(54) БЕССТРУЖЕЧНЫЙ МЕТЧИК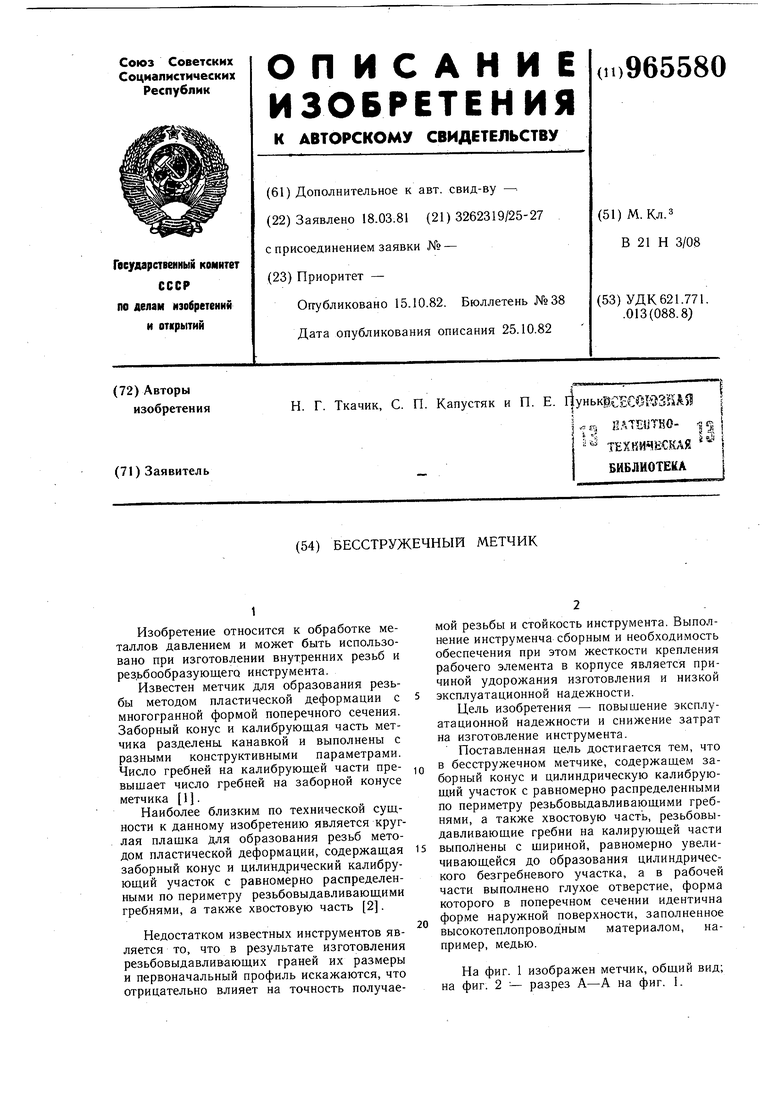
| название | год | авторы | номер документа |
|---|---|---|---|
| Резьбовыдавливающий инструмент | 1980 |
|
SU940970A1 |
| КОМБИНИРОВАННЫЙ (РЕЖУЩЕ-ДЕФОРМИРУЮЩИЙ) МЕТЧИК | 1998 |
|
RU2142867C1 |
| Бесстружечный метчик | 1989 |
|
SU1666255A1 |
| Метчик | 1988 |
|
SU1585162A1 |
| УСТРОЙСТВО ДЛЯ ВНУТРЕННЕГО РЕЗЬБОНАКАТЫВАНИЯ | 2012 |
|
RU2505383C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВНУТРЕННИХ РЕЗЬБ | 2012 |
|
RU2521758C2 |
| Бесстружечный метчик | 1977 |
|
SU735369A1 |
| МЕТЧИК БЕССТРУЖЕЧНЫЙ | 1991 |
|
RU2009750C1 |
| Метчик для изготовления резьбыМЕТОдОМ плАСТичЕСКОй дЕфОРМАции | 1979 |
|
SU852466A1 |
| Метчик для изготовления резьбы методом пластической деформации | 1979 |
|
SU772662A1 |
1
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении внутренних резьб и рез.ьбообразующего инструмента.
Известен метчик для образования резьбы методом пластической деформации с многогранной формой поперечного сечения. Заборный конус и калибрующая часть метчика разделены канавкой и выполнены с разными конструктивными параметрами. Число гребней на калибрующей части превышает число гребней на заборной конусе метчика 1.
