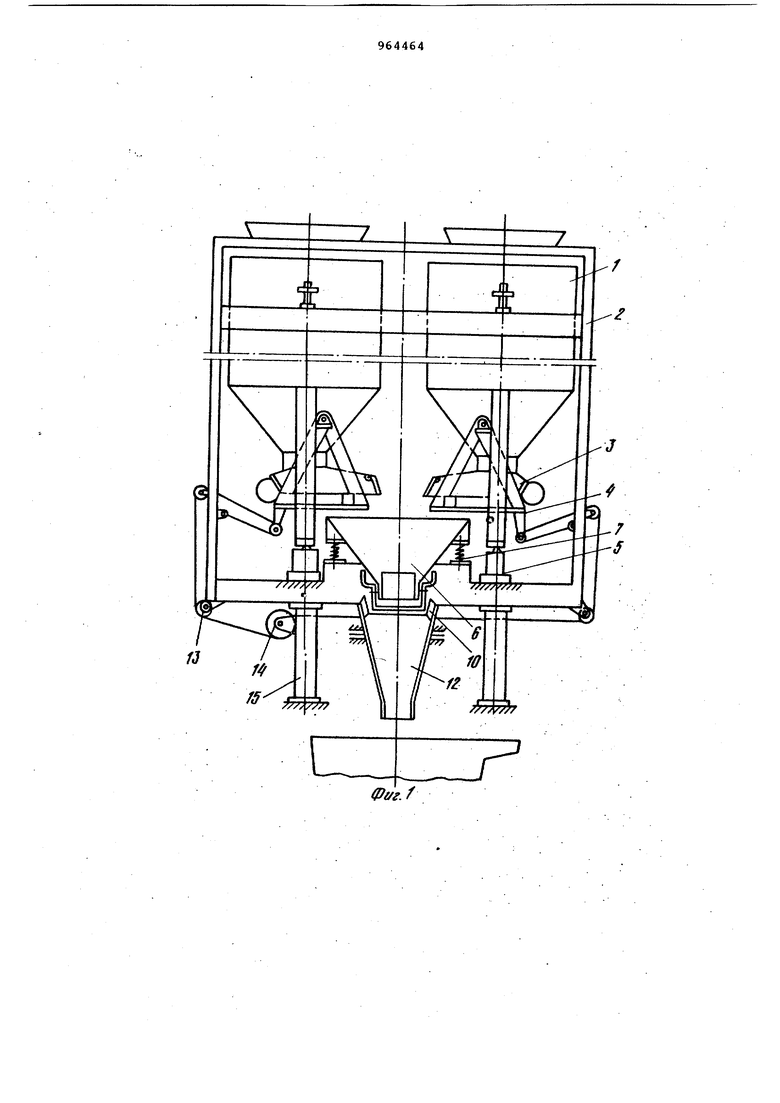
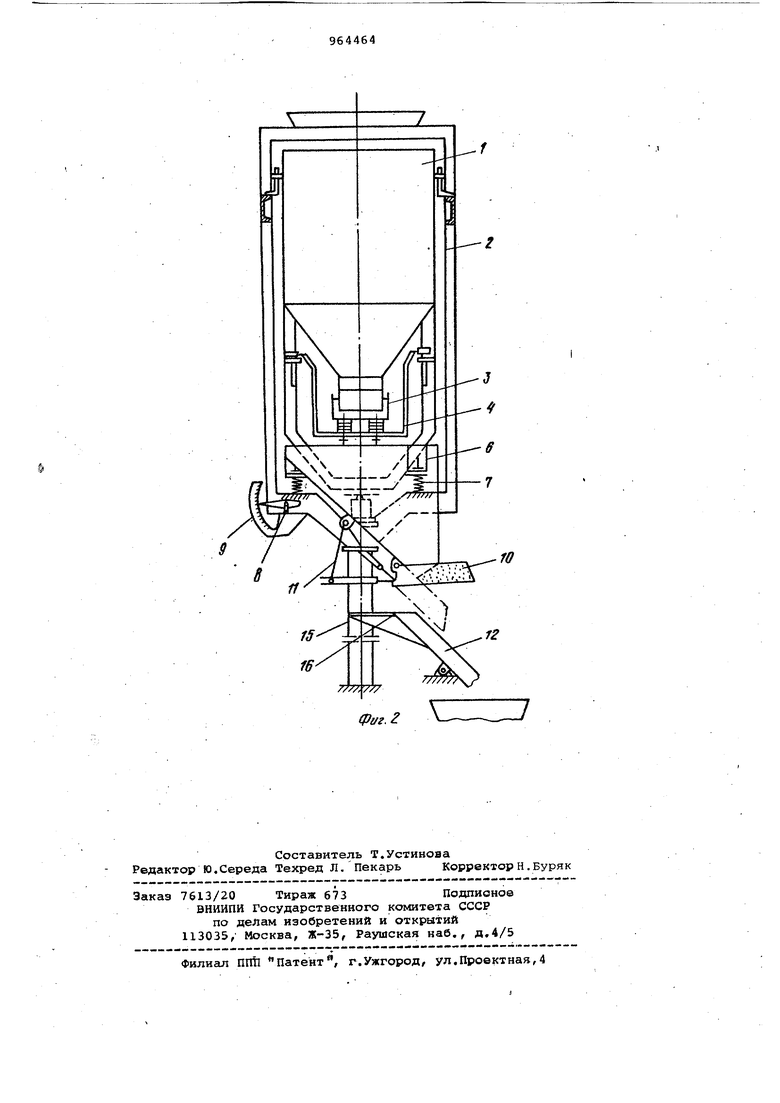
вдоль шкалы 9. К промежуточной ворон ке 6 закреплен шарнирно опрокидывающийся лоток 10, служащий одновременно затвором. Лоток 10 оснащен ручкой 11 для управления положением лотка. Ниже промежуточной воронки 6 на раме 1 смонтирован направляющий желоб 12. Для управления наклоном виб ропитателей 3, дозатор снабжен кана то-блочной системой 13 с реверсивно лебедкой 14, закрепленной на стойке 15 рамы 1. Желоб 12 снабжен площадкой 16.. Дозатор работает следующим обраЗагруженный в бункер 1 материал поступает .на вибропитатели 3, где он рассыпается под углом естественного откоса и запирает выпускную воронку бункера. Для подачи ферросплавов в сталеразливочный ковш включают вибро двигатели. Материал, перемещаясь по вибролоткам, поступает в промежуточную воронку б, оттуда по лотку 10 по падает на поворотный желоб 12 и сталеразливочный ковш. Пропорционально массе изменяется выходной сигнал силой змерит ель ных пеобразователей 5, к торый поступает на вторичную аппаратуру, где преобразуется в цифровую форму и выдается на световом табло. Результат записывается на диаграмме или на цифропечатающем устройстве ре гистрирующей аппаратуры. При возникновении неисправностей в электротензометрической весовой системе: аварийное обесточйвание, выход из строя силоизмерительных преобразователей 5, токоведущих частей, силовой аппаратуры или вибродвигателей дозирование можно вести порционно, Для этого опрокидывающийся лоток 10 руч кой 11 выводится в верхнее положение и устанавливается под некоторым отрица : тельным углом. При этом выпускное окн промежуточной воронки, запирается. . Вращая барабан реверсивной лебедки 14, наклоняют поочередно маятниковые подвески 4, а вместе с ними и вибропитатели 3. При этом Ферросплав поступает в прмежуточную