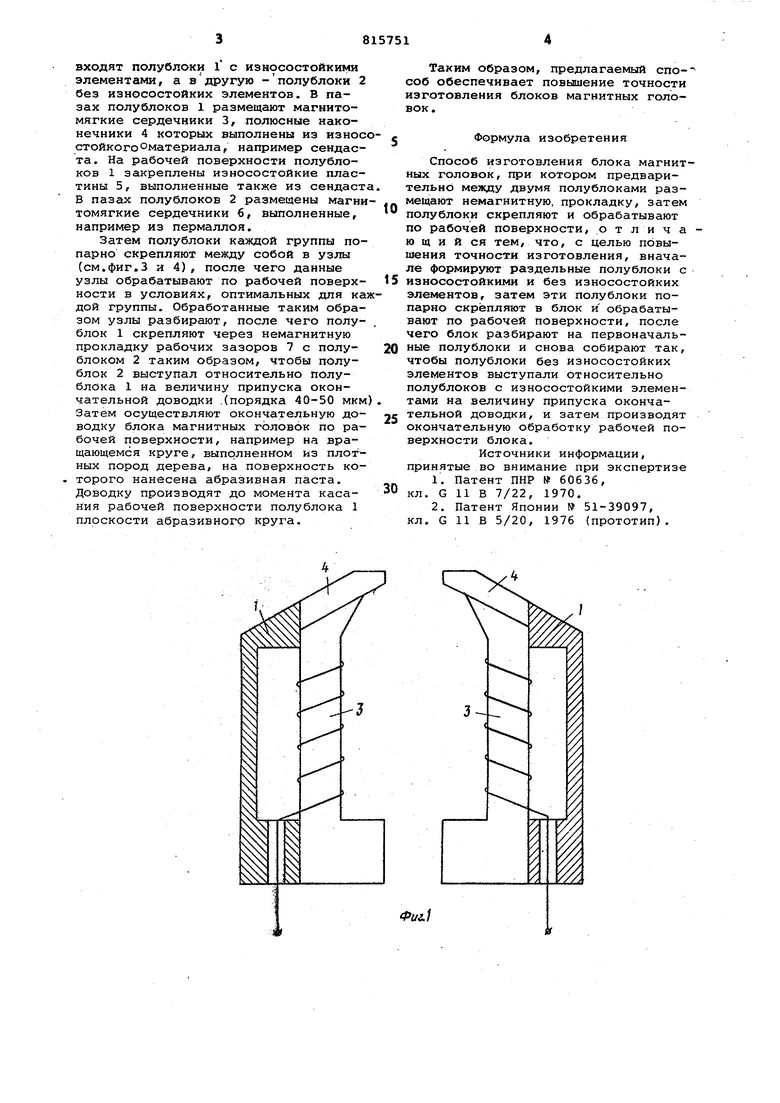
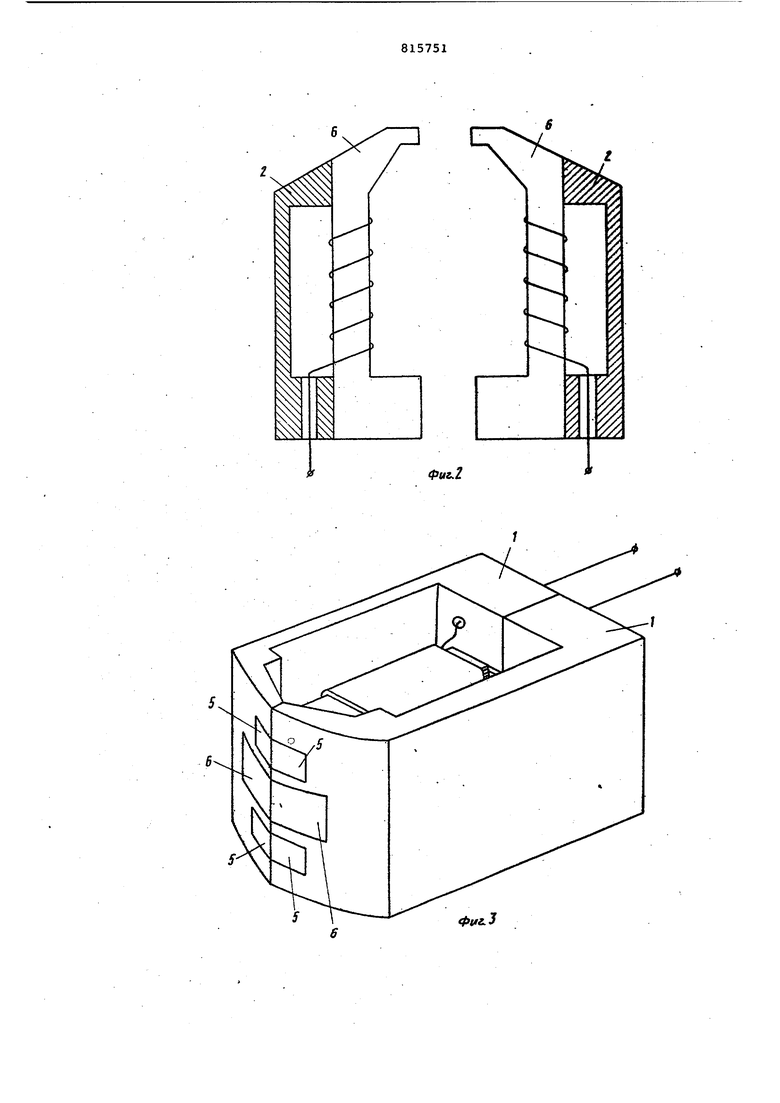
входят полублоки 1 с износостойкими элементами, а в другую -полублоки 2 без износостойких элементов. В пазах полублоков 1 размещают магнитомягкие сердечники 3, полюсные наконечники 4 которых выполнены из износстойкого материала, например сендаста. На рабочей поверхности полублоков 1 закреплены износостойкие пластины 5, выполненные также из сендаст В пазах полублоков 2 размещены магнитомягкие сердечники 6, выполненные, например из пермаллоя.