Наиболее близким по технической сущности к данному изобретению является круглая плащка для образования резьб методом пластической деформации, содержащая заборный конус и цилиндрический калибрующий участок с равномерно распределенными по периметру резьбовыдавливающими гребнями, а также хвостовую часть 2.
Недостатком известных инструментов является то, что в результате изготовления резьбовыдавливающих граней их размеры и первоначальный профиль искажаются, что отрицательно влияет на точность получаеМОЙ резьбы и стойкость инструмента. Выполнение инструменча сборным и необходимость обеспечения при этом жесткости крепления рабочего элемента в корпусе является причиной удорожания изготовления и низкой эксплуатационной надежности.
Цель изобретения - повышение эксплуатационной надежности и снижение затрат на изготовление инструмента.
Поставленная цель достигается тем, что в бесстружечном метчике, содержащем за10борный конус и цилиндрическую калибрующий участок с равномерно распределенными по периметру резьбовыдавливающими гребнями, а также хвостовую часть, резьбовыдавливающие гребни на калирующей части выполнены с шириной, равномерно увели15чивающейся до образования цилиндрического безгребневого участка, а в рабочей части выполнено глухое отверстие, форма которого в поперечном сечении идентична форме наружной поверхности, заполненное
20 высокотеплопроводным материалом, например, медью.
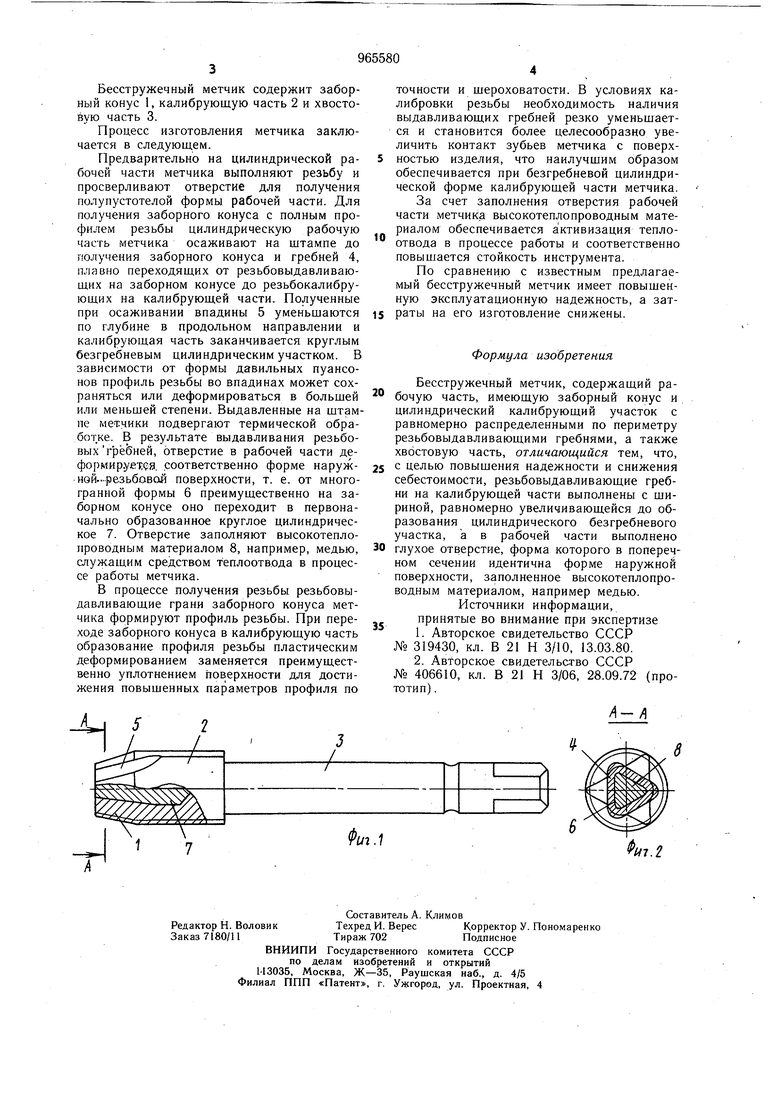
На фиг. 1 изображен метчик, общий вид; на фиг. 2 - разрез А-А на фиг. L
