(54) СПОСОБ УПАКОВКИ МОТКОВ ПРОВОЛОКИ
| название | год | авторы | номер документа |
|---|---|---|---|
| Моталка | 1977 |
|
SU940897A1 |
| Моталка для непрерывного съема проволоки с многоблочного волочильного стана | 1984 |
|
SU1228937A2 |
| Моталка | 1979 |
|
SU990365A2 |
| Моталка | 1979 |
|
SU804058A1 |
| Тяговый барабан волочильного стана | 1980 |
|
SU929271A1 |
| Моталка | 1977 |
|
SU698693A1 |
| Устройство для резки проволоки на намоточных машинах | 1980 |
|
SU1097418A1 |
| Тяговое устройство волочильного стана | 1982 |
|
SU1045976A1 |
| Тяговый барабан волочильного стана | 1978 |
|
SU719737A1 |
| Автомат для намотки и упаковки тесьмы | 1977 |
|
SU710892A1 |
1
Изобретение относится к обработке металлов давлением, в частности к способам обработки готовой проволоки с целью -ее фасовки и загрузки в упаковочную тару.
Известен способ упаковки мотков проволоки, заключающийся в перемотке ее с последнего барабана волочильного стана тянущим барабаном и накапливание товарного мотка во В щающейся упаковочной емкости 1.
Однако этот способ предполагает полное заполнение емкости проволокой и остановку процесса изготовления проволоки для замены емкости. Таким образом, в этом случае масса товарного мотка определяется размерами указанной емкости. Замена емкости сопряжена с уменьщением производительности агрегатов для изготовления проволоки.
Известен способ упаковки мотков проволоки, при котором осуществляют перемотку проволоки с волочильного барабана тянущим барабаном, накапливают моток на накопительном барабане, осуществляют рез движущейся проволоки
Недостатком данного способа является то, что накопленный и отрезанный моток необходимо убрать из-под накопительного
барабана, переложить в упаковочную емкость, на что требуется дополнительное время и затраты дополнительного труда.
Целью изобретения является снижение трудоемкости.
Указанная цель достигается тем, что согласно способу упаковки мотков проволоки, при котором осуществляют перемотку проволоки с волочильного барабана тянущим барабаном, накапливают моток на накопительном барабане, осуществляют рез дви10жущейся проволоки, сбрасывают накопленный моток в емкость, емкость после сброса в нее первого мотка проволоки смещают из-под накопительного барабана, укладывают в нее поверх мотка разделительную про15кладку, вновь устанавливают емкость под накопительный барабан и сбрасывают моток проволоки, затем процесс повторяют до полного заполнения емкости.
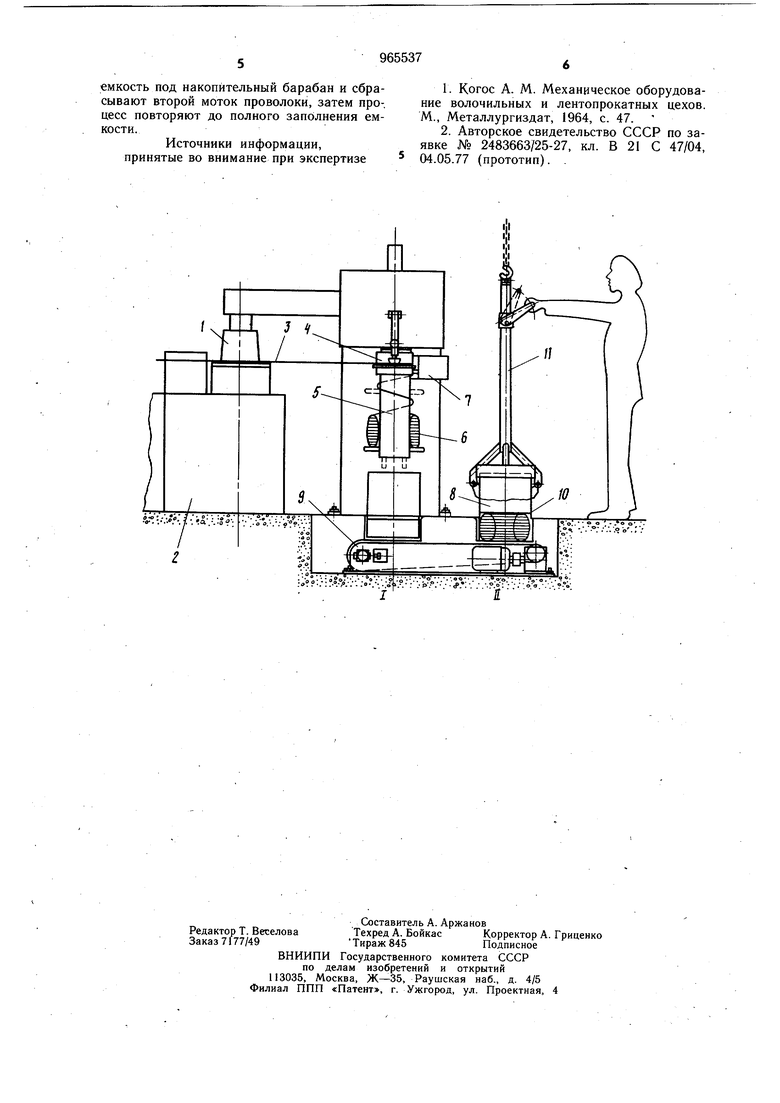
На чертеже изображена схема процесса.
