОВАНИЯ СТАЛЬНЫХ ИЗДЕЛИЙ В РАСПЛАВЕ, СОДЕРЖАЩЕМ ОКСИД БОРА | 2011 |
|
RU2478737C1 |
| Способ термообработки борированных стальных изделий | 1990 |
|
SU1740448A1 |
| Способ электролизного борирования стальных деталей | 1978 |
|
SU773140A1 |
| Способ электролизного борирования стальных деталей | 1978 |
|
SU742485A1 |
| Способ термообработки борированных изделий | 1973 |
|
SU499342A1 |
В результате закалки по окончании борлрования аустенитные слои испытывают мартенситное превращение и таким образам деталь оказывается упрочненной не только за счет борированного слоя, но и за счет слоя мартенсита, контактирующего с боридньщ покрытием.
Способ обеспечивает получение слоев с твераостыо КУ 1600.
Формула изобретения
Способ электролизного борирования по авт. св. N° 471400, отличающийся тем, что, с целью повыщения эксплуатационной стойкости борированных покрытий в условиях ударных нагрузок, перед электролизным борированием проводят борирование при выключенном токе электролиза.