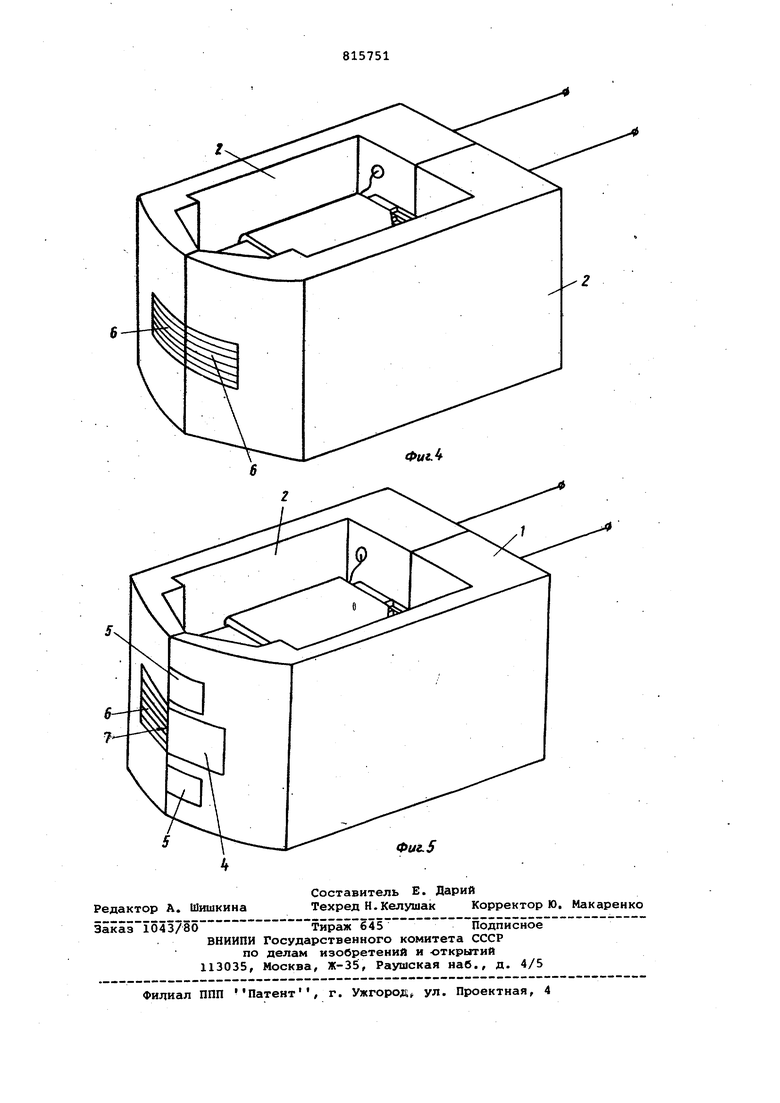
Затем полублоки каждой группы попарно скрепляют между собой в узлы (см.фиг.3 и 4), после чего данные узлы обрабатывают по рабочей поверхности в условиях, оптимальных для кадой группы. Обработанные таким образом узлы разбирают, после чего полублок 1 скрепляют через немагнитную прокладку рабочих зазоров 7 с полублоком 2 таким образом, чтобы полублок 2 выступал относительно полублока 1 на величину припуска окончательной доводки .(порядка 40-50 мкм Затем осуществляют окончательную доводку блока магнитных головок по рабочей поверхности, например на вращающемся круге, выполненном из плотных пород дерева, на поверхность которого нанесена абразивная паста. Доводку производят до момента касания рабочей поверхности полублока 1 плоскости абразивного круга.