воронку 6. По мере ее наполнения пружинные динамометры 7 осаживаиотся. Пропорционально просадке пружин стрелочный указатель 8поворачивается относительно шкалы 9и указывает массу материала, загруженного в воронку 6. Достигая определенного значения маятниковую подвеску 4 с аибропитателем 3 возвращёиот в исходное положение., опрокидывающийся лоток 10 ручкой 11 выво дят из фиксированного положения в 1 абочее (наклонное) . Материал под действием собственного веса устремля ется по лотку 10 на поворотный желоб 12 и по нему направляется в ковш под струю поступающего туда металла. После выдачи набранной порции лоток 10 возвращается ручкой 11 в верхнее положение. Процесс наполнения промежуточной воронки 6 путем отклонения маятниковых подвесок 4 повторяется. При достижении заданной порции лоток 10 снова опрокидывается вниз и набранная порция выдается в ковш . Наполнение промежуточной воронки 6 и выдача материала в ковш повторяются столько раз, сколько необходимо для выдачи требуемой дозы. Для подачи алюминиевых слитков в ковш их укладывают на площадку 16 с тьальной стороны направляющего желоба и затем, в момент наполнения ковша металлом, сталкивают в желоб, по которому он направляется под струю металла. Установка опрокидывающегося потока 10 на выходе из промежуточной воронки 6 обеспечивает возможность в аварийных ситуациях вести объемное дозирование материала , а опора промежуточной воронки 6 в виде пружинных динамометров 7 позволяет в значительной мере гасить вибрации и с допустимой погрешностю вести весовое порционное дозирование. Кроме этого, в период выдачи мате-, риалов в промежуточную воронку 6, когда создается повышенная тряска и вибрация, пружинные динамометры 7 выполняют функции виброгасителей. Нежелательные повышенные колебания не передаются на основную конструкцию и, что особенно важно, на силоизмерительные преобразователи 5. Это улучшает условия их работы, повышает точнооть их показаний на 10- 15% и эксплуатационную стойкость на 20-25%. Надежность предлагаемого дозатора возрастает. Формула изобретения 1.