С последнего барабана 1 волочильного
20 стана 2 проволоку 3 перематывают тянущим барабаном 4 и накапливают на накопительном барабане 5. После достижения мотков 6 заданной массы производят рез проволоки летучими ножннцами 7
Моток 6 под действием собственной массы падает в упаковочную емкость 8. Последнюю перемещают транспортером 9 изпод накопительного барабана 5 (позиция I) и устанавливают на позицию II для укладки в нее поверх мотка 6 прокладки 10. Затем емкость 8 транспортером 9 вновь перемещают на позицию I для сброса в нее следующего мотка проволоки. Операции повторяют до полного заполнения емкости 8. Заполненную емкость на позиции II убирают с транспортера 9 грузоподъемным устройством 11. На позиции II устанавливают порожнюю емкость.
Во врэмя отсутствия емкости 8 под накопительным барабаном происходит накапливание на накопительном барабане 5 нового мотка.
Так как время накапливания нового мотка на накопительном барабане больше времени, необходимого д;1я уборки и возвращения емкости 8 для приема этого нового мотка, то тем самым обеспечивается непрерывность процесса изготовления проволоки. . Рез движущейся проволоки летучими ножницами 7 может производиться автоматически по команде с волочильного стана и обеспечивает тем самым загрузку в упаковочную емкость мотков наперед заданной массы. Мотки в упаковочной емкости надежно отделены друг от друга прокладками, что обеспечивает их свободную выемку в процессе использования.
Пример. Используют серийный прямоточный щестибарабанный волочильный стан Алма-Атинского завода тяжелого мащиностроения типа ВМЭП 6/350. Последний по ходу волочения барабан волочильного стана клиноременной передачей соединяют с моталкой, состоящей из двух расположенных соосно на индивидуальных валах барабанов, верхний из этих барабанов оснащен прижимным роликом и яйляется тянущим, перематывая проволоку с последнего барабана волочильного стана. Нижний барабан оснащен откидными держателями и служит для накапливания на указанных держателях мотка проволоки.
Моталка оснащена ножом, закрепленным на сердечнике электромагнита, установленном на оси с возможностью поворота вокруг нее при контакте ножа с вращающимся накопительным барабаном моталки. Под накопительным барабаном размещен транспорт тер с гнездом для установки упаковочной емкости. В качестве упаковочной емкости использован металлический барабан высотой 500 мм и диаметром 400 мм. В исходном положении упаковочную емкость располагают соосно с накопительным барабаном под ним.
Масса мотка на откидных держателях накопительного барабана моталки контролируется счетчиком оборотов последнего барабана волочильного стана. Изготавливают по предлагаемому способу проволоку марки ПП-АН8 диаметром 2,2 мм. По достижении массы мотка 2,5 кг, что соответствует 1000 об последнего барабана волочильного стана, со счетчика оборотов поступает сигнал на включение электромагнита, который, выталкивая сердечник с ножом, перерезает проволоку и вследствие контакта с накопительным барабаном отбрасывается с траектории ее движения. Одновременно подается сигнал на опускание откидных держателей мотка.
Таким образом, накопленный моток про волоки под действием собственной массы падает в упаковочную емкость. Держатели поднимаются в исходное положение для накапливания следующего мотка. Далее включают транспортер, который перемещает упаковочную емкость с одним мотком из-под накопительного барабана моталки на позицию, где оператор укладывает вручную поверх мотка разделительную прокладку. Затем транспортер с упаковочной емкостью, мотком и разделительной прокладкой возвращают под накопительный барабан моталки для приема следующего мотка. Полностью заполненную емкость убирают, с транспортера, заменяя ее порожней емкостью. Результаты опытной проверки показывают, что внедрение в промыщленность предлагаемого способа позволяет обеспечить непрерывный процесс изготовления проволоки, полностью исключив ручные операции по увязке мотков и загрузКе их в упаковочную емкость.
Например, при изготовлении порощковой проволоки, для производства которой разработан предлагаемый способ, готовая проволока с волочильного стана наматывается на катущку емкостью 1 т. Затем на отдельно стоящем станке проволока перематывается с этой катущки в мотки массой 20-30 кг каждый моток, затем вручную увязывается и вручную укладывается в металлические барабаны.
При внедрении предлагаемого способа в народном хозяйстве может быть получен эффект в размере 35 тыс. руб. иа 1000 т изготавливаемой проволоки.
Формула изобретения
Способ упаковки мотков проволоки, при котором осуществляют перемотку проволоки с волочильного барабана тянущим барабаном, накапливают моток на накопительном барабане, осуществляют рез движущейся проволоки и сбрасывают накопленный моток в емкость, отличающийся тем, что, с целью снижения трудоемкости процесса, емкость после сброса в нее первого мотка проволоки смещают из-под накопительного барабана, укладывают в нее поверх мотка разделительную прокладку, вновь устанавливают
емкость под накопительный барабан и сбрасывают второй моток проволоки, затем про-, цесс повторяют до полного заполнения емкости.
Источники информации, принятые во внимание при экспертизе