Таким образом, предлагаемый способ обеспечивает повышение точности изготовления блоков магнитных головок .
Формула изобретения
Способ изготовления блока магнитных головок, при котором предварительнс) между двумя полублоками размещают немагнитную, прокладку, затем полублоки скрепляют и обрабатывают по рабочей поверхности, .о т л и ч а ю щ и и ся тем, что, с целью повышения точности изготовления, вначале формируют раздельные полублоки с
5 износостойкими и без износостойких элементов, затем эти полублоки попарно скрепляют в блок и обрабатывают по рабочей поверхности, после чего блок разбирают на первоначальные полублоки и снова собирают так, чтобы полублоки без износостойких элементов выступали относительно полублоков с износостойкими элементами на величину припуска окончательной доводки, и затем производят окончательную обработку рабочей поверхности блока.
Источники информации, принятые во внимание при экспертизе
1.Патент ПНР бОбЗб, кл. G 11 В 7/22, 1970,
2.Патент Японии № 51-39097, кл, G 11 В 5/20, 1976 (прототип).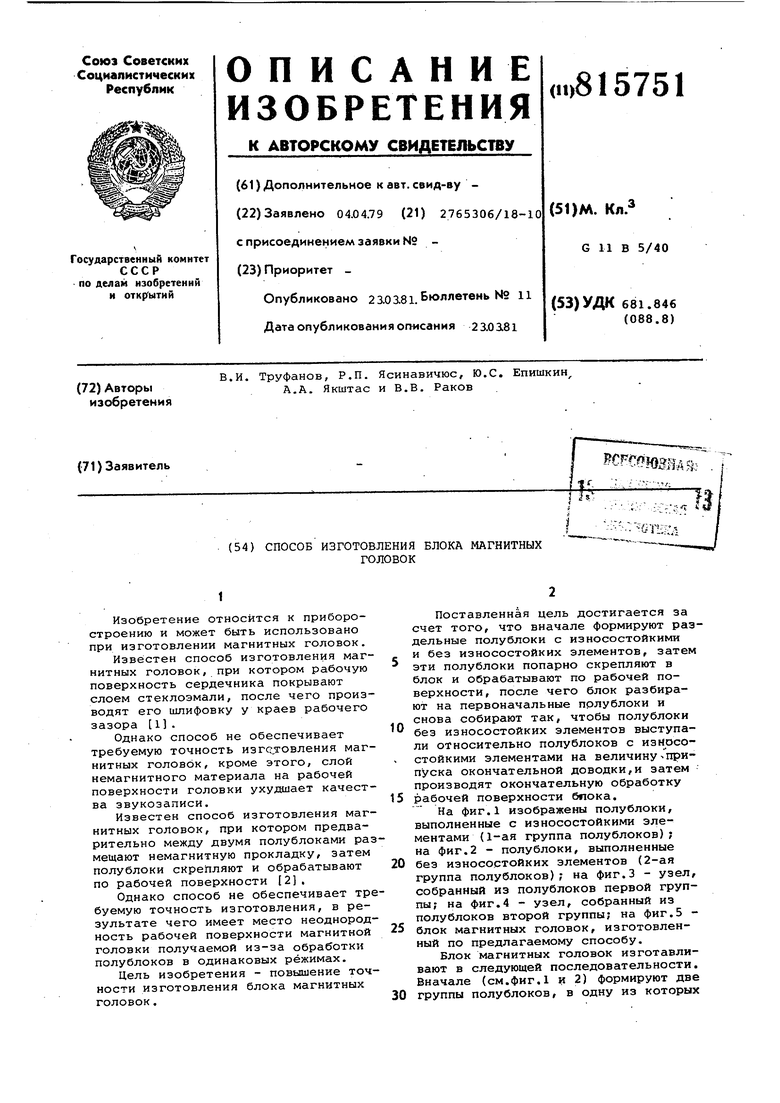
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления блока магнитных головок | 1981 |
|
SU968848A1 |
| Блок магнитных головок | 1981 |
|
SU999096A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ БЛОКА ИЗНОСОСТОЙКИХ МАГНИТНЫХ ГОЛОВОК | 1992 |
|
RU2008727C1 |
| Способ изготовления блока магнитных головок | 1980 |
|
SU932539A1 |
| Способ изготовления блока износостойких магнитных головок | 1983 |
|
SU1094057A1 |
| Способ изготовления магнитных головок | 1981 |
|
SU966733A1 |
| Блок магнитных головок | 1981 |
|
SU995116A1 |
| Блок магнитных головок записи и способ его изготовления | 1984 |
|
SU1208581A1 |
| Способ изготовления блока магнитных головок | 1983 |
|
SU1134958A1 |
| Способ изготовления блока магнитных головок | 1990 |
|
SU1704156A1 |
tfuil
Фиг.