Двухкомпонентный дозатор ферросплавов по авт.св. №789684, отличающийся тем, что, с целью расширения функционашьных возможностей дозатора путем обеспече-ния порционного дозирования в ава- рийных ситуациях, воронка снабжена тарированными динамометрами для установки ее на раме и затвором, шарнирно закрепленным на указанной раме ( для установки его в положение,совпада ющее с положением желоба в процессе непрерывного дозирования. 2.Дозатор ПОП.1, отличающийся тем, что. Сцелью облегчения загрузки металла-раскислителя в ковш, желоб снабжен площадкой, расположенной в его верхней части. Источники информации принятые во внимание при экспертизе 1. Авторское свидетельство СССР по заявке 2721546/22-02, 01.02.79. (прототип).
Фиг. г

| название | год | авторы | номер документа |
|---|---|---|---|
| Двухкомпонентный дозатор ферросплавов | 1979 |
|
SU789684A1 |
| Устройство для подачи ферросплавов в разливочный ковш | 1976 |
|
SU653300A1 |
| Устройство для подачи ферросплавов | 1988 |
|
SU1508099A1 |
| Устройство для дозированной выдачи раскислителей в сталеразливочный ковш | 1980 |
|
SU910792A1 |
| УСТРОЙСТВО для ПОДАЧИ ФЕРРОСПЛАВОВ В СТАЛЕРАЗЛИВОЧНЫЙ КОВШ | 1971 |
|
SU304306A1 |
| Многокомпонентный дозатор ферросплавов | 1973 |
|
SU476449A1 |
| Устройство для подачи раскислителей в сталеразливочный ковш | 1975 |
|
SU554076A1 |
| ЭЛЕКТРОТЕНЗОМЕТРИЧЕСКОЕ ДОЗИРУЮЩЕЙ.. УСТРОЙСТВО | 1971 |
|
SU313866A1 |
| Устройство для подачи сыпучего материала в струю металла | 1991 |
|
SU1806039A3 |
| Устройство для дозированной выдачи раскислителей в сталеразливочный ковш | 1982 |
|
SU1052548A2 